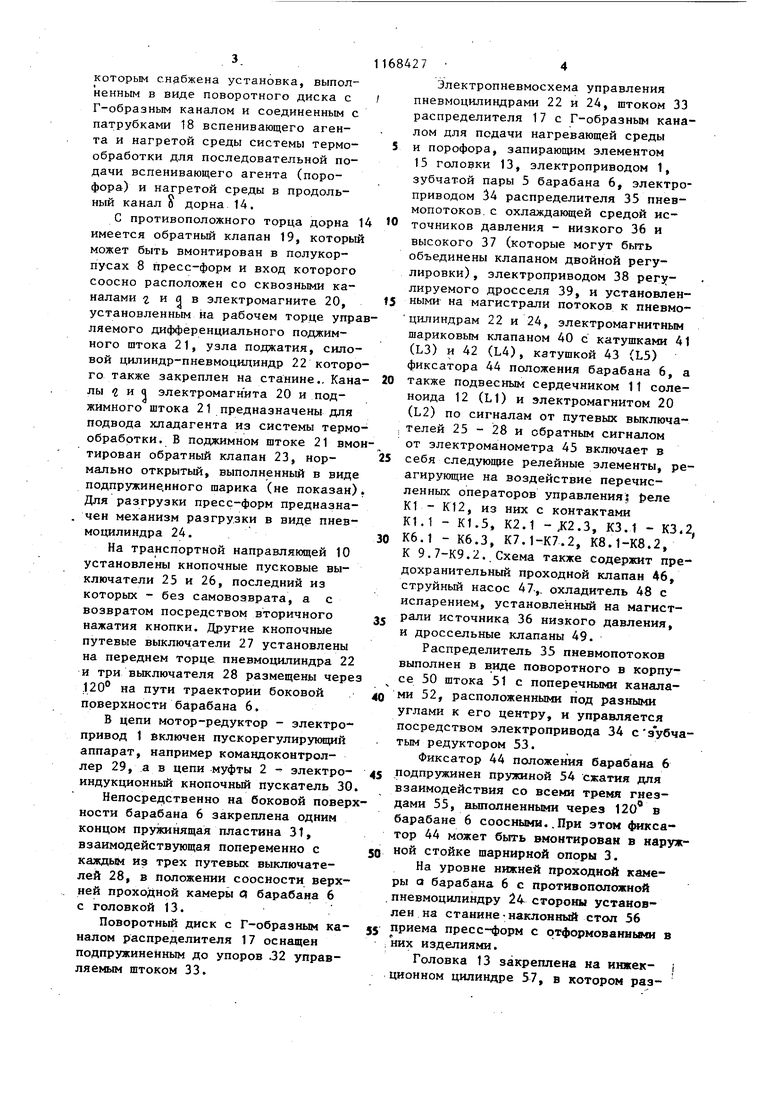
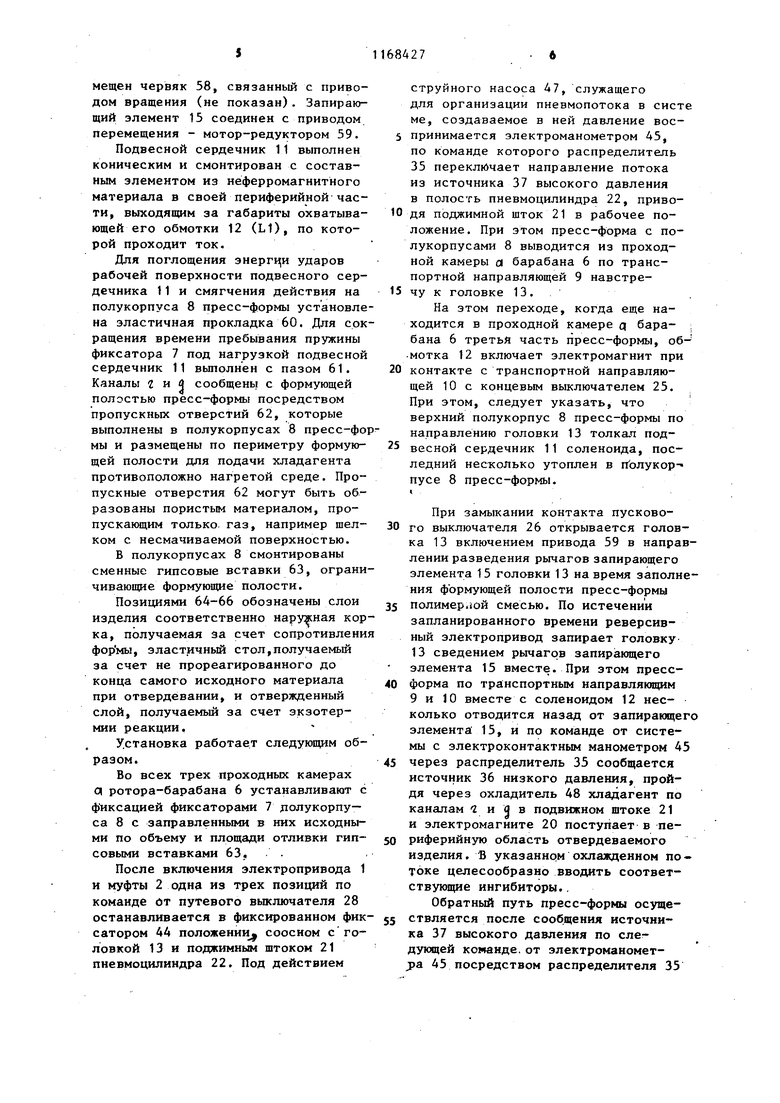
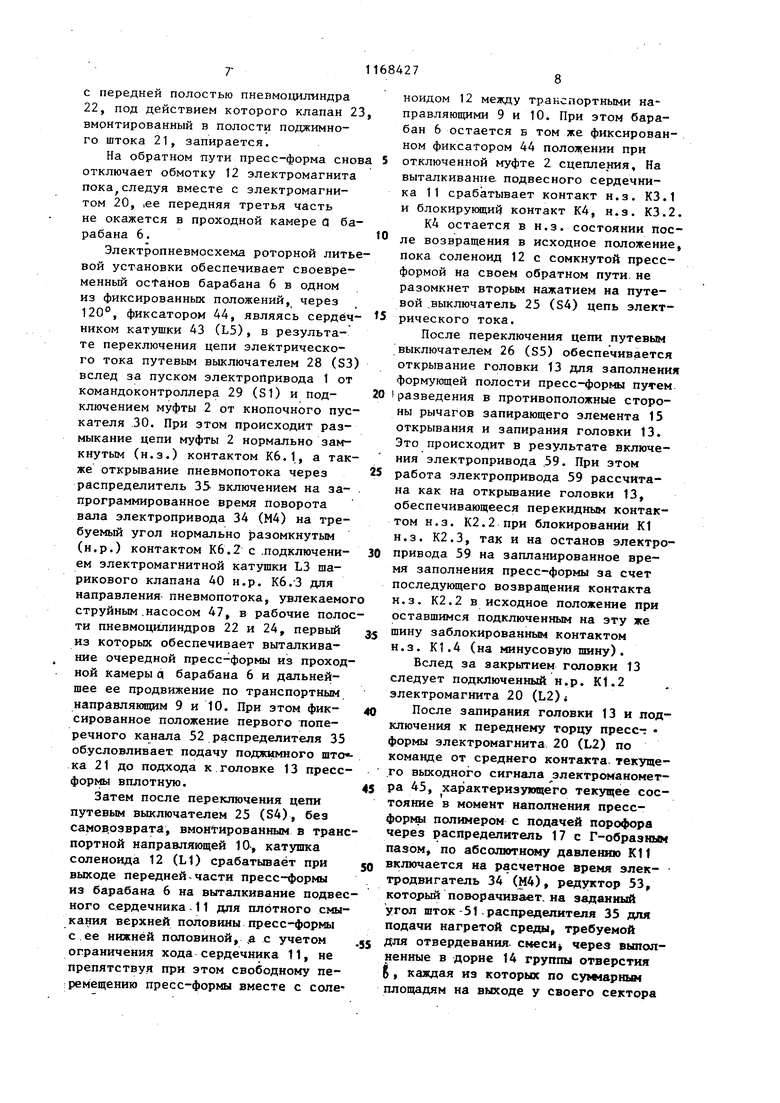
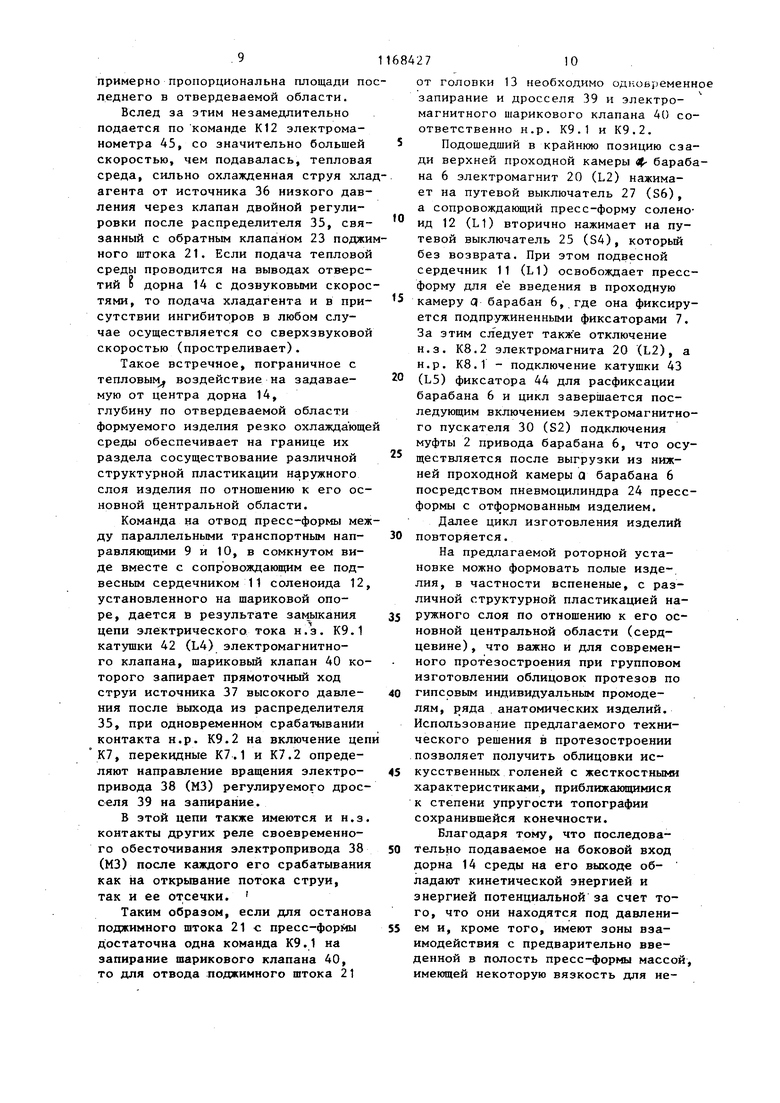
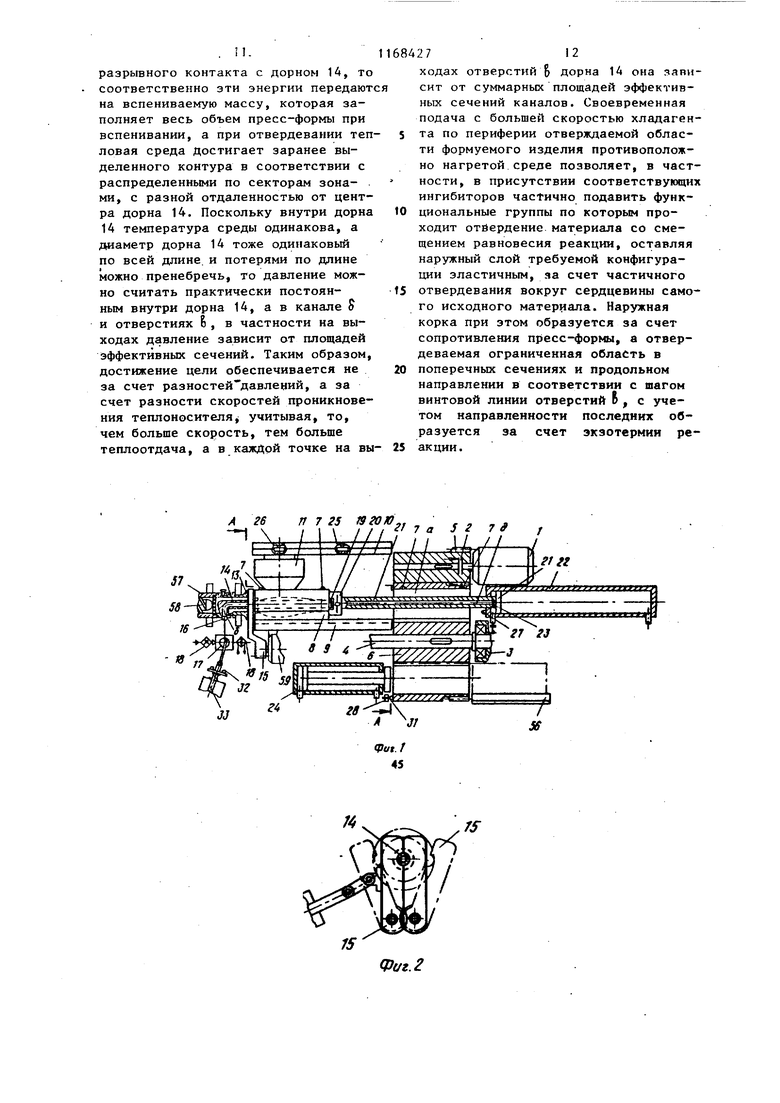
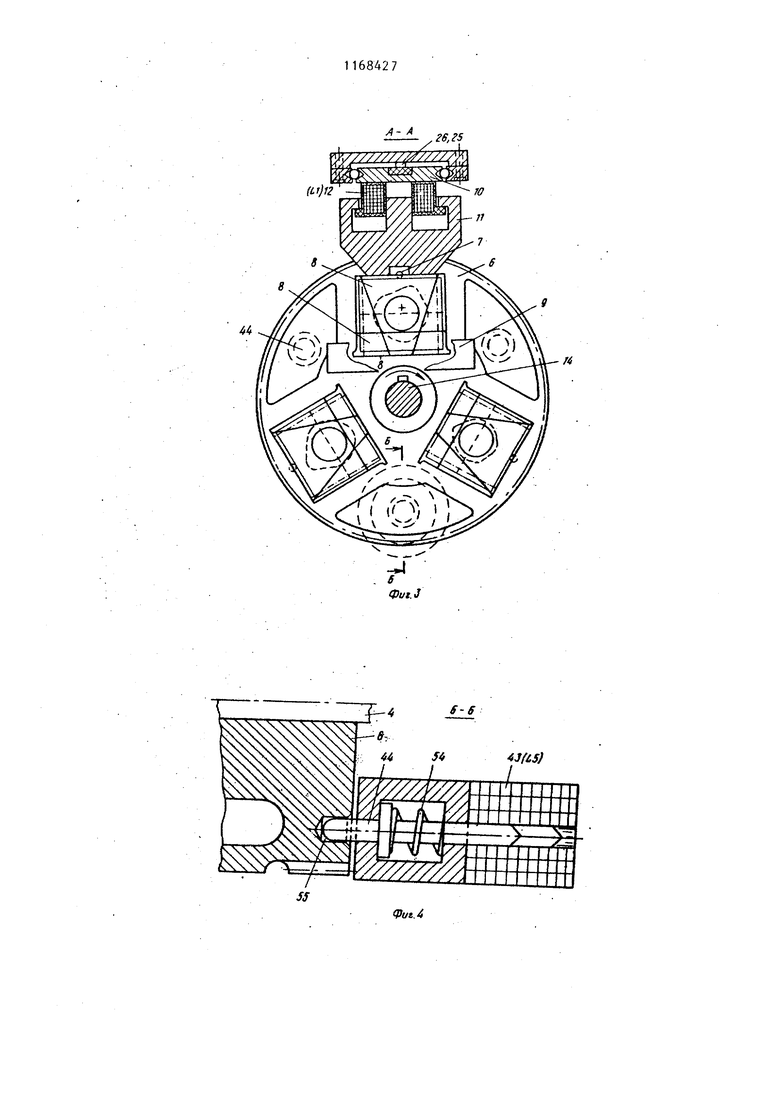
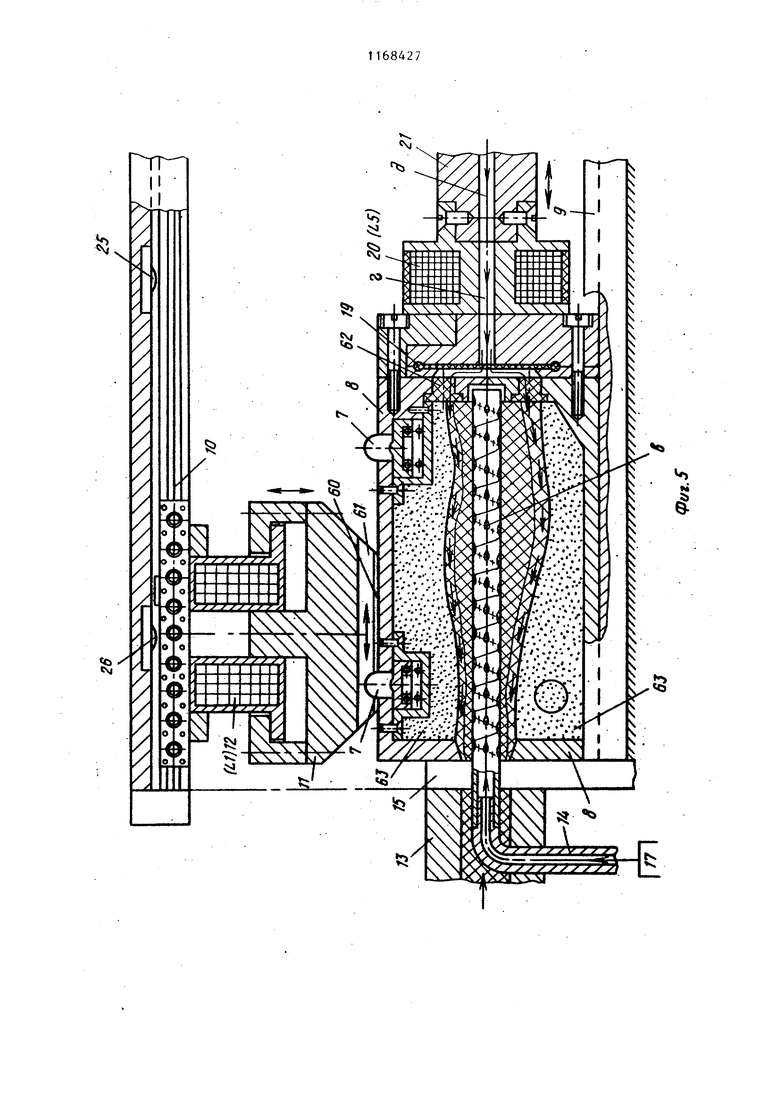
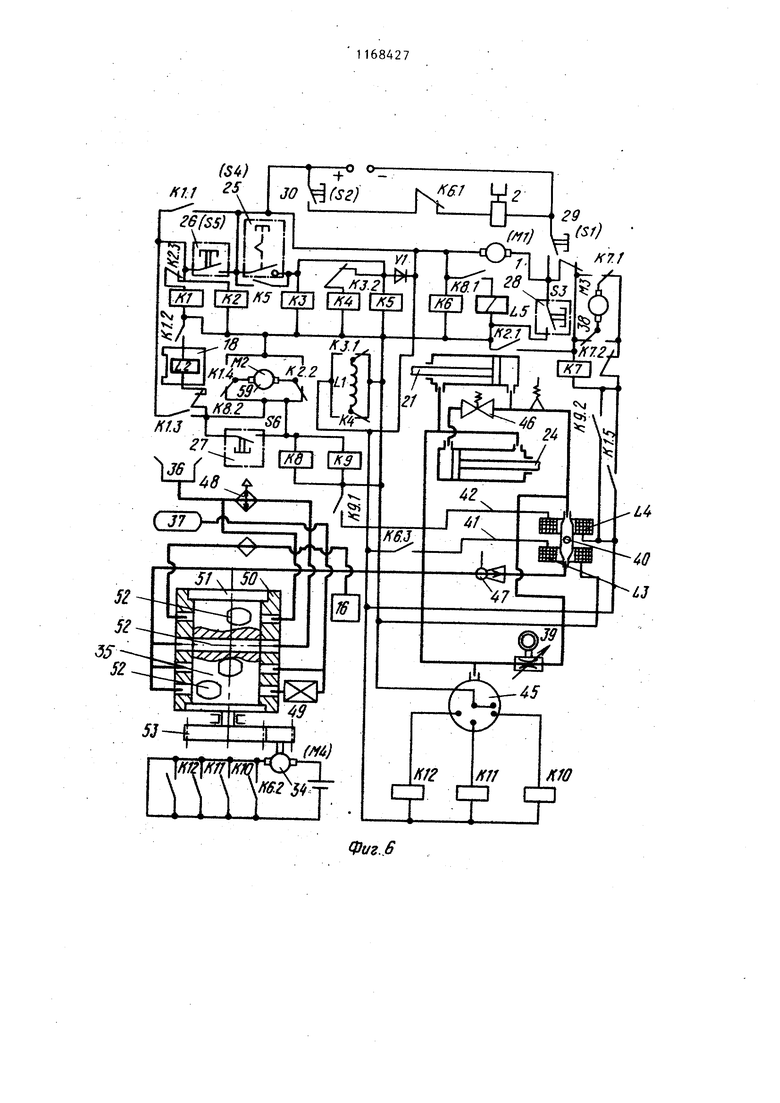
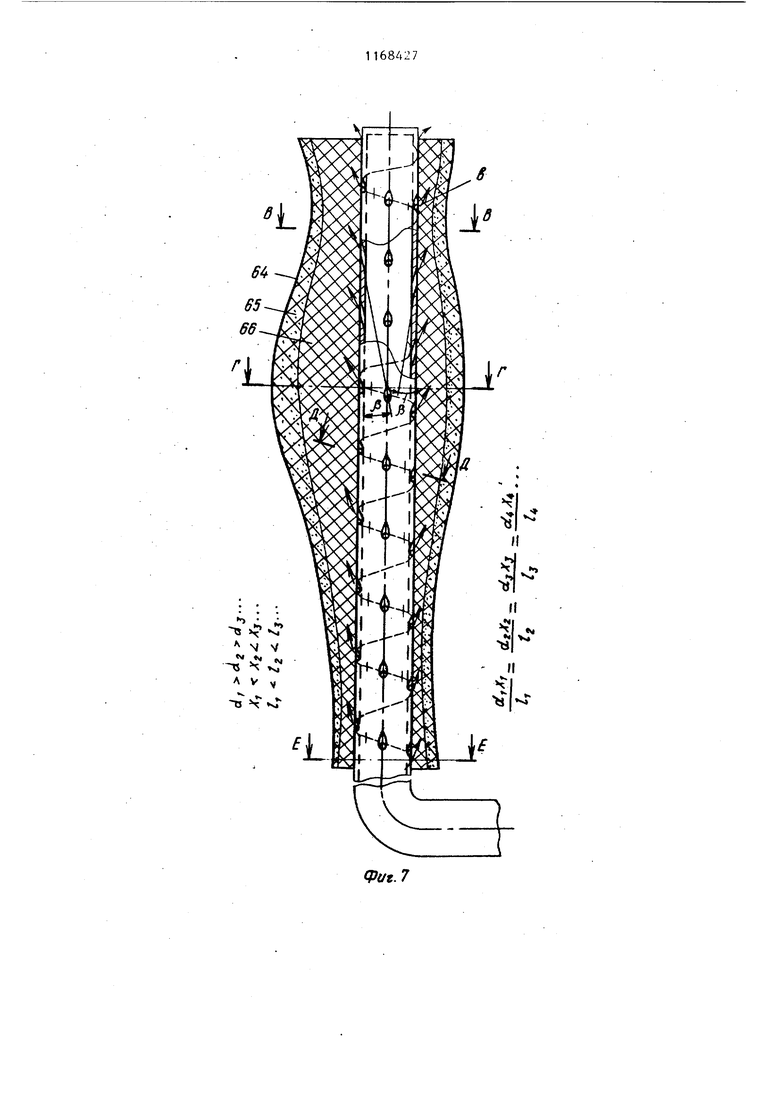
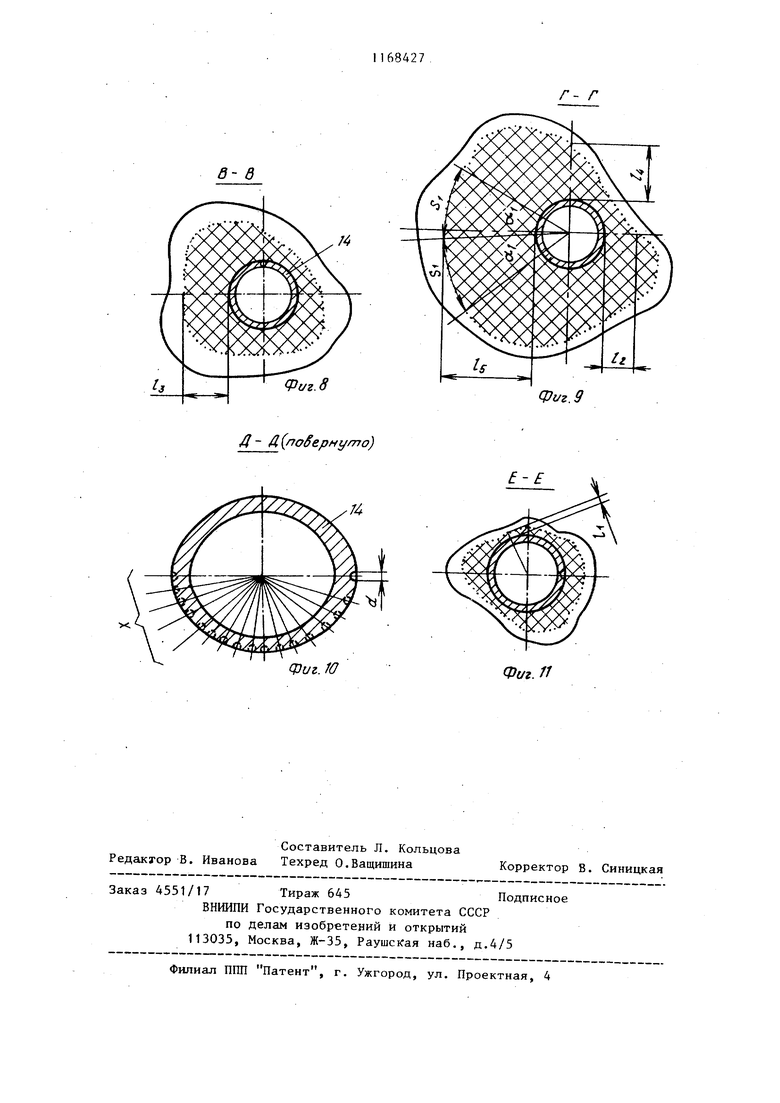
I Изобретение относится к области переработки полимеров в изделия и может быть использовано для формования пористых изделий типа облицо вок протезов конечностей, типа муляжей, и может быть использовано в легкой и медицинской отраслях промышленности. Цель изобретения - расширение технологических возможностей путем обеспечения формования пористы изделий с различной степенью отверждения по поперечному их сечению. На фиг. 1 представлена роторная литьевая установка, общий вид; на фиг. 2 - запирающий элемент головки; на фиг. 3 - разрез А-А на фиг. на фиг. 4 - разрез Б-Б на фиг.3; на фиг. 5 - пресс-форма с механизмом запирания и поджимным штоком, разрез; на фиг. 6 - электропневмосхема управления установки; на фиг. 7 - изделие на дорне, продоль ный разрез; на фиг. 8 - 11 - сечения В-В, Г-Г, Д-Д и Е-Е на фиг.. 7. Роторная литьевая установка содержит закрепленные на общей станине (не показана) электропривод 1 с фрикционной управляемой электромагнитной односторонней муфтой 2 сцепления, пару шарнирных опор 3 для размещения в них горизонтально расположенного вала 4, зубчатую пару 5, ротор в виде барабана 6, выполненного с проходными к мерами а и фиксаторами 7 для размещени и фиксации в .них полукорпусов 8 пресс-форм, контактирующих с транс портными направляющими 9 и 10, пос ледняя из которых вьшолнена в виде фермы с установленным на ней подвесным сердечником 11 соленоида 12 для смыкания и размыкания полукорпусов 8 пресс-форм, а первая из ко торых расположена ниже уровня верх ней проходной камеры барабана 6 и также закреплена на станине вместе с головкой 13. Причем головка 13 снабжена закрепленным на ней и выступающим за торец головки 13 на длину прлукорпусов 8 пресс-формы дорном 14, выполненным с продольным каналом S и размещенными по винтовой линии группами наклонных под у лом отверстий & с выходами, направленными в сторону конца дорна 14 причем суммарная площадь групп от2ий В или их число пропорциоы рабочей площади сектора форй полости в ограниченной оботверстия, т.е. площади секформующей полости полукорпусов сс-формы за вычетом сектора садорна 14. азанное соответствует следуювыражению пропорциональности :у1(в:.,) ,K.s, -. 4h: S Sj; К - коэффициент пропорциональности;S( - площадь кругового жесткого сектораизделия; S - площадь воображаемого сектора дорна; а- - диаметр отверстий i-ro сектора дорна; t - шаг винтовой линии отверстий дорна; S( - длина дуги о сектора дорна; 1 - центральный угол i-ro кругового сектора от центра дорна; S - длина дуги о:, по отверждае--,. мому контуру изделия; 2 - длина развертки винтовой линии отверстий дорна, проецируемой Haiv,;; , h; - межцентровое расстояние, по группам отверстий с диаметром d--; +1 - максимальное количество Хд,д. отверстий диаметром, мин проецируемые на воображаемом круговом секторе дорна с центральным углом 0, , или наоборот (в последнем случае h соответственно увеличивается), поскольку . . ,t,.t,.. Х Х- . . пирающий элемент 15 головки 13 нен в виде двзгхсекционной зубчаары с вырезами для обхвата дор. рн 14 со стороны входного шту16 связан с распределителем 17, 3. которым снабжена установка, выполненным в виде поворотного диска с Г-образным каналом и соединенным с патрубками 18 вспенивающего агента и нагретой среды системы термообработки для последовательной подачи вспенивающего агента (порофора) и нагретой среды в продольный канал о дорна М, С противоположного торца дорна 1 имеется обратный клапан 19, который может быть вмонтирован в полукорпусах 8 пресс-форм и вход которого соосно расположен со сквозными каналами 1 к а в электромагните 20, установленным на рабочем торце упра ляемого дифференциального поджимного штока 21, узла поджатия, силовой цилиндр-пневмоцидиндр 22 которо го также закреплен на станине.. Кана лы и а электромагнита 20 и поджимного штока 21 предназначены для подвода хладагента из системы термо обработки, В поджимном штоке 21 вмо тирован обратный клапан 23, нормально открытый, выполненный в виде подпружине.нного шарика (не показан) Для разгрузки пресс-форм предназначен механизм разгрузки в виде пневмоцилиндра 24. На транспортной направляющей 10 установлены кнопочные пусковые выключатели 25 и 26, последний из которых - без самовозврата, а с возвратом посредством вторичного нажатия кнопки. Другие кнопочные путевые выключатели 27 установлены на переднем торце пневмоцилиндра 22 и три выключателя 28 размещены чере .120 на пути траектории боковой поверхности барабана 6. В цепи мотор-редуктор - электропривод 1 включен пускорегулирующий аппарат, например командоконтрол- лер 29, а в цепи муфты 2 - электроиндукционньй кнопочный пускатель 30 Непосредственно на боковой повер ности барабана 6 закреплена одним концом пружинящая пластина 31, взаимодействующая попеременно с каждым из трех путевых выключателей 28, в положении соосности верхней проходной камеры а барабана 6 с головкой 13. Поворотный диск с Г-образным каналом распределителя 17 оснащен подпружинейным до упоров .32 управляемым щтоком 33. 27 4 Электропневмосхема управления пневмоцилиндрами 22 и 24, штоком 33 распределителя 17 с Г-образным каналом для подачи нагревающей среды и порофора, запирающим элементом 15 головки 13, электроприводом 1, зубчатой пары 5 барабана 6, электроприводом 34 распределителя 35 пневмопотоков. с охлаждающей средой источников давления - низкого 36 и высокого 37 (которые могут быть объединены клапаном двойной регулировки) , электроприводом 38 регулируемого дросселя 39, и установленными на магистрали потоков к пневмоцилиндрам 22 и 24, электромагнитным шариковым клапаном 40 с катушками 41 (L3) и 42 (L4), катушкой 43 (L5) фиксатора 44 положения барабана 6, а также подвесным сердечником 11 соленоида 12 (L1) и электромагнитом 20 (L2) по сигналам от путевых выключателей 25 - 28 и обратным сигналом от электроманометра 45 включает в себя следующие релейные элементы, реагирующие на воздействие перечисленных операторов управления: реле К1 - К12, из них с контактами К1.1 - К1.5, К2.1 -Д2.3, К3.1 - КЗ.2, К6.1 - К6.3, К7.1-К7.2, К8.1-К8.2, К 9.7-К9.2. Схема также содержит предохранительный проходной клапан 46, струйный насос 47,, охладитель 48 с испарением, установленный на магнстрали источника 36 низкого давления, и дроссельные клапаны 49. Распределитель 35 пневмопотоков выполнен в виде поворотного в корпусе 50 штока 51 с поперечными каналами 52, расположенными под разными углами к его центру, и управляется посредством электропривода 34 сзубчатым редуктором 53. Фиксатор 44 положения барабана 6 подпружинен пружиной 54 сжатия для взаимодействия со всеми тремя гнездами 55, выполненными через 120° в барабане 6 соосными..При этом 4wKcaтор 44 может быть вмонтирован в наружной стойке шарнирной опоры 3. На уровне нижней проходной камеры а барабана 6 с противоположной пневмоцилиндру 24 стороны установлен на станине:наклонный стол 56 приема пресс-форм с отформованньми в НИХ изделиями. Головка 13 закреплена на инжек- i ционном цилиндре 57, в котором размещен червяк 58, связанный с приводом вращения (не показан). Запирающий элемент 15 соединен с приводом перемещения - мотор-редуктором 59.
Подвесной сердечник 11 выполнен коническим и смонтирован с составным элементом из неферромагнитного материала в своей периферийной части, выходящим за габариты охватывающей его обмотки 12 (L1), по которой проходит ток.
Для поглощения энергии ударов рабочей поверхности подвесного сердечника 11 и смягчения действия на полукорпуса 8 пресс-формы установлена эластичная прокладка 60. Для сокращения времени пребывания пружины фиксатора 7 под нагрузкой подвесной сердечник 11 выполнен с пазом 61. Каналы 2 и 4 сообщены с формующей полостью пресс-формы посредством пропускных отверстий 62, которые выполнены в полукорпусах 8 пресс-фомы и размещены по периметру формующей полости для подачи хладагента противоположно нагретой среде. Пропускные отверстия 62 могут быть образованы пористым материалом, пропускающим только газ, например шелком с несмачиваемой поверхностью.
В полукорпусах 8 смонтированы сменные гипсовые вставки 63, ограничивающие формующие полости.
Позициями 64-66 обозначены слои изделия соответственно наружная корка, получаемая за счет сопротивлени формы, эластичный стол,получаемый за счет не прореагированного до конца самого исходного материала при отвердевании, и отвержденный слой, получаемый за счет экзотермии реакции,
Установка работает следующим образом.
Во всех трех проходных камерах О ротора-барабана 6 устанавливают с фиксацией фиксаторами 7 долукорпу- са 8 с заправленными в них исходными по объему и площади отливки гипсовыми вставками 63.
После включения электропривода 1 и муфты 2 одна из трех позиций по команде йт путевого выключателя 28 останавливается в фиксированном фиксатором 44 положении соосном с головкой 13 и поджимным штоком 21 пневмоцилиндра 22. Под действием
струйного насоса 47, служащего для организации пневмопотока в смете ме, создаваемое в ней давление воспринимается электроманометром 45, по команде которого распределитель 35 переключает направление потока из источника 37 высокого давления в полость пневмоцилиндра 22, приводя поджимной шток 21 в рабочее положение. При этом пресс-форма с полукорпусами 8 выводится из проходной камеры а барабана 6 по транспортной направляющей 9 навстречу к головке 13.
На этом переходе, когда еще находится в проходной камере q бара- ; бана 6 третья часть пресс-формы, обмотка 12 включает электромагнит при
контакте с транспортной направляющей 10 с концевым выключателем 25. При этом, следует указать, что верхний полукорпус 8 пресс-формы по направлению головки 13 толкал подвесной сердечник 11 соленоида, последний нес-колько утоплен в полукорпусе 8 пресс-формы.
При замыкании контакта пускового выключателя 26 открывается головка 13 включением привода 59 в направлении разведения рычагов запирающего элемента 15 головки 13 на время заполнения формующей полости пресс-формы
полимер,юй смесью. По истечении запланированного времени реверсивный электропривод запирает головку 13 сведением рычагов запирающего элемента 15 вместе. При этом прессформа по транспортным направлякнцим 9 и 10 вместе с соленоидом 12 несколько отводится назад от запирающего элемента 15, и по команде от системы с электроконтактным манометром 45
через распределитель 35 сообщается источник 36 низкого давления, пройдя через охладитель 48 хладагент по каналам 1 и а в подвижном штоке 21 и электромагните 20 поступает- в периферийную область отвердеваемого изделия. В указанном охлажденном по токе целесообразно вводить соответствующие ингибиторы.,
Обратный путь пресс-формы осуществляется после сообщения источника 37 высокого давления по следующей команде, от электроманометj)a 45 посредством распределителя 35
с передней полостью пневмоцилиндра 22, под действием которого клапан 23 вмонтированный в полости поджимного штока 21, запирается.
На обратном пути пресс-форма снов отключает обмотку 12 электромагнита пока следуя вместе с электромагнитом 20, ,ее передняя третья часть не окажется в проходной камере а барабана 6,
Электропневмосхема роторной литьевой установки обеспечивает своевременный останов барабана 6 в одном из фиксированных положений, через 120°, фиксатором А4, являясь сердёчНИКОМ катушки 43 (L5), в результате переключения цепи электрического тока путевым вьжлючателем 28 (S3) вслед за пуском электропривода 1 от командоконтроллера 29 (S1) и подключением муфты 2 от кнопочного пускателя 30, При этом происходит размыкание цепи муфты 2 нормально замкнутьм (н,з.) контактом К6.1, а также открывание пневмопотока через распределитель 35 включением на запрограммированное время поворота вала электропривода 34 (М4) на требуемый угол нормально разомкнутым (н,р,) контактом Кб.2 с .подключением электромагнитной катушки L3 шарикового клапана 40 н,р. К6,3 для направления пневмопотока, увлекаемог струйным .насосом 47, в рабочие полости пневмоцилиндров 22 и 24, первый из которых обеспечивает выталкивание очередной пресс-формы из проходной камеры а барабана 6 и дальнейшее ее продвижение по транспортным направляющим 9 и 10, При этом фиксированное положение первого поперечного канала 52 распределителя 35 обусловливает подачу поджимного што«ка 21 до подхода к головке 13 прессформы вплотную.
Затем после переключения цепи путевым выключателем 25 (S4), без самовозврата, вмонтированным в транспортной направляющей 10-, катушка соленоида 12 (L1) срабатывает при выходе передней- части пресс-формы из барабана 6 на выталкивание подвесного сердечника - 1 1 для плотного смыкания верхней половины пресс-формы с ее нижней половиной, ,а с учетом ограничения хода сердечника 11, не препятствуя при этом свободному пе;ремещению пресс-формы вместе с соленоидом 12 между транспортными направляющими 9 и 10, При этом барабан 6 остается Б том же фиксированном фиксатором 44 положении при отключенной муфте 2 сцепления. На выталкивание подвесного сердечника 11 срабатывает контакт н.з. К3.1 и блокирукиций контакт К4, н.з, КЗ,2
К4 остается в н,з. состоянии после возвращения в исходное положение пока соленоид 12 с сомкнутой прессформой на своем обратном пути, не разомкнет вторым нажатием на путевой выключатель 25 (S4) цепь электрического тока.
После переключения цепи путевым выключателем 26 (S5) обеспечивается открывание головки 13 для заполнени формующей полости пресс-формы путем I разведения в противоположные стороны рычагов запирающего элемента 15 открывания и запирания головки 13. Это происходит в результате включения электропривода .59, При этом работа электропривода 59 рассчитана как на открывание головки 13, обеспечивающееся перекидным контактом н.з, К2,2 при блокировании К1 н,3, К2,3, так и на останов электропривода 59 на запланированное время заполнения пресс-формы за счет последующего возвращения контакта н.з, К2,2 в исходное положение при оставшимся подключенным на эту же шину заблокированным контактом н.з. К1.4 (на минусовую шину).
Вслед за закрытием головки 13 следует подключенный н.р. К1.2 электромагнита 20 (L2)
После запирания головки 13 и подключения к переднему торцу пресс- формы электромагнита 20 (L2) по команде от среднего контакта, текуще.го выходного сигнала электроманометра 45, характеризукицего текущее состояние в момент наполнения прессфорь1Ы полимером с подачей порофора через распределитель 17 с Г-образным пазом, по абсолютному давлению К11 включается на расчетное время электродвигатель 34 (М4), редуктор 53, который поворачивает, на заданный угол шток-51-распределителя 35 для подачи нагретой среды, требуемой для отвердевания. смесИ| через выполненные в дорне 14 группы отверстия §, каждая из которых по суммарньм плоЕцадям на выходе у своего сектора
римерно пропорциональна площади поседнего в отвердеваемой области.
Вслед за этим незамедлительно подается по команде К12 электроманометра 45, со значительно большей скоростью, чем подавалась, тепловая среда, сильно охлажденная струя хладагента от источника 36 низкого давения через клапан двойной регулиовки после распределителя 35, связанный с обратным клапаном 23 поджимного штока 21. Если подача тепловой среды проводится на выводах отверстий D дорна 14 с дозвуковыми скоростями, то подача хладагента и в присутствии ингибиторов в любом случае осуществляется со сверхзвуковой скоростью (простреливает).
Такое встречное, пограничное с тепловым воздействие на задаваемую от центра дорна 14, глубину по отвердеваемой области формуемого изделия резко охлаждающей среды обеспечивает на границе их раздела сосуществование различной структурной пластикации наружного слоя изделия по отношению к его основной центральной области.
Команда на отвод пресс-формы между параллельными транспортным направляющими 9 и 10, в сомкнутом виде вместе с сопровождающим ее подвесным сердечником 11 соленоида 12, установленного на шариковой опоре, дается в результате замыкания цепи электрического тока н.э. К9.1 катушки 42 (L4) электромагнитного клапана, шариковый клапан 40 которого запирает прямоточный ход струи источника 37 высокого давления после выхода из распределителя 35, при одновременном срабатывании контакта н.р. К9.2 на включение цепи К7, перекидные К7.1 и К7.2 определяют направление вращения электропривода 38 (МЗ) регулируемого дросселя 39 на запирание.
В этой цепи также имеются и н.з. контакты других реле своевременного обесточивания электропривода 38 (МЗ) после каждого его срабатывания как на открывание потока струи, так и ее отсечки.
Таким образом, если для останова поджимного щтока 21 с пресс-форйы достаточна одна команда К9.1 на запирание шарикового клапана 40, то для отвода поджимного штока 21
от головки 13 необходимо одновременное запирание и дросселя 39 и электромагнитного шарикового клапана 40 соответственно н.р. К9.1 и К9.2. 5 Подошедший в крайнюю позицию сзади верхней проходной камеры «f- барабана 6 электромагнит 20 (L2) нажимает на путевой выключатель 27 (S6), а сопровождающий пресс-форму соленоид 12 (L1) вторично нажимает на путевой выключатель 25 (S4), который без возврата. При этом подвесной сердечник 11 (L1) освобождает прессформу для ее введения в проходную
5 камеру d- барабан 6, где она фиксируется подпружиненными фиксаторами 7. За этим следует также отключение н.э. КЗ.2 электромагнита 20 (L2), а н.р. К8.1 - подключение катушки 43
0 (L5) фиксатора 44 для расфиксации барабана 6 и цикл завершается последующим включением электромагнитного пускателя 30 (S2) подключения муфты 2 привода барабана 6, что осуществляется после выгрузки из нижней проходной камеры а барабана 6 посредством пневмоцилиндра 24 прессформы с отформованным изделием. Далее цикл изготовления изделий
0 повторяется.
На предлагаемой роторной установке можно формовать полые изде-, ЛИЯ, в частности вспененые, с различной структурной пластикацией наружного слоя по отношению к его основной центральной области (сердцевине) , что важно и для современного протезостроения при групповом изготовлении облицовок протезов по
гипсовым индивидуальным промоделям, ряца анатомических изделий. Использование предлагаемого технического решения в протезостроении позволяет получить облицовки искусственных голеней с жесткостными характеристиками, приближающимися к степени упругости топографии сохранившейся конечности.
Благодаря тому, что последовательно подаваемое на боковой вход дорна 14 среды на его выходе обладают кинетической энергией и энергией потенциальной за счет того, что они находятся под давлением и, кроме того, имеют зоны взаимодействия с предварительно введенной в полость пресс-формы массой, имеющей некоторую вязкость для неразрывного контакта с дорном 14, то соответственно эти энергии передают на вспениваемую массу, которая заполняет весь объем пресс-формы при вспенивании, а при отвердевании теп ловая среда Достигает заранее выделенного контура в соответствии с распределенными по секторам зонами, с разной отдаленностью от центpa дорна 14. Поскольку внутри дорна 14 температура среды одинакова, а диаметр дорна 14 тоже одинаковый по всей длине, и потерями по длине можно пренебречь, то давление можно считать практически постоянным внутри дорна 14, а в канапе S и отверстиях 6, в частности на выходах давление зависит от площадей (эффективных сечений. Таким образом, достижение цели обеспечивается не за счет разностейдавлений, а за счет разности скоростей проникновения теплоносителя учитывая, то, чем больше скорость, тем больше теплоотдача, а в каждой точке на вы ходах отверстий S Дорна 14 она зависит от суммарньос площадей эффективных сечений каналов. Своевременная подача с большей скоростью хладагента по периферии отверждаемой области формуемого изделия противоположно нагретой среде позволяет, в частности, в присутствии соответствующих ингибиторов частично подавить функциональные группы по которым проходит отвердение материала со смещением равновесия реакции, оставляя наружный слой требуемой конфигурации эластичным, за счет частичного отвердевания вокруг сердцевины самого исходного материала. Наружная корка при этом образуется за счет сопротивления пресс-формы, а отвердеваемая ограниченная область в поперечных сечениях и продольном направлении в соответствии с шагом винтовой линии отверстий , с учетом направленности последних образуется за счет экэотермии реакции.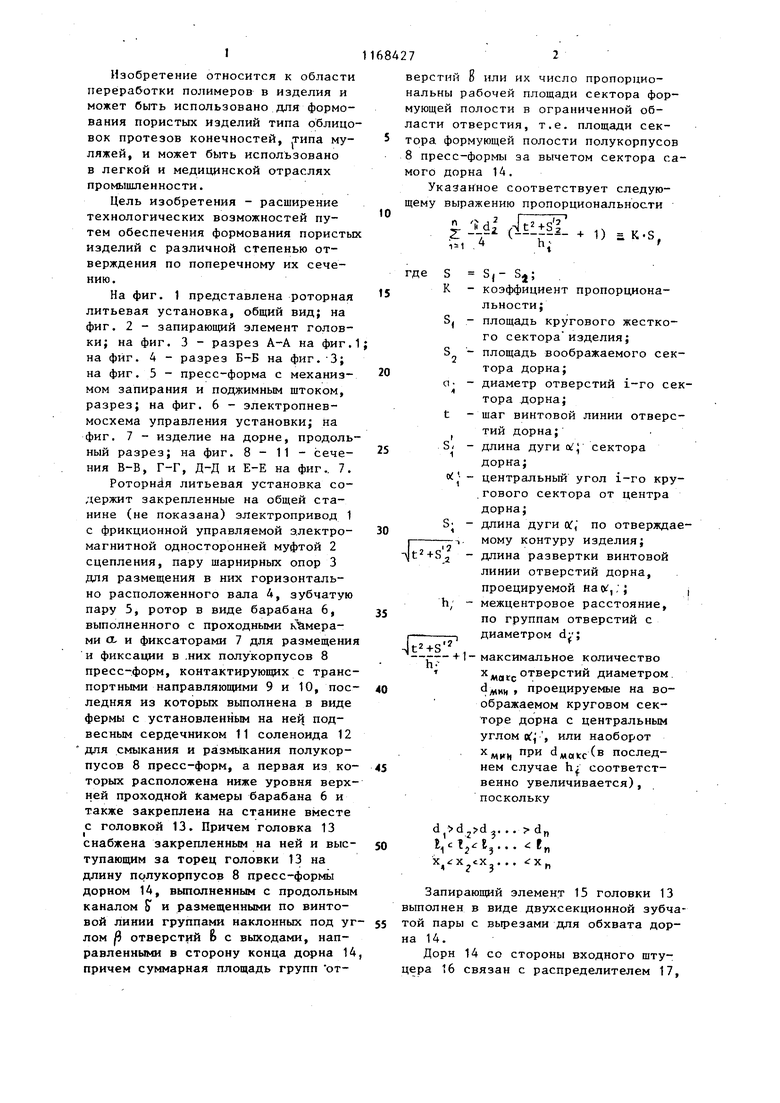
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционная машина для производства трубчатых изделий из полимеров | 1984 |
|
SU1335480A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Утсановка для окраски изделий | 1975 |
|
SU651854A1 |
| Устройство для регулирования сердечно-сосудистой деятельности | 1971 |
|
SU617035A1 |
| АГРЕГАТ КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU204540A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТЮБИКОВ | 1965 |
|
SU171539A1 |
| УСТРОЙСТВО ДЛЯ ЗАСЫПКИ МАССЫ ПРИ ИЗГОТОВЛЕНИИ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1972 |
|
SU418325A1 |
| ЗАДАТЧИК ДАВЛЕНИЯ | 1992 |
|
RU2044291C1 |
| Устройство для обдува и смазки пресс-формы и прессующего поршня машины литья под давлением | 1981 |
|
SU1033257A1 |
| Вспомогательный привод механического пресса | 1980 |
|
SU948689A1 |
1. РОТОРНАЯ ЛИТЬЕВАЯ УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРОВ, содержащая инжекционный цилиндр, червяк, расположенный в инжёкционном цилиндре и связанный с приводом вращения, головку, установленную на инжекционном цилиндре и снабженную приводным запирающим элементом, ротор для установки разъемных пресс-форм с формующими полостями, смонтированный на горизонтально расположенном валу, узел поджатия пресс-форм в виде силового цилиндра с поджимным штоком, механизм разгрузки пресс-форм, систему термообработки с патрубками и систему управления, отличающаяся тем, что, с целью расши- рения технологических возможностей путем обеспечения формования пористых изделий с различной степенью отверждения по поперечному их сечению, головка снабжена закрепленным на ней дорном, выступающим за торец головки йа длину прессформы и выполненным с продольным каналом с входным штуцером и размещенными по винтовой линии группами наклонных отверстий с выходами, направленными в сторону конца дорна, причем суммарная площадь групп отверстий или их число пропорциональны разности площадей секторов формующей полости и дорна в ограниченной области отверждения, установка снабжена распределителем, соединенным с входным (Л штуцером дорна и патрубками вспенивающего агента и нагретой среды системы термообработки для, последовательной их подачи в продольный канал дорна, поджимной шток снабжен закрепленным на его торце электро- магнитом удержания пресс-формы, причем в поджимном штоке и электромаг3d X) ните выполнены каналы подвода хладагента из системы термообработки, сообщенные с формующей полостью U пресс-формы посредством пропускных fO отверстий, которые вьполнены в прессч форме и размещены по периметру формующей полости. 2. Установка по п. t, о.т л и ч аю щ а я с я тем, что она снабжена : транспортными направляющими дпя пресс форм, размещенными друг над другом между головкой и ротором, а ротор выполнен с проходными камерами с направляняцими для размещения прессформ.
А гб п 7 25 агою гг 7 а 52 Л V/ 79
-4г6,5
6-S
в
fpt/t.7
В- в
/4
Фиг. 8
фиг. 9
Д- A(f oSepHymo)
X
Фиг. Ю
5- Е
Фиг. //
| Завгородний В.К., Механизация и автоматизация переработки пластических масс | |||
| М., Машиностроение, 1970, с | |||
| Фотореле для аппарата, служащего для передачи на расстояние изображений | 1920 |
|
SU224A1 |
| Завгородний В.К | |||
| , Механизация и автоматизация переработки.пластических масс | |||
| М., Машиностроение, 1970, с | |||
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
