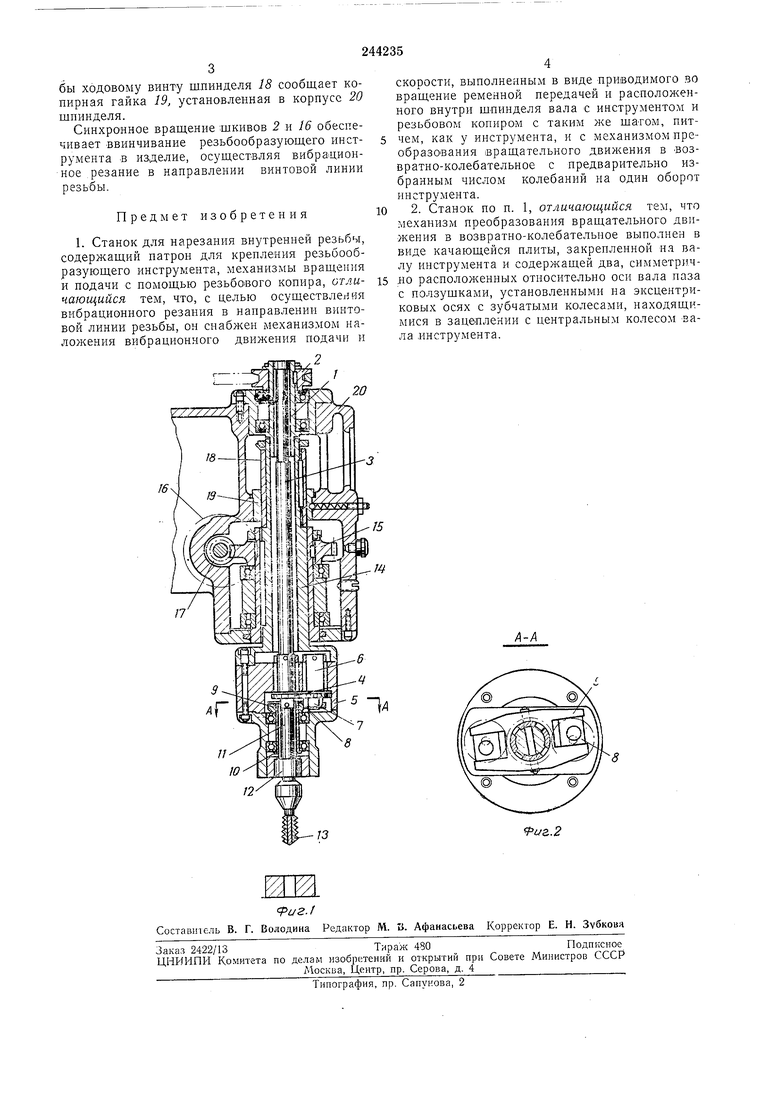
Известны резьбонарезные станки, осуществляющие нарезание внутренней резьбы метчпком, установленным в патроне шпинделя. Предложенный станок отличается от известных тем, что содержит механизм наложения вибрационного движения подачи и скорости, выполненный в виде вала, приводимого во вращение ременной передачей и расположенного внутри главного шпинделя, на нижнем конце которого установлен инструмент и резьбовой копир. На этом же валу закреплена качающаяся плита механизма преобразования вращательного движепия в возвратно-колебательное с предварительно избранным числом колебаний на один оборот инструмента. Механизм преобразования вращательного движения в возвратно-колебательное выполнен в виде качающейся плиты, закрепленной на залу инструмента и содержащей два симметрично расположенных относительно оси вала лаза с ползушками, установленными на эксцентриковых осях с зубчатыми колесами, находящимися в зацеплении с центральным колесом вала инструмента. Это позволяет осуществлять вибрационное резание в направлении винтовой линии резьбы, в результате чего уменьшается среднее сопротивление резанию и повышается чистота обработанной поверхности. На фиг. 1 изобралсен разрез шпинделя станка; на фиг. 2 - поперечный разрез с видом на качающуюся плиту. Механизм наложения вибрационного движения подачи действует следующим образом. Электродвигателем через ремениую передачу и шлицевую втулку /, на которой установлен шкив 2, приводится во вращение вал 3 с укрепленной на нем шестерней 4. Шестерня находится в зацеплении с парой зубчатых колес 5, смонтированных на двух коротких валах 6, параллельных валу 3. Каждое из зубчатых колес 5 снабжено эксцентриковым .пальцем 7, который связан с ползуном 5. Вращаемые зубчатыми колесалш пальцы 7 заставляют ползуны 8 скользить вдоль направляющих пазов качающейся плиты 9, закрепленной на шлицевой втулке 10. При этом плите 9, а вместе с нею и шлицевому валу 11 с резьбовым копиром 12 и резьбообразующим инструментом 13 сообщается возврдтно-качательное движение. Так как шаг, питч, копира 12 аналогичен шагу, питчу, обрабатываемой резьбы, режущий инструмент получает Бозвратно-качательное движение в направлении винтовой линии резьбы. Шпиндель 14 станка приводится во вращение червячным колесом 15 от электродвигателя через ременную передачу, шкив 16 и червяк 17. Технологическую подачу на шаг реяь
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод шпинделя для вибрационного резания | 1980 |
|
SU933293A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Способ и устройство для изготовления на токарных станках изделий с фасонными продольными и поперечным сечениями | 1942 |
|
SU63564A1 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| Устройство для притирки шаровых поверхностей | 1979 |
|
SU891358A1 |
