1
(21)4606269/27
(22)21.11.88
(46) 15.06.91. Бюл. Г 22
(71)Институт электросварки им. Е.О.Патона
(72)Н.А.Глаголев, И.А.Безпрозваиный, Р.М.Широковский. Б.И.Кононец, В.А.Мозговой, И.М.Соркин и Г.Л.Атаманчук (53)621.791762(088.8)
(56) Авторское свидетельство СССР
№ 178425,кл. В 23 К 11/02, 1965.
(54) ЗАЖИМНОЕ УСТРОЙСТВО МАШИНЫ
ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ
(57) Изобретение относится к стыковой сварке сопротивлением и оплавлением и может быть использовано в машинах для контактной стыковой сварки, в частности заготовок режущего инструмента. Цель изобретения - расширение технологических возможностей путем обеспечения сварки коротких цилиндрических стержней, Зажимное устройство для контактной стыковой сварки давлением содержит зажимные башмаки с ручьями для охвата свариваемой детали круглого сечения. Зажимные башма
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| Автомат для контактной стыковой сварки цилиндрических стержней | 1988 |
|
SU1637975A1 |
| Устройство для сборки под сварку цилиндрических изделий | 1989 |
|
SU1632717A1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Зажимное устройство машины для контактной стыковой сварки колец | 1990 |
|
SU1818181A1 |
| Способ стыковой сварки труб сопротивлением и устройство для его осуществления | 1984 |
|
SU1247210A1 |
1
6 8
Ј
О
ел ел VJ
о
ч|
1в
(
ки включают центрирующие 1 и токоведу- щие 2 губки. Поверхности наружных торцов токоведущих губок 2 выполнены коническими. В сомкнутом состоянии внутренние торцы токоведущих губок образуют полость 3 в виде паза. Центрирующие губки 1 выполнены с консольными участками (КУ), ручьи в них - в виде призм. КУ центрирующих губок 1 выполнены прямоугольное э поперечного сечения с уменьшением последнего к периферии. КУ плавно изменяются по высоте и ступенчато по ширине. КУ центрирующих губок 1 установлены в пазах токоведущих губок 2. Пазы в токоведущих губках 2 для
Изобретение относится к стыковой сварке сопротивлением и оплавлением и может быть использовано в машинах для контактной стыковой сварки, в частности, заготовок режущего инструмента.
Цель изобретения - расширение технологических возможностей путем обеспечения возможности сварки коротких цилиндрических стержней.
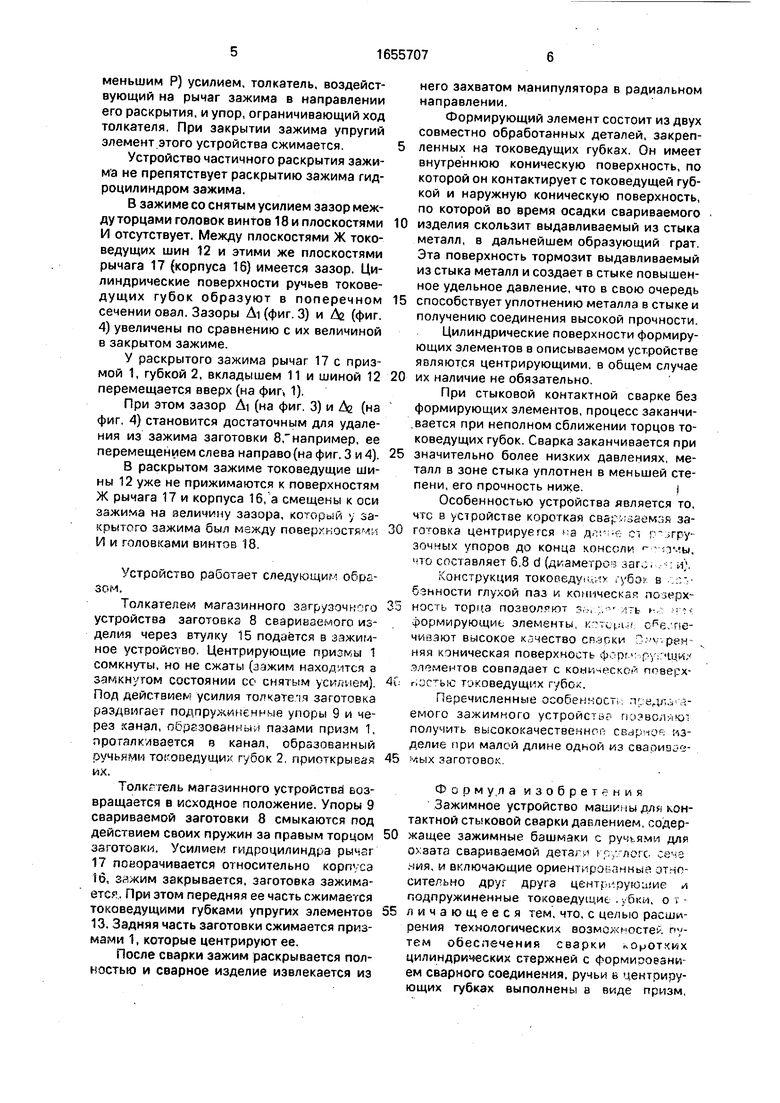
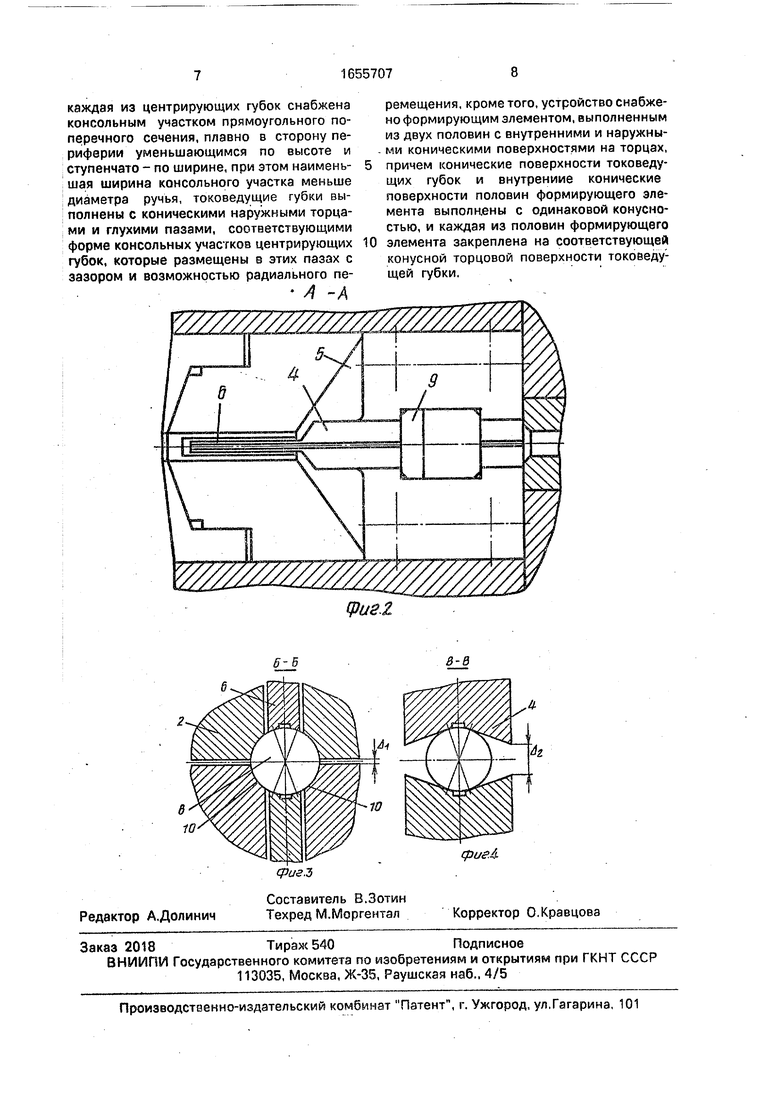
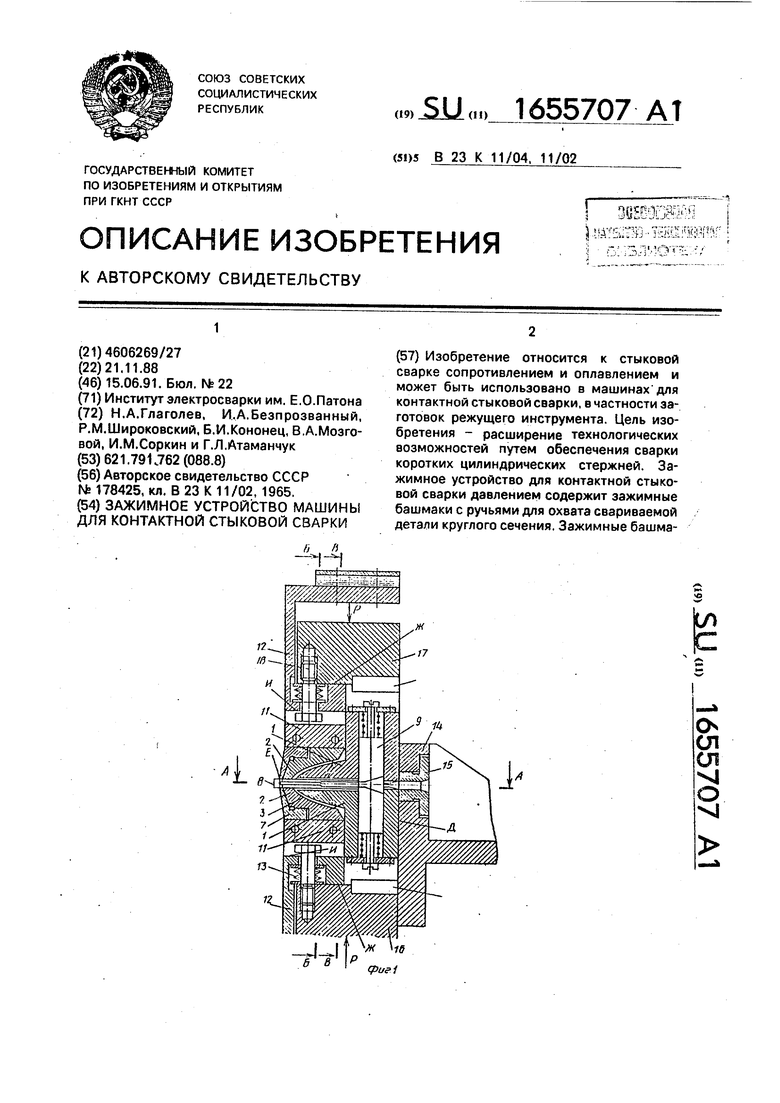
На фиг. 1 изображено зажимное устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Зажимное устройство машины для контактной стыковой «сварки содержит зажимные башмаки, выполненные в виде центрирующих призм 1, токоведущие губки 2, в продольном пазу 3 которых размещены консольные части центрирующих призм 1. Эти консольные части центрирующих призм выполнены в виде консольной балки прямоугольного поперечного сечения плавно изменяющейся (от места заделки к концу балки) высоты и ступенчато изменяющейся ширины.
Утолщенная часть консоли 4 (фиг. 2) примыкав- к основной части призмы и расположена в задней конической полости 5 токоведущей губки 2 (полость 5 может быть выполнена призматической формы), а тонкая часть 6 консоли расположена в продольном пазу 3, который выполнен глухим (несквозным).
На переднем коническом торце токоведущих губок 2 закреплены формирующие элементы 7. Передний торец свариваемой заготовки 8 выходит за пределы формирующих элементов 7, а задний торец упирается в разгрузочные упоры 9. Тонкая часть б консоли призмы с зазором оасполагаетсп в пазу 3 токоведущей губки 2 (фиг. 3).
размещения более узкого КУ центрирующих губок выполнены с шириной, меньшей диаметра ручья в ней. Устройство снабжено формирующим элементом (ФЭ) 7. ФЭ 7 состоит из двух половин, каждая из которых выполнена с внутренней и наружной коническими поверхностями, Внутренние конические поверхности половин ФЭ и конические поверхности токоведущих губок выполнены с одинаковой конусностью. Каждая из половин ФЭ закреплена на соответствующей конусной поверхности токоведущей губки:4 ил.
На фиг. 4 показано, как осуществляется центровка на утолщенном участке консоли. Контакт свариваемой заготовки 8 с токоведущей губкой 2 на длине паза 3 осуществля- ется по оставшимся после прорезки паза участкам 10 цилиндрической поверхности токоведущей губки.
Связь токоведущих губок 2 с контактной колодкой сварочного трансформатора осуществляется через водоохлаждаемые акладыши 11 и шины 12, предварительно соединенные между собой.
Упругие элементы 13 располагаются между коническими торцами токоведущих губок 2,
С подвижными направляющими мэолл- нь и со станиной зэжчкное устройство связано с помощью кронштейна 14. ь отверстии которого установлен в гулка 5, предназначенная для подачи заготовок в устройство. Корпус 16 зажимного устройства закреплен на кронштейне 14. С корпусом 16 шарнирно соединен рычаг 17. Зажимное с- тройстьо закрывается и оасхрываетгя уси- лием гидроцилиндра. Его шток связан с рычагом 17, а корпус - с корпусом зэжимгю- го устройства 16,
Зажимное устройство имеет той состс1 яния: а) закрытое; б) закрытое со снятые усилием; в) раскрытое.
Положение деталей закрытого зажима показано на фиг. 1. 3 готов:-.а сжата гоко- ведущими губками 2 усилием упругих элементов и призмами 1 с усилием Р, между торцами головок винтов и поверхностями И имеется зазор.
У зажима, закрытого со снятым усилием, Р 0. Зажим находится под воздействием устройства частичного раскрытия,(не показан).
Это устройство содержит упругий элемент с относительно слабим (значительно
меньшим Р) усилием, толкатель, воздействующий на рычаг зажима в направлении его раскрытия, и упор, ограничивающий ход толкателя. При закрытии зажима упругий элемент этого устройства сжимается
Устройство частичного раскрытия зажима не препятствует раскрытию зажима гидроцилиндром зажима.
В зажиме со снятым усилием зазор между торцами головок винтов 18 и плоскостями И отсутствует. Между плоскостями Ж токо- ведущих шин 12 и этими же плоскостями рычага 17 (корпуса 16) имеется зазор. Цилиндрические поверхности ручьев токове- дущих губок образуют в поперечном сечении овал. Зазоры Ai (фиг 3) и Дг (фиг 4) увеличены по сравнению с их величиной в закрытом зажиме.
У раскрытого зажима рычаг 17 с призмой 1, губкой 2, вкладышем 11 и шиной 12 перемещается вверх (на фиг. 1).
При этом зазор AI (на фиг. 3) и Л2 (на фиг. 4) становится достаточным для удаления из зажима заготовки 8,например, ее перемещением слева направо (на фиг. 3 и 4).
В раскрытом зажиме токоведущие шины 12 уже не прижимаются к поверхностям Ж рычага 17 и корпуса 16, а смещены к оси зажима на величину зазора, .а крытого зажима был повер/, И и головками винтов 18.
Устройство работает следуыди о и. Sf-м,
Толкателем магазинного .:-.rp/;n,-, r устройства заготовко 8 свариваемого и делия через втулку 15 подлется в .пжи.м ное устройство Центрирующие i сомкнуты, но не сжаты (j JXHM нахол тст з
З-ТМКН; ГОМ СОСТОЯНИИ СО СНЯТЫМ (,.. /л
Под действием усилия то чагс п заготовь раздвигает подпружиненнче упоры 9 и че рез «знал, пЬргзоваш-чч. пазами призм 1 проталкивается в канал, образованный тоговедущи/ г,бок 2 приоткрывших.
Толкггель магазинного устройства ьоз- вращается в исходное положение. Упоры 9 свариваемой заготовки 8 смыкаются под действием своих пружин за правым торцом заготовки. Усилием гидроцилинд(.а иы1--; 17 поворачивается относительно корг,- j 16, закрывается, заготовка зажима- етс. При этом передняя ее часть сжимайся тог.оведущими губками упругих элементов 13. Задняя часть заготовки сжимается при. мами 1, которые центрируют ее.
После сварки зажим раскрывается полностью и сварное изделие извлекается из
него захватом манипулятора в радиальном направлении.
Формирующий элемент состоит из двух совместно обработанных деталей, закрепленных на токоведущих губках. Он имеет внутреннюю коническую поверхность, по которой он контактирует с токоведущей губкой и наружную коническую поверхность, по которой во время осадки свариваемого
изделия скользит выдавливаемый из стыка металл, в дальнейшем образующий грат. Эта поверхность тормозит выдавливаемый из стыка металл и создает в стыке повышенное удельное давление, что в свою очередь
способствует уплотнению металла в стыке и получению соединения высокой прочности. Цилиндрические поверхности формирующих элементов в описываемом устройстве являются центрирующими, в общем случае
их наличие не обязательно.
При стыковой контактной сварке без формирующих элементов, процесс заканчивается при неполном сближении торцов токоведущих губок. Сварка заканчивается при
значительно более низких давлениях, металл в зоне стыка уплотнен в меньшей степени, его прочность нижеi
Особенностью устройства является то, чгс в устройстве короткая свэ;. -dew.s ээглговка центрируется с л - п -гру оччых упоров до конца чонголи - г- ы. то составляет 6 8 d (.ро йг.,. и;
Конструкция токопьду- , в бэнности глухой паз и комически ;ic .fpxносгь торца позчо/ ют ь
нормирующие элемйнгы i -, i c(. r.e- чи Пют высокое к ество СР тки pf н ння коническая поверхность , t им- чт ментов совпадете с кони, -сч ПСВР. Хг,-,гтыо г-л оведущ| х i убо.
Перечисленные , ос г :г е.;; ., ;- емого зажимного устройс1 м BO/I o получить вЬ|СОкокачествс:1Н rf-j; ijf мз- лелие при малой длине одной из сваои5 -олых заготовок
Формула и з о б р е т нии Зажимное устройство маши 1ы для контактной стыковой сварки давлением содеркэщее зажимные башмчки с руч ями для о аата свариваемой дегя/ . ло:с :.-:, чия, и включающие ориенг.-pj .ччны-1 io i-итегьно дру: цент; /руюи ис л подпружиненные тоховедуизис . Джи, о ,
/i и ч а ю щ е е с я тем, что, с целью расширения технологических возмс осте. путем обеспечения сварки цилиндрических стержней с формизоезни ем сварного соединения, ручьи ь иентоипу- ющих губках выполнены в виде призм.
каждая из центрирующих губок снабжена консольным участком прямоугольного поперечного сечения, плавно в сторону периферии уменьшающимся по высоте и ступенчато - по ширине, при этом наименьшая ширина консольного участка меньше диаметра ручья, токоведущие губки выполнены с коническими наружными торцами и глухими пазами, соответствующими форме консольных участков центрирующих губок, которые размещены в этих пазах с зазором и возможностью радиального пеЛ -А
б-Б
10
ремещения, кроме того, устройство снабжено формирующим элементом, выполненным из двух половин с внутренними и наружными коническими поверхностями на торцах, причем конические поверхности токоведу- щих губок и внутренние конические поверхности половин формирующего элемента ВЫПОЛНЕНЫ с одинаковой конусностью, и каждая из половин формирующего элемента закреплена на соответствующей конусной торцовой поверхности токоведу- щей губки.
Фие2
4
fpt/fti
