Известен способ стыковой сварки давлением, согласно которому нагретые заготовки после предварительной очистки кромок подвергают осадке, с использованием защиной среды, причем в зоне стыка при осадке создают объемное напряженное состояние.
Предлагаемый способ отличается от известного тем, что при сварке заготовок, имеющих квадратное или прямоугольное сечение, в направлении середины граней заготовок создают большее сопротивление истечению металла, чем в направлении ребер заготовки.
Сварку заготовок, нагретых до температуры прокатки, осуществляют без дополнительного нагрева благодаря приложению к заготовкам усилия осадки и соответствующего усилия зажима, исключающего смещение объемов металла внутри зажатых заготовок, при этом в зоне сварки создается объемное напряженное состояние за счет затрудняемого по мере осадки и направленного в плоскости, перпендикулярной направлению действия усилия осадки, истечения мталла в зазор между формирующими зажимами. Это напряженное состояние обеспечивает утонение, разрыв и удаление из стыка пленки окислов с последующим сближением атомов свариваемых заготовок на расстояния, обеспечивающие возникновение между ними металлических связей.
При сварке заготовок, имеющих сечение, отличное от круглого (в прокатном производстве чаще всего заготовки имеют квадратное или прямоугольное сечение), условия истечения металла во время осадки в зазор между формирующими зажимами разлины по разным направлениям от центра заготовки, а именно в направлении наименьшего сопротивления деформации, т.е. середины граней, металл течет интенсивнее, чем в направлении ребер заготовки. Это обуславливает неравномерность протекания сварочного процесса в разных местах сечения заготовки и требует увеличения припуска на сварку.
Предлагаемый способ позволяет создать равномерное истечение металла путем соответствующего увеличения сопротивления в направлении середины граней заготовки, что
Ьбеспечивается, напр.мер, за счет увеличе|ния ширины формирующих зажимов в местам расположенных напротив середины граней. ; В зависимости от температуры загото- ок и марки свариваемого материала, производится регулирование сварочного пронес- са ссхутветствуюшим выбором усилия режима усилия осадки, длины губок, скорости осадки состава защитного газа и фтоса, припуска на сварку, а также за счет конфигурашгн формирующих зажимов и конечного зазора меящу ними.
Для получения качественного сварного соединения необходимо, чтобы торцы заготовок были ровными и| чистыми от окалиJHbi. Операцию зачистки торцов заготовок, установленных в губках машины, с требуемым припуском на сварку и зачистку ocyf .ществляют путем строгания №jrx торцов за ЮДИН проход, непосредственно перед осад;кой, В процессе зачистки во избежание де |формации концы заготовок поддерживаются JnHOpoM.
Таким образом, в описываемом способе стыковой сварки продолжительность контакт |Та зачищенной поверхности заготовок с ат мосферой сведена до минимума, а с келью максимального уменьшения окисления ториов за-время от начала зачистки до начал осадки, в момент зачистпки в зону сварки подают защитный газ или на торцг очищаемых заготовок наносят фшос в расплавле: ном или распыленном виде, что лоз4 роляет снизить припуск па сварку.
Для облегчения удаления с губок метал iа, выдавленного при осадке, последний в )конечной стадии осадки надрезается форми-л
Ь:
|ующими зажимами на две части, а затем iipH разжиме разделяется на две час-га губ ками и удаляется с 1шх толкателями.
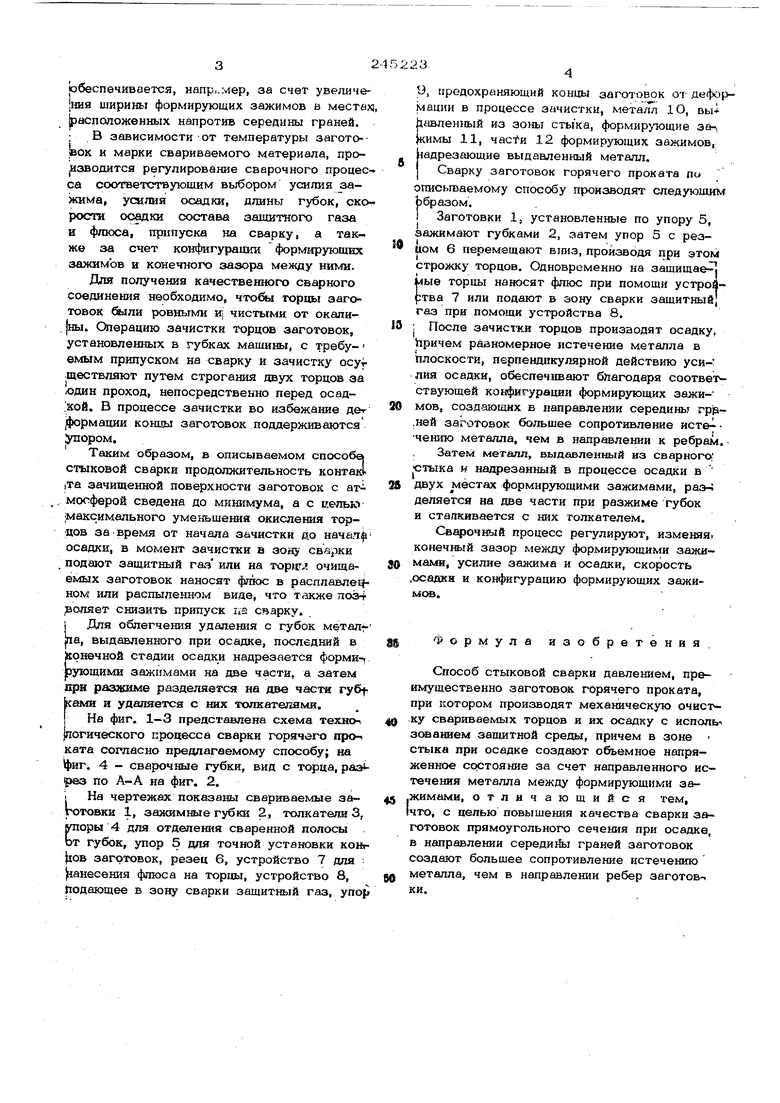
На фиг. 1-3 представлена схема техно-v {логического процесса сварки горячего про-. ката согласно предлагаемому способу; на фиг. 4 - сварочные губки, вид с торца, раз4| ез по А-А на фиг. 2.
j На чертежах показаны свариваемые заготовки 1, зажимные губки 2, толкатели 3, упоры 4 для отделения сваренной полосы от губок, упор 5 для точной установки конг JiOB заготовок, резец 6, устройство 7 для ; Занесения флюса на торшы, устройство 8, {юдающее в зону сварки защитный газ, упор
У, предохраняющий концы заготовок от- деформации в процессе зачистки, металл Ю, вы1 шлен11ый из зоны стыка, формирующие за-, КИМЫ 11, 4actH 12 формирующих зажимов, aдpeзaющиe выдавленный металл.
Сварку заготовок горячего проката по
опноьгааемому способу производят следуюишм |эбразом.
1 Заготовки 1, установленные по упору 5, зажимают губками 2, затем упор 5 с резцом 6 перемещают вгшз, производя при этом строжку торцов. Одновременно на зашищае мые торцы на|юсят флюс при помощи устронртва 7 или подают в зону сварки защитный; газ при помощи устройства 8, ; После зачистки торцов производят осадку, Ьричем равномерное истечение металла в Плоскости, перпендикулярной действию усиЛИЯ осадки, обеспечивают благодаря соответствующей конфигурации формирующих зажимов, созд.ающих в направлении середины rpja.ней заготовок большее сопротивление исте--- чению металла, чем в направлении к ребрам.
Затем металл, выдавленный из сварногО; стыка и надрезанный в процессе осадки в двух местах формирующими зажимами, раз-; деляется на две части при разжиме губок и сталкивается с них толкателем.
Сварочный процесс регулируют, изменяя конечный зазор между формирующими зажимами, усилие зажима и осадки, скорость .осадки и )игурацию формирующих зажимов.
Формула изобретения
Способ стыковой сварки давлением, преимущественно заготовсж горячего проката, при котором производят механическую очистку свариваемых торцов и их осадку с исполь зованием защитной среды, причем в зоне стыка при осадке создают объемное напряженное состояние за счет направленного истечения металла между формирующими за.жимами, отличающийся тем, (что, с целью повыщения качества сварки заготовок прямоугольного сечения при осадке, в направлении середийы граней заготовок создают большее сопротивление истечению металла, чем в направлении ребер заготов- ки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| Зажимное устройство машины для контактной стыковой сварки | 1988 |
|
SU1655707A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПОЛОС | 2008 |
|
RU2377106C1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1608028A1 |
| Устройство для сборки и сварки трубок прямоугольного сечения из двух заготовок @ -образного профиля | 1986 |
|
SU1400839A1 |

