Изобретение относится к области изготовления пластмассовых изделий методом горячего прессования и может быть использовано в конструкциях прессов, применяемых для этих целей. Известен гидравлический пресс со станиной колонного типа, снабженный выносными пресс-формами для изготовления изделий из термореактивных пластмасс и образующими автоматическую линию 1, Прессы данной конструкции используются для замыкания, запирания и размыкания прессформ, а процесс полимеризации проходит в запертой пресс-форме вне пресса. Эта линия используется, как правило, при массовом производстве пластмассовых деталей. Однако такую линию неэкономично использовать при мелкосерийном производстве, так как достаточно высока трудоемкость процесса переналадки с одного изделия на другое. Известен также гидравлический одноцилиндровый пресс, содержащий соосно смонтированные в трубчатой станине плунжер и верхнюю траверсу, па которых закреплены подштамповые плиты, причем плунжер выполнен в виде стакана с окнами 2. Однако при применении известной конструкции дая прессования изделий из полимерных материалов в процессе выдержки изделия под выбранным давлением приходится поддерживать давление рабочей жидкости в цилиндре пресса с помощью периодического подключения насоса высокого давления, так как происходит падение давления из-за утечек жидкости в гидросистеме. Это снижает надежность работы, качество прессуемых изделий и несколько увеличивает эксплуатационные расходы. Цель изобретения - повышение надежности, качества изготовления деталей и снижение эксплуатационных расходов при прессовании изделий из полимерных материалов. Для этого пресс снабжен узлами фиксации положения главного плунжера, каждый из которых выполнен в виде жестко закрепленного на станине пневмоцилиндра с поршнем и тарельчатой пружиной и закрепленной на плунжере зубчатой рейкой, взаимодействующей со штоком поршня, постоянно подпружиненного в сторону зубчатой рейки.
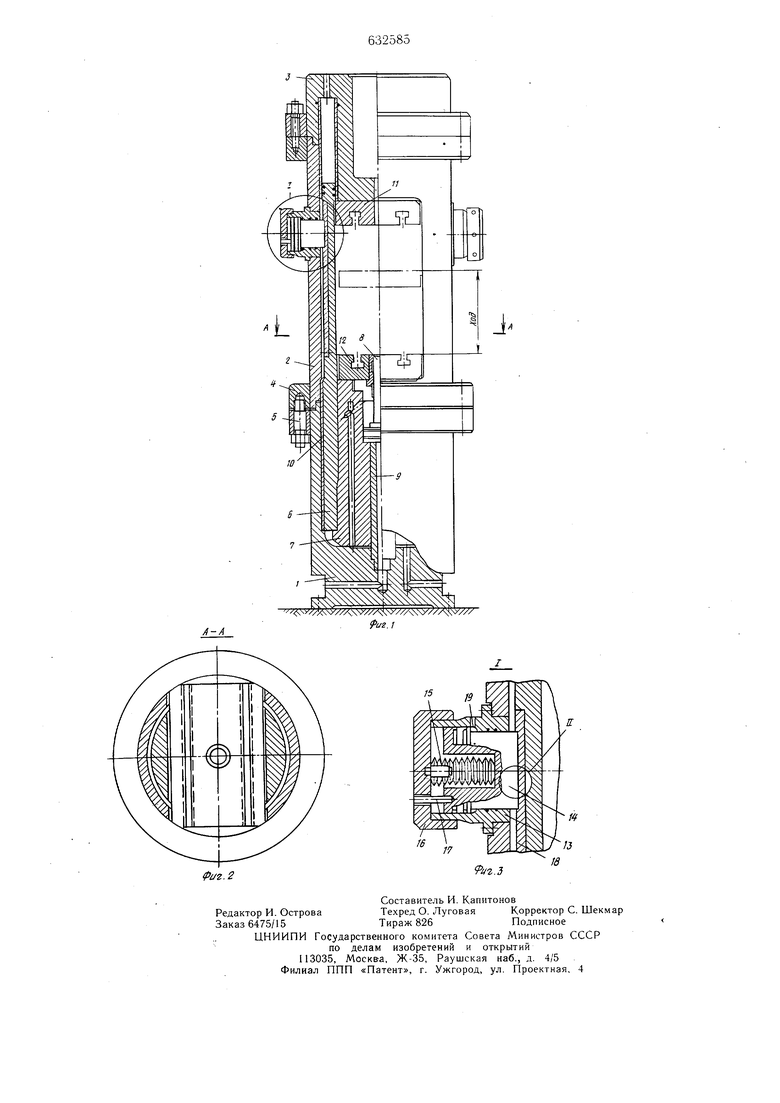
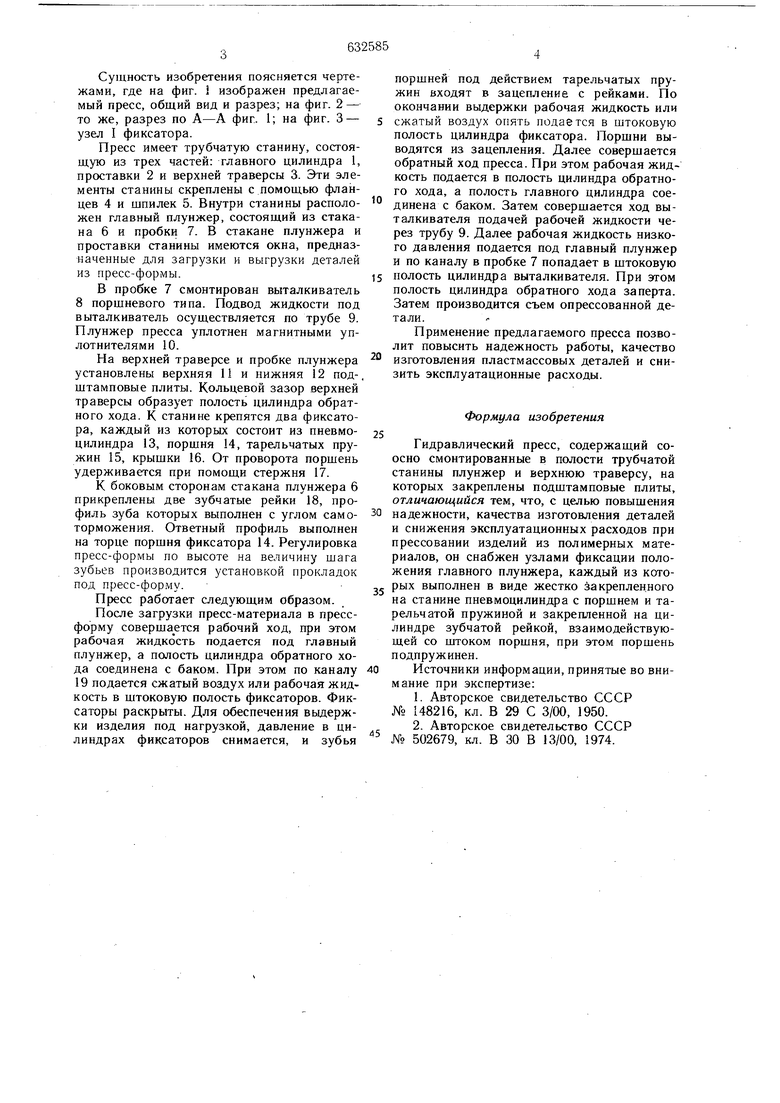
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен предлагаемый пресс, общий вид и разрез; на фиг. 2 - то же, разрез по А-А фиг. 1; на фиг. 3 - узел I фиксатора.
Пресс имеет трубчатую станину, состоящую из трех частей: главного цилиндра 1, проставки 2 и верхней траверсы 3. Эти элементы станины скреплены с помощью фланцев 4 и щпилек 5. Внутри станины расположен главный плунжер, состоящий из стакана 6 и пробки 7. В стакане плунжера и проставки станины имеются окна, предназначенные для загрузки и выгрузки деталей из пресс-формы.
В пробке 7 смонтирован выталкиватель 8 порщневого типа. Подвод жидкости под выталкиватель осуществляется по трубе 9. Плунжер пресса уплотнен магнитными уплотнителями 10.
На верхней траверсе и пробке плунжера установлены верхняя 11 и нижняя 12 под-, щтамповые плиты. Кольцевой зазор верхней траверсы образует полость цилиндра обратного хода. К станине крюпятся два фиксатора, каждый из которых состоит из нневмоцилиндра 13, порщня 14, тарельчатых пружин 15, крышки 16. От проворота поршень удерживается при помощи стержня 17.
К боковым сторонам стакана плунжера 6 прикреплены две зубчатые рейки 18, профиль зуба которых выполнен с углом самоторможения. Ответный профиль выполнен на торце поршня фиксатора 14. Регулировка пресс-формы по высоте на величину шага зубьев производится установкой прокладок под пресс-фор.му.
Пресс работает следующим образом.
После загрузки пресс-материала в прессформу совершается рабочий ход, при этом рабочая жидкость подается под главный плунжер, а полость цилиндра обратного хода соединена с баком. При этом по каналу 19 подается сжатый воздух или рабочая жидкость в щтоковую полость фиксаторов. Фиксаторы раскрыты. Для обеспечения выдержки изделия под нагрузкой, давление в цилиндрах фиксаторов снимается, и зубья
поршней под действием тарельчатых пружин входят в зацепление с рейками. По окончании выдержки рабочая жидкость или
сжатый воздух опять подается в штоковую полость цилиндра фиксатора. Поршни выводятся из зацепления. Далее соверщается обратный ход пресса. При этом рабочая жидкость подается в полость цилиндра обратного хода, а полость главного цилиндра соединена с баком. Затем соверщается ход выталкивателя подачей рабочей жидкости через трубу 9. Далее рабочая жидкость низкого давления подается под главный плунжер и по каналу в пробке 7 попадает в штоковую
полость цилиндра выталкивателя. При этом полость цилиндра обратного хода заперта. Затем производится съем опрессованной детали.
Применение предлагаемого пресса позволит повысить надежность работы, качество изготовления пластмассовых деталей и снизить эксплуатационные расходы.
Формула изобретения
Гидравлический пресс, содержащий соосно смонтированные в полости трубчатой станины плунжер и верхнюю траверсу, на которых закреплены подщтамповые плиты, отличающийся тем, что, с целью повышения
0 надежности, качества изготовления деталей и снижения эксплуатационных расходов при прессовании изделий из полимерных материалов, он снабжен узлами фиксации положения главного плунжера, каждый из которых выполнен в виде жестко закрепленного на станине пневмоцилиндра с порщнем и тарельчатой пружиной и закрепленной на цилиндре зубчатой рейкой, взаимодействующей со штоком поршня, при этом поршень подпружинен.
0 Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 148216, кл. В 29 С 3/00, 1950.
2.Авторское свидетельство СССР
№ 502679, кл. В 30 В 13/00, 1974.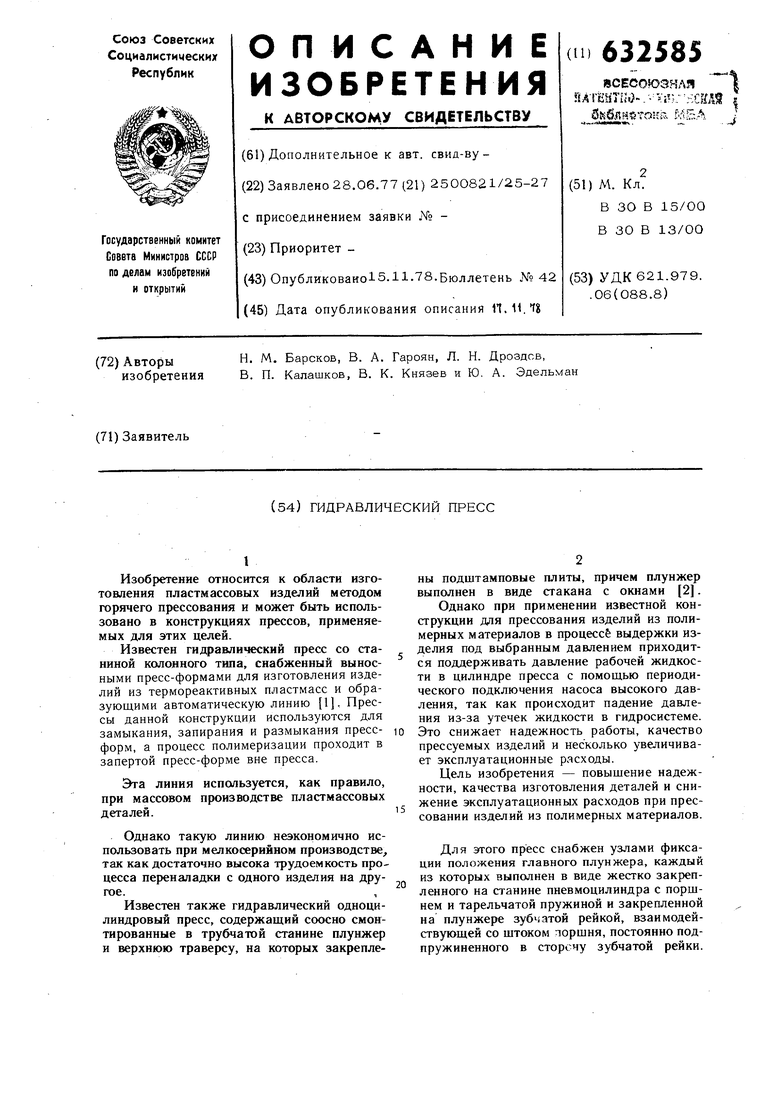
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |
| ГОРИЗОНТАЛЬНЫЙ ТРУБОПРОФИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1998 |
|
RU2139158C1 |
| Вертикальный гидравлический пресс | 1983 |
|
SU1098830A1 |
| Пресс для литьевого прессования термопластов | 1980 |
|
SU889443A1 |
| Гидравлический пресс для глубокой вытяжки | 1983 |
|
SU1081003A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ИЗМЕЛЬЧЕННЫХ ОТХОДОВ ДРЕВЕСИНЫ | 1966 |
|
SU179901A1 |
| Гидравллический пресс | 1977 |
|
SU701028A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| Специализированный гидравлический одноцилиндровый пресс | 1973 |
|
SU470407A1 |
| Гидравлический пресс для изготовления диафрагм к форматорам-вулканизаторам | 1962 |
|
SU497153A1 |