Получение стеклопластиковых оболочек способом намотки на жесткую оправку армирующих стекловолокнистых наполнителей, предварительно пропитанных и высушенных, является в настоящее время наиболее распространенным.
Известно устройство для намотки труб из стеклопластика, имеющее поворотную цилиндрическую оправку, лежащую на двух опорных обогреваемых валках, и верхний не обогреваемый валик, снабженный пневмоприжимом (или гидроприжимом) и соприкасающийся с оправкой по всей ее длине.
При изготовлении оболочек из стеклопластика на таком устройстве, в начале технологического процесса, когда толщина намотки на оправке еще мала, под действием контактных напряжений возможны разрушения стеклонитей и выдавливание связующего, что приводит к снижению прочности оболочки.
В описанном устройстве затруднено изготовление местных утолщений (например, под резьбу) из-за резкого перераспределения давления контактного формования и образования «гофр на силовой стенке изделия.
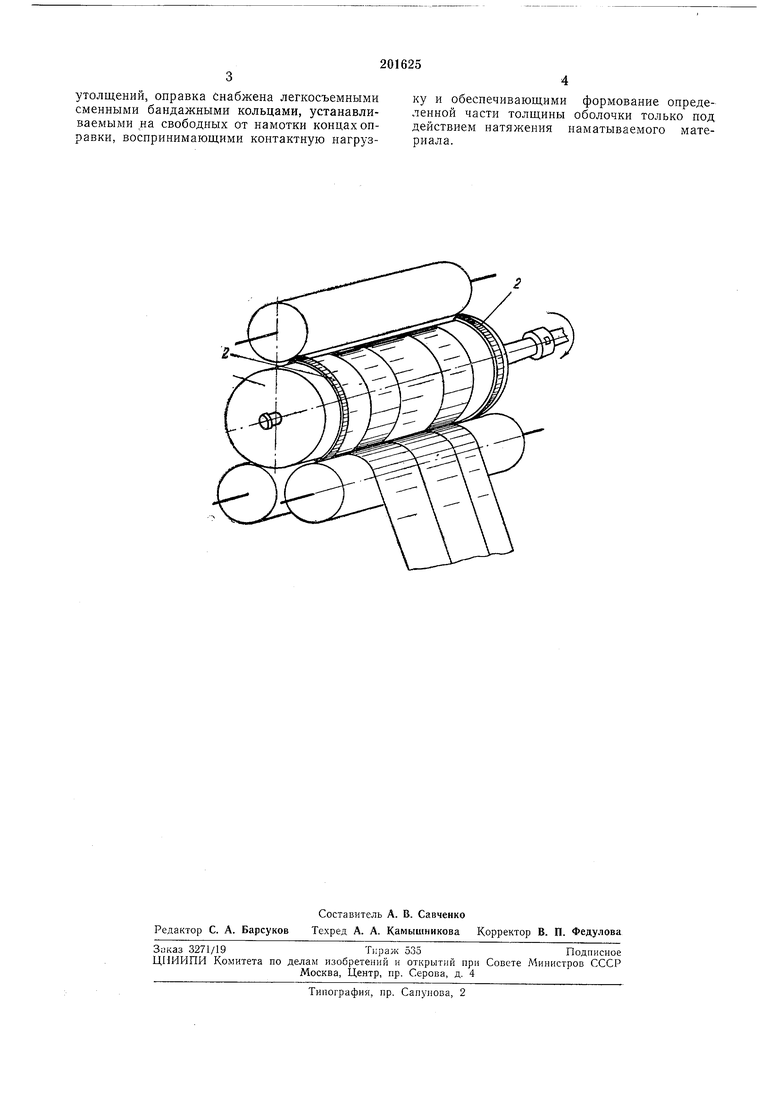
Предлагаемая цилиндрическая оправка отличается от известных тем, что она снабжена легкосъемными сменными бандажными кольцами, воспринимающими контактные усилия и обеспечивающими формование определенной части толщины ооолочки только под действием натяжения наматываемого материала.
Предлагаемая цилиндрическая оправка состоит из цилиндра / и легкосъемных сменных бандажных колец 2.
Бандажные кольца установлены по концам цилиндра , на участках, свободных от намотки, и закреплены, например, потайными установочными винтами. Перед намоткой устанавливаются бандажные кольца, толщина стенок которых равна сумме некоторого количества слоев, при котором контактные давления становятся уже неопасными.
Когода же необходимо в конце намотки подмотать утолщение, бандажные кольца заменяют. Толщина стенок новых колец должна быть несколько большей, чем общая толщина стенки оболочки и подмоточного утолщения.
Проведенные эксперименты по изготовлению оболочек при использовании такой оправки позволили повысить прочностные показатели оболочек.
Предмет изобретения
утолщений, оправка Снабжена легкосъемными сменными бандажными кольцами, устанавливаемыми на свободных от намотки концах оправки, воспринимающими контактную нагрузку и обеспечивающими формование опредеvieHHofl части толщины оболочки только под действием натяжения наматываемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С КОНЦЕВЫЛ^И УТОЛЩЕНИЯМИ | 1969 |
|
SU235972A1 |
| Приспособление для формования наружных шпангоутов | 1974 |
|
SU542653A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТРУБ ИЗ СТЕКЛОПЛАСТИКА | 1972 |
|
SU334085A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2412051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕВОЙ ЗАДЕЛКИ СТЕКЛОПЛАСТИКОВОЙ ОБОЛОЧКИ | 1972 |
|
SU323281A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 2004 |
|
RU2271930C2 |
| Торовый опорный шпангоут из композиционного материала | 1982 |
|
SU1081309A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| УСТРОЙСТВО для НАМОТКИ ТРУБ ИЗ СТЕКЛОПЛАСТИКА | 1966 |
|
SU179460A1 |