Известны агрегаты для изготовления формовых литьевых изделий из полимерных материалов по авт. св. № 244601, например, для литья под давлением и вулканизации резиновых изделий, включающие литьевое устройство, смонтированное на основании, подвижном в направляющих от гидропривода, и соосно фиксируемое относительно ряда установленных в линию устройств для смыкания частей прессформы, каждое из которых выполнено в виде смонтированного на колоннах неподвижных плит корпуса с закрепленным штоком, взаимодействующим с плунжером, перемещаемым по вертикали с подвижной плитой и частями прессформы.
В известном агрегате предусмотрено применение литьевого устройства с одной литьевой головкой, что ограничивает диапазон применения этого агрегата для изготовления изделий из полимерных материалов различного состава.
Предлагаемый агрегат отличается тем, что литьевое устройство выполнено в виде цилиндрического корпуса, поворотного на основании с радиально установленными литьевыми головками, аксиально перемещаемыми в продольных пазах цилиндрического корпуса от жестко связанного с ним нижнего силового цилиндра, смонтированного в подвижном блоке корпуса с верхним силовым цилиндро.м,
для осевого перемещения соосно совмещаемого с ним червяка литьевой головки, выполненной с захватами, входящими в зацепление с захватами патрубка верхнего силового цилиндра.
Этот агрегат, являясь дальнейшим усовершенствованием известного, расширяет диапазон применения его для изготовления изделий заданного типоразмера пз полимерных материалов различного состава.
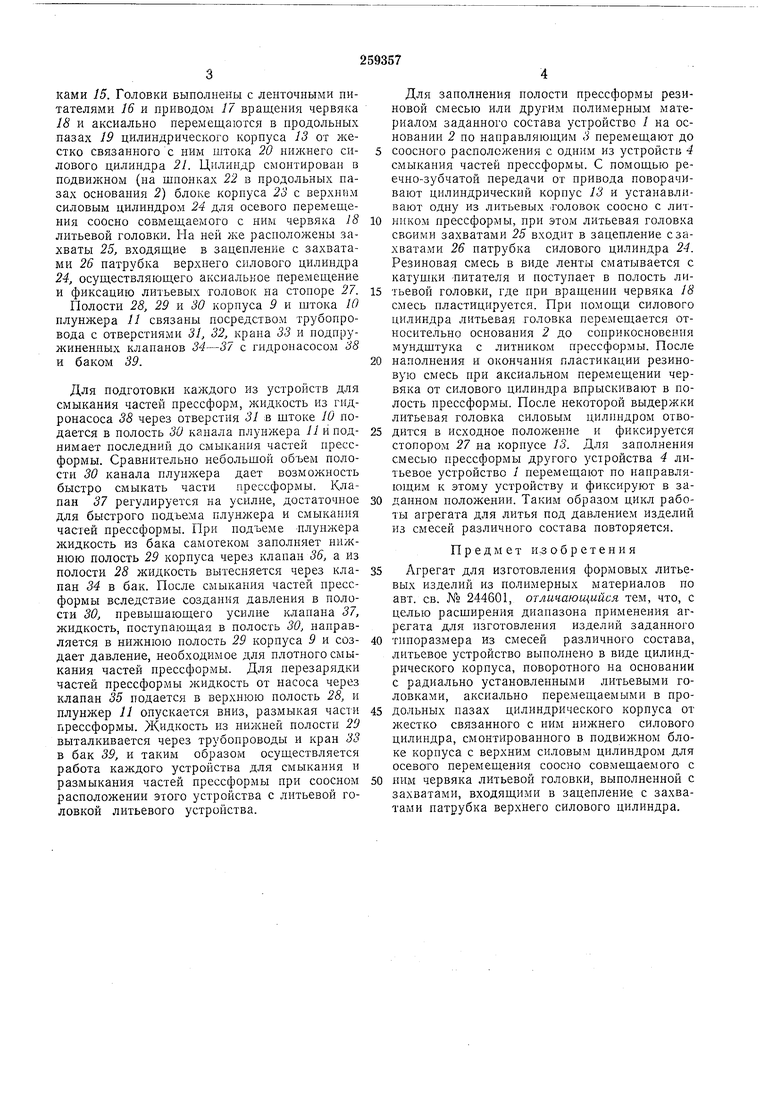
На фиг. 1 показан агрегат, общий вид со
стороны литьевых головок; на фиг. 2 - вид
агрегата в плане; на фиг. 3-то же в разрезе.
Агрегат для изготовления формовых литьевых изделий пз полимерных материалов включает литьевое устройство /, смонтированное на основании 2, подвижном в направляющих 3 от гидропривода, и соосно фиксируемое относительно ряда установленных в линию устройств 4 для смыкания частей и прессформы; каждое из этих устройств выполнено в виде смонтированного на колоннах 6 неподвижных плит 7 II 8 корпуса 9 с закрепленным тлтоком 10, взаимодействующим с плунжером 11,
перемещаемым по вертикали с подвижной плитой 12 и частями прессформы.
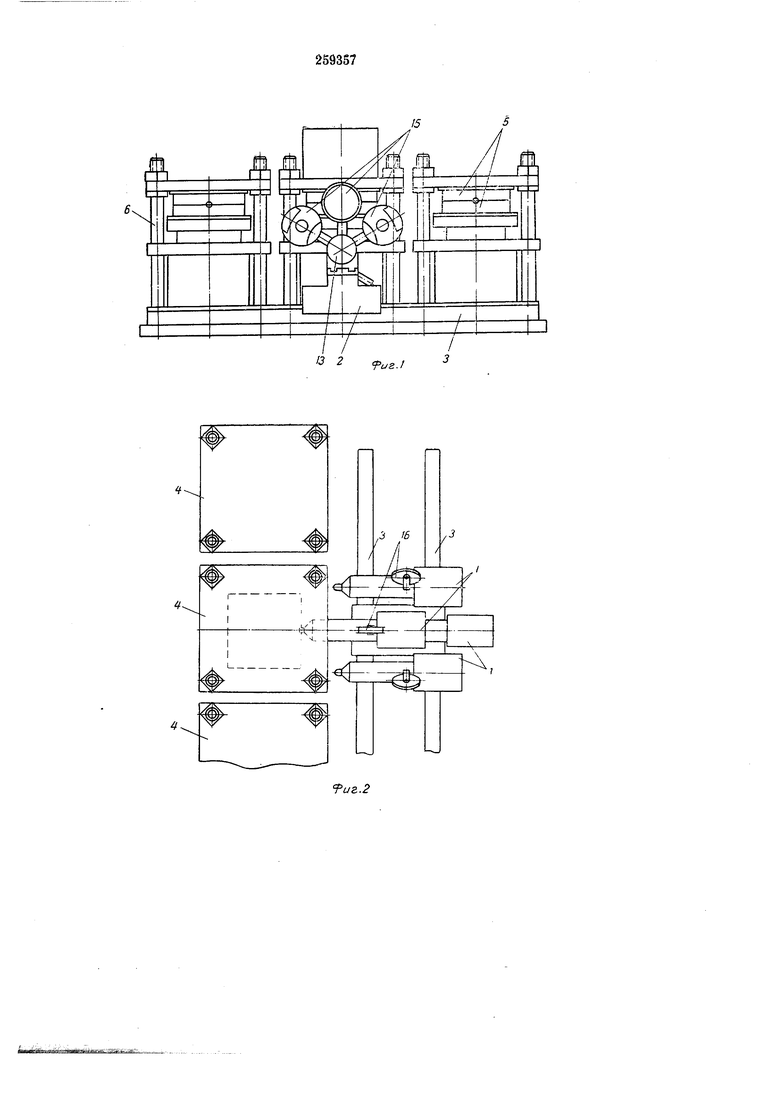
Литьевое устройство выполнено в виде цилиндрического корпуса 13, поворотного от реечно-зубчатой передачи 14 на основании 2 с
ками 15. Головки выполнены с ленточными нитателями 16 и приводом 17 вращения червяка 18 и аксиально перемещаются в продольных пазах 19 цилиндрического корпуса 13 от кестко связанного с ним штока 20 нижнего силового цилиндра 21. Цилиндр смонтирован в подвижном (на шионках 22 в продольных назах основания 2 блоке корпуса 23 с верхним силовым цилиндром 24 для осевого перемещения соосно совмещаемого с ним червяка 18 литьевой головки. На ней же расиоложены захваты 25, входящие в зацепление с захватами 26 патрубка верхнего силового цилиндра 24, осуществляющего аксиальное перемещение и фиксацию литьевых головок на стоиоре 27. Полости 28, 29 и 30 корпуса 9 и штока W плунжера 11 связаны посредством трубопровода с отверстиями 31, 32, крана 33 и подпружиненных клапанов 34-37 с гидронасосом 38 и баком 39.
Для подготовки каждого из устройств для смыкания частей прессформ, л идкость из гидронасоса 38 через отверстия 31 в штоке 10 подается в полость 30 канала плунжера 11 и поднимает последний до смыкания частей прессформы. Сравнительно небольшой объем полости 30 канала плунл ера дает возможность быстро смыкать части прессформы. Клапан 37 регулируется на усилие, достаточное для быстрого подъема плунжера и смыкания частей прессформы. При подъеме плунжера жидкость из бака самотеком заполняет нижнюю полость 29 корпуса через клапан 36, а из полости 28 жидкость вытесняется через клапан 34 в бак. После смыкания частей прессформы вследствие создания давления в полости 30, превышающего усилие клапана 37, жидкость, поступающая в полость 30, направляется в нижнюю полость 29 корпуса 9 и создает давление, необходимое для плотного смыкания частей нрессформы. Для перезарядки частей прессформы жидкость от насоса через клапан 35 подается в верхнюю полость 28, и плунжер 11 опускается вниз, размыкая части гфессформы. Жидкость нз нижней полости 29 выталкивается через трубопроводы и кран 33 в бак 39, и таким образом осуществляется работа каждого устройства для смыкания и размыкания частей прессформы при соосном расположении этого устройства с литьевой головкой литьевого устройства.
Для занолнения полости прессформы резиновой смесью или другим иолимерным материалом заданного состава устройство / на основании 2 по направляющим перемещают до соосного расположения с одним из устройств 4 смыкания частей прессформы. С помощью реечно-зубчатой передачи от привода поворачивают цилиндрический корпус 13 и устанавливают одну из литьевых головок соосно с литНИКОМ прессформы, при этом литьевая головка своими захватами 25 входит в зацепление с захватами 26 патрубка силового цилиндра 24. Резиновая смесь в виде ленты сматывается с катушки -питателя и поступает в полость литьевой головки, где при вращении червяка 18 смесь нластицируется. При помощи силового цилиндра литьевая головка перемещается относительно основания 2 до соприкосновения мундштука с литником прессформы. После
наполнения и окончания пластикации резиновую смесь при аксиальном неремещении червяка от силового цилиндра впрыскивают в полость прессформы. После некоторой выдержки литьевая головка силовым цилиндром отводится в исходное положение и фиксируется стопором 27 на корпусе 13. Для заполнения смесью нрессформы другого устройства 4 литьевое устройство 1 перемещают по направляЮ1ДИМ к этому устройству и фиксируют Б заданном положении. Таким образом цикл работы агрегата для литья под давлением изделий из смесей различного состава повторяется.
Предмет из обретения
Агрегат для изготовления формовых литьевых изделий из полимерных материалов по авт. св. № 244601, отличающийся тем, что, с целью расширения диапазона применения агрегата для изготовления изделий заданного
типоразмера из смесей различного состава, литьевое устройство выполнено в виде цилиндрического корпуса, поворотного на основании с радиально установленными литьевыми головками, аксиально перемещаемыми в продольных пазах цилиндрического корпуса от жестко связанного с ним нижнего силового цилиндра, смонтированного в подвижном блоке корпуса с верхним силовым цилиндром для осевого перемещения соосно совмещаемого с
ним червяка литьевой головки, выполненной с захватами, входящими в зацепление с захватами патрубка верхнего силового цилиндра.
9иг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU244601A1 |
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| ЧЕРВЯЧНЫЙ ЛИТЬЕВОЙ ПРЕСС | 1967 |
|
SU223295A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU251810A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| ЛИТЬЕВОЙ ПЛУНЖЕРНЫЙ ПРЕСС | 1969 |
|
SU244602A1 |
| АГРЕГАТ КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU204540A1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU195090A1 |
| МАШИНА ДЛЯ ЛИТЬЯ ТЕРМОПЛАСТОВПАТЕ'!Т!;1)-Т1]?Кйн:с:;л';SMBJSaOTESA•??! | 1964 |
|
SU165878A1 |
S 2
Фиг. 3 23
