Известны зубошлифовальные станки с червячной делительной парой, работающие но способу обкатки. Поступательное и вращательное движения обкатки согласуются с помощью сменных зубчатых колес, и пестунательное движение осуществляется парой винт - гайка. Эти станки в своей кинематической цепи содержат дифференциальны механизм.
Предложенный зубо1нлифовальнь й станок отличается от известных тем, что гайка, служащая для постунательного движения изделия, вынолпеиа подвижной и установлена на станине в нодшипниках так, что во время деления она имеет возможность вращаться в одну сторону с винтом, а во время обкатки с помощью муфты и фиксирующего устройства связывается со станиной.
Такое вынолнение станка нозволяет новысить его точность за счет исключения из кинематической цеии дифференциального механизма.
Для исключения влияния ногрешностей щлицевого соединения на точность обрабатываемого колеса гитара обкатки установлена на каретке изделия.
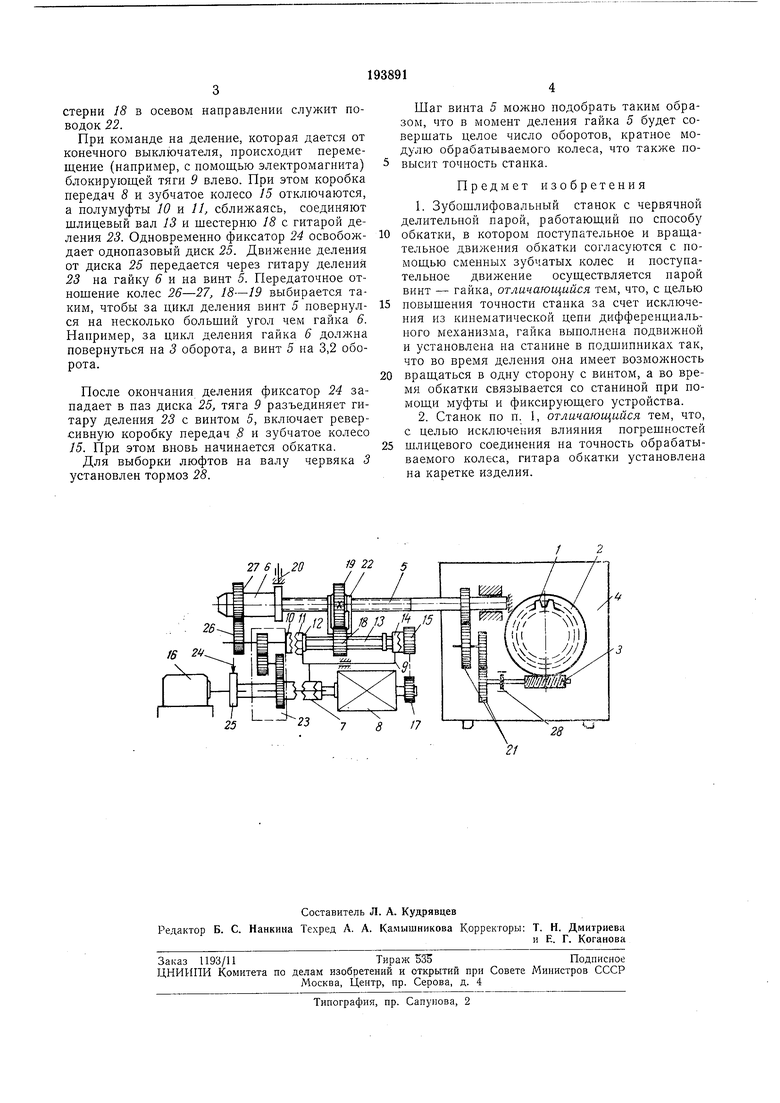
лесом 2, находящимся в заценлении с червяком 3. Все эти детали установлены на каретке 4, которая во время обкатки движетея ноступательно с помощью вннта 5 и гайки 6, устаиоБленной в подшипниках на станине.
При обкатке переключающаяся муфта 7 сдвинута внраво. Реверсивная коробка передач 8 оказывается включенной. Одновременно блокирующая тяга 9 размыкает нолумуфты 10 и //, доводя нолумуфту У/ до упорного кольца 12, закрепленного на шлнцевом валу 13. Та же блокирующая тяга 9 включает полумуфту 14. Благодаря этому включается зубчатое колесо 15.
Движение от электродвигателя 16 через реверсивную коробку передач 8, зубчатые колеса 17 и 15 нередается на шлицевый вал 13 н свободно неремещающуюся в осевом нанравлении но шлицам шестерню 18, от которой движение нередается на зубчатое колесо 19, жестко закренленное на винте 5. Последний установлен на каретке в подшипниках и не имеет осевого перемещения относительно нее.
Вращаясь, винт 5 ввертывается в гайку 6, уетановленную на етаннне и зажатую муфтой 20. Во время обкатки гайка 6 ненодвижна. Движенне от винта 5 через шестерни гитары обкатки 21 и червячную нередачу 2-3 передается на изделие /. Для перемещеиия щестерни 18 в осевом направлении служит поводок 22.
При команде на деление, которая дается от конечного выключателя, происходит перемещение (например, с помощью электромагнита) блокирующей тяги 9 влево. При этом коробка передач 8 и зубчатое колесо 15 отключаются, а полумуфты 10 и 11, сближаясь, соединяют щлицевый вал 13 и шестерню 18 с гитарой деления 23. Одновременно фиксатор 24 освобождает однопазовый диск 25. Движение деления от диска 25 передается через гитару деления 23 на гайку 6 и на винт 5. Передаточное отношение колес 26-27, 18--19 выбирается таким, чтобы за цикл деления винт 5 повернулся на несколько больший угол чем гайка 6. Например, за цикл деления гайка 6 должна повернуться на 3 оборота, а винт 5 на 3,2 оборота.
После окончания деления фиксатор 24 западает в паз диска 25, тяга 9 разъединяет гитару деления 23 с винтом 5, включает реверсивную коробку передач 8 и зубчатое колесо 15. При этом вновь начинается обкатка.
Для выборки люфтов на валу червяка 3 установлен тормоз 28.
Шаг винта 5 можно подобрать таким образом, что в момент деления гайка 5 будет совершать целое число оборотов, кратное модулю обрабатываемого колеса, что также повысит точность станка.
Предмет изобретения
1.Зубошлифовальный станок с червячной делительной парой, работающий по способу
обкатки, в котором поступательное и вращательное движения обкатки согласуются с помощью сменных зубчатых колес и поступательное движение осуществляется парой винт - гайка, отличающийся тем, что, с целью
повышения точности станка за счет исключения из кинематической цепи дифференциального механизма, гайка выполнена подвижной и установлена на станине в подшипниках так, что во время деления она имеет возможность
вращаться в одну сторону с винтом, а во время обкатки связывается со станиной при помощи муфты и фиксирующего устройства.
2.Станок по п. 1, отличающийся тем, что, с целью исключения влияния погрешностей
шлицевого соединения на точность обрабатываемого колеса, гитара обкатки установлена на каретке изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОШЛИФОВАЛЬНЫЙ СТАНОК | 1965 |
|
SU174052A1 |
| ЗУБОШЛИФОВАЛЬНЬ[Й СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1968 |
|
SU217913A1 |
| ЙСЕСОЮЗНАЯ I Экспериментальный научно-исследовательский "ncTHTjiTr, -.-гиу,..,-.--...^ ,^ .,)металлорежущих станковl''"''^"'*w itAlllntvfl>&i&—— 1^'^^^>&^0'»л* I | 1972 |
|
SU331852A1 |
| ЗУБОРЕЗНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ КОЛЕС | 1966 |
|
SU222853A1 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Зубофрезерный станок обкатного типа | 1979 |
|
SU956185A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ | 1973 |
|
SU385686A1 |
%
/S г
