Изобретение относится к прессам для изготовления изделий из полимерного материала методом литья под давлением.
Известны литьевые плунжерные прессы, включающие питатель, литьевую головку с плунжерами высокого и низкого давления, устройство зажатия прессформ и силовые цилиндры для перемещения плунжеров.
Однако известные пресса или очень сложны, или малопроизводительны, кроме того, не могут быть использованы нри работе с прессформами различной высоты.
Особенность описываемого пресса состоит в том, что плунжер низкого давления выполнен в виде поршня с каналами для прохода смеси, закрываемыми обратным клапаном в форме тора.
Кроме того, питатель выполнен в виде шестеренчатого насоса, в корпусе которого приемные окна расположены под углом к зубьям шестерен, а гидроцилиндр устройства зажатия прессформ - с кольцевой полостью, в которой размещен плунжер в виде стакана.
Такое конструктивное выполнение пресса позволит повысить производительность и расширить диапазон его применения.
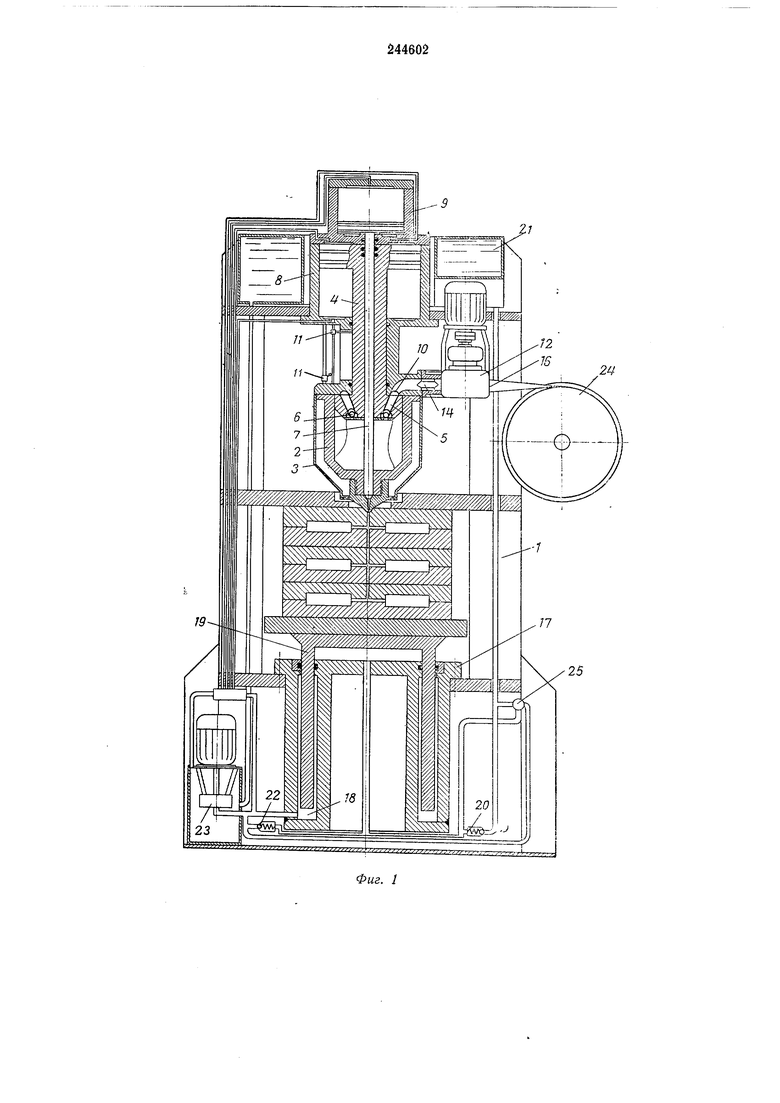
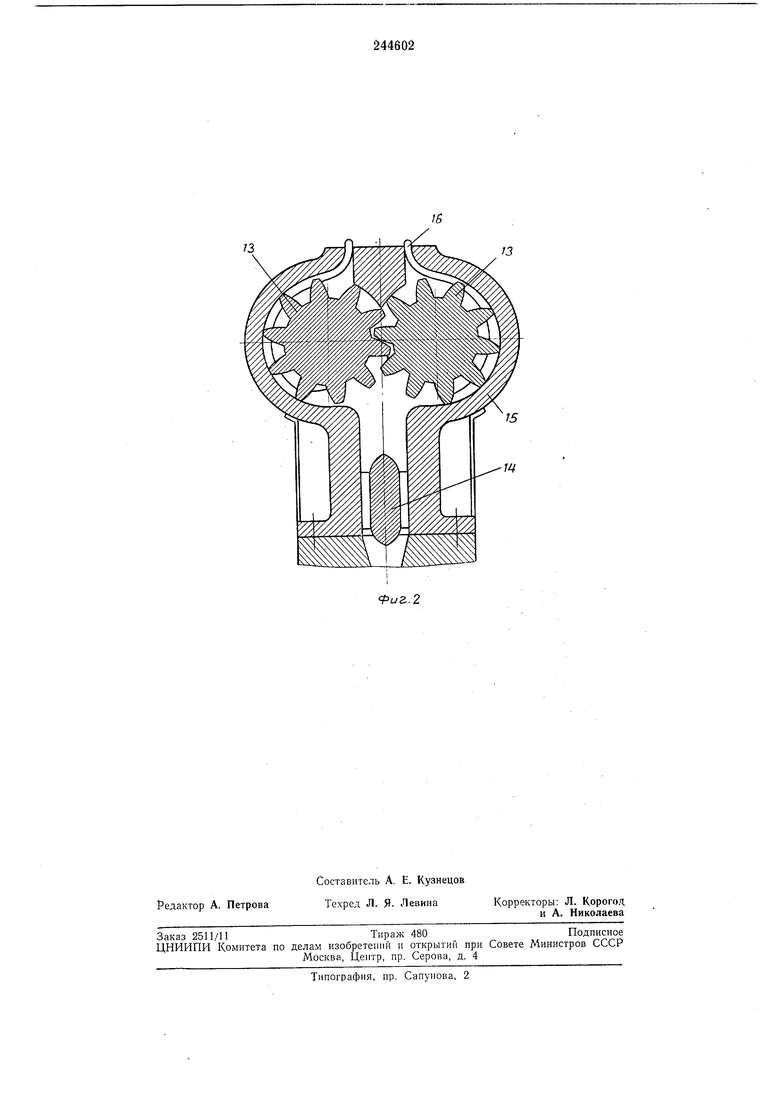
На фиг. 1 изображен описываемый пресс, продольный разрез; иа фиг. 2 - шестеренчатый питатель.
Литьевая головка, состоящая из цилиндра 2 с кожухом 3, между которыми циркулирует охлаждающая вода. цилиндра 2 размещен плунжер 4 низкого давления, который
выполнен в виде поршня с каналами 5 для прохода смеси, закрываемыми обратным клапаном 6 в форме тора. Внутри плунжера 4 размещен плунжер 7 высокого давления. Для перемещения плунл еров и 7 на раме 1 расположены гидроцилиндры 8 и 9, На нижнем фланце гидроцилиндра 8 выполнена кольцевая проточка Ю для подвода смеси к каналам 5.
На кожухе 3 литьевой головки укреплено
устройство /У для регулирования количества впрыскиваемого материала. К литьевой головке крепится питатель 12, который выполнен в виде шестеренчатого насоса с шестернями 13 и торпедой 14, размещенными в корпусе 15
с приемными окнами 16, расположенными под углом к зубьям шестерен.
В пильней части рамы 1 расположено устройство для зажатия литьевых прессформ, состоящее из цилиндра 17 с кольцевой полостью 18, в которой размещен плунжер 19 в виде стакана.
Полость 18 связана трубопроводом через обратный клапан 20 с баком 21 и через обратный клапан 22 с насосом 23 высокого давКатушка 24 с резиновой лентой крепится рядом с питателем 12.
Работает пресс следующим образом.
Вначале происходит смыкание литьевых прессформ, для чего жидкость нагнетается насосом 23 высокого давления в полость 18. Вследствие малого объема, занимаемого стенками плунжера 19, последний быстро поднимается до смыкания с прессформами. При этом полость иод плунжером через обратный клапан 20 заполняется жидкостью, перетекаемой из бака.
Смыкание плиты плунжера с прессформами сопровождается резким увеличением давления, в результате чего открывается клапан 22, а клапан 20 перекрывается. При этом давление жидкости распространяется на всю поверхность плунжера 19, создавая тем самым давление, достаточное для компенсации распорных усилий, возникающих в прессформ ах в нроцессе формования. Затем происходит заполнение нрессформ резиновой смесью; резиновая лента, сматываясь с катушки 24, поступает в приемные окна 16 корпуса 15 питателя 12, захватывается зубьями шестерен 13 и нагнетается, проходя торпеду 14, которая дополнительно пластицирует смесь, в каналы 5 плунжера 4 низкого давления, и поиадает в нижнюю полость цилиндра 2. Перед впрыскиванием смеси в литьевую прессформу плунжер 7 высокого давления поднимается, а плунжер 4 низкого давления заполняет
смесью форму. В этот момент питатель 12 нагнетает смесь в полость цилиндра 2 над плунжером 4. Обратный клапан 6 предотвращает перетекание смеси при заполнении прессформ. После заполнения формы изделие формуется плунжером 7 высокого давления, после чего размыкают прессформы, переключая золотник 25. При этом жидкость вытесняется в бак 21 иод давлением собственного веса плунжера и формы. Затем цикл повторяется.
Предмет изобретения
1. Литьевой плунжерный пресс, включающий питатель, литьевую головку с плунжерами высокого и низкого давления, устройство зажатия прессформ и силовые цилиндры для перемещения плун керов, отличающийся тем, что, с целью повышения производительности
и расширения диапазона применения пресса, плунжер низкого давления выполнен в виде норшня с каналами для прохода смеси, закрываемыми обратным клапаном в форме тора.
2. Пресс по н. 1, отличающийся тем, что питатель выполнен в виде шестеренчатого насоса, в корпусе которого приемные окна расположены под углом к зубьям шестерен. 3. Пресс по п. 1, отличающийся тем, что
гидроцилиндр устройства зажатия прессформ выполнен с кольцевой полостью, в которой размещен нлунжер в виде стакана.
24
Фиг. 1
/3
/Л
Риг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ЛИТЬЕВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1970 |
|
SU259357A1 |
| Пресс-форма для литьевых машин и прессов | 1983 |
|
SU1123862A1 |
| СИСТЕМА СМАЗКИ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2194167C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2013 |
|
RU2539233C2 |
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
| Роторная литьевая установка для переработки полимеров | 1980 |
|
SU1168427A1 |
| Свободнопоршневой двигатель-насос | 1991 |
|
SU1794198A3 |
| Гидравлический пресс | 1977 |
|
SU632585A1 |
| Гидравлический пустотообразователь к прессу для формования изделий из силикатного кирпича | 1979 |
|
SU854719A1 |
| СПАРЕННАЯ НАСОСНАЯ УСТАНОВКА | 2017 |
|
RU2686237C2 |