Известный способ изготовления трубы из стеклопластика заключается в том, что на оформляющую оснастку, которой может служить оправка или термопластичная труба, наматывается труба из стекловолкнкстого наполнителя, пропитанного связующим. При достижении заданной толщины стенки труба продвигается Б камеру отверждения, откуда выходит в виде готового изделия. Недостатками способа являются низкая .производительность и большие требуемые усилия.
Предлагаемый способ повышает производительность установки и снижает усилия для стягивания трубы -с оправки. Если в качестве оправки используется термопластичная труба, то снижение обжимающих усилий позволяет уменьшить толщину стенки термопластичной трубы.
Способ отличается от известного тем, что сначала на оправке формуют внутреннюю стеклопластиковую оболочку, после отверждения которой ее стягивают с оправки и используют для последующей укладки на ней наружного стеклопластикового слоя трубы.
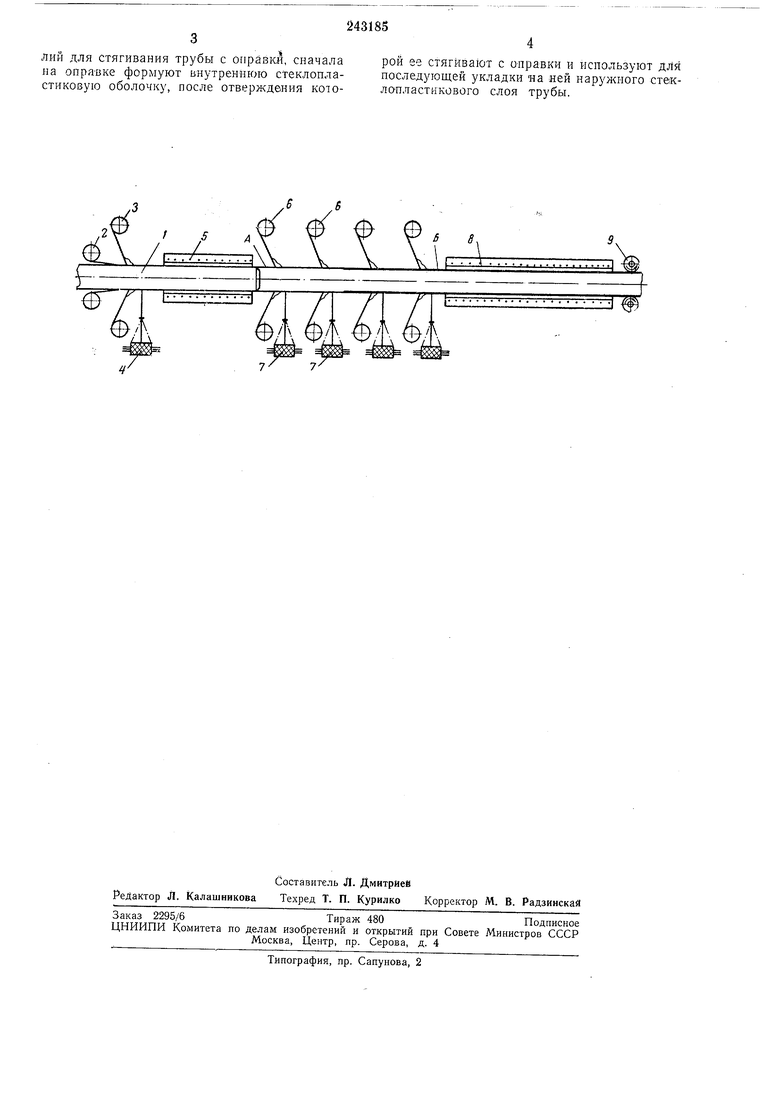
Предлагаемый .способ поясняется чертежом.
Вдоль оправки 1 укладывается разделительный материал 2, «а жоторый наматывается тонкий слой стекловолокнистого наполнителя 3, 4, пропитанного связующим. Наполнитель может не иметь -поперечного напряжения, что способствует снижению обжи-мающих усилий. Образовавшаяся тонкостенная труба продвигается в первую камеру отверждения 5, по выходе из которой получается отвержденная «несущая труба А. Далее на продвигающуюся трубу А наматывается пропитанный связующим стекловолокнистый наполнитель 6, 7 до получения заданной толщины стенки. Образовавшаяся окончательная труба Б продвигается во вторую камеру отверждения 8. По выходе из этой камеры труба попадает в тянущее устройство 9.
Таким образом, изготовляемая вначале тонкостенная труба быстрее отверждается, что повышает производительность процесса, и, кроме того, она легче снимается с оправки, что позволяет удлинить последнюю.
Предмет изобретения
Способ изготовления трубы из стеклопластика, по которому на оправку укладывают слои -пропитанного связующим веществом стеклоармирующего материала с последующи-м отверждением изделия и снятием его с оправки, отличающийся тем, что, с целью сокращения времени процесса -и снижения усиЛИР1 для стягивания трубы с о 1равк.и, сначала на опра-вке формуют внутреннюю стеклопластиковую оболочку, после отверждения которой ее стягивают с оправки и используют для последующей укладки на ней наружного стеклопластикового слоя трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления труб | 1975 |
|
SU617276A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЦИЛИНДРА ИЛИ ПОЛЫХ ТЕЛ ИНОГО ВЫПУКЛОГО СЕЧЕНИЯ | 1995 |
|
RU2102236C1 |
| Труба | 1979 |
|
SU891461A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ СТЕКЛОПЛАСТИКОВЫХ ТРУБ | 1992 |
|
RU2015909C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕВОЙ ЗАДЕЛКИ СТЕКЛОПЛАСТИКОВОЙ ОБОЛОЧКИ | 1972 |
|
SU323281A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ ТРУБ ИЗ СТЕКЛОПЛАСТИКА | 2011 |
|
RU2489259C1 |
| ЦИЛИНДРИЧЕСКАЯ ОПРАВКА | 1967 |
|
SU201625A1 |
| БАШЕННОЕ СООРУЖЕНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО СЕКЦИЙ | 2002 |
|
RU2244083C2 |
| СПОСОБ И УСТРОЙСТВО НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКИХ ТРУБ И НЕМЕТАЛЛИЧЕСКАЯ ТРУБА | 2014 |
|
RU2555467C1 |