Известны сварочные машины с регуляторами тока, в которых управление током осуществляется за счет изменения угла про-водиМОСТИ управляемых вентилей, установленных в первлчиой цепи сварочного трансформатора. При этом машина оснаш,ена датчиком тока, электрически связанным с блоком сравнения, устройством для отключения тока и счетчиком импульсов.
Новизна предложения заключается в том, что, с целью улучшения качества сварки за счет управления величиной тока осадки и длительностью его протекания, блок сравнения подключается параллельно вторичной обмотке сварочного трансформатора. Такое решение позволяет осуществлять включение регулятора тока в момент, соответствующий началу осадки, путем сравнения сигналов от двух встречно изменяющихся величин - вторичного напряжения и напряжения на датчике тока.
В соответствии с внешней характеристикой машины для данной ступени .регулирования мощности напряжение оплавления близко к напряжению холостого хода, а ток оплавления /son относительно невелик. При осадке происходит заметный рост тока и резкое снижение напряжения t/jocаппаратуры управления «спользован в предлагаемой структурной схеме.
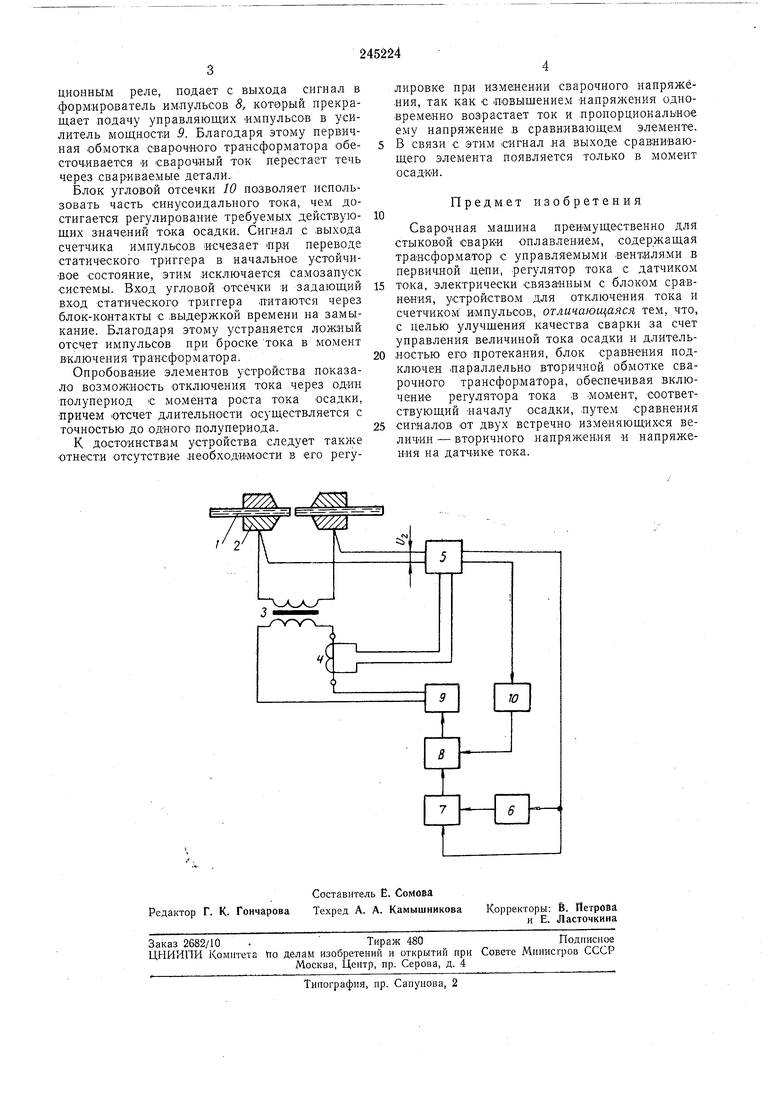
Как следует из структурной схемы, изображенной на чертеже, токовый сигнал первичной или вторичной обмотки поступает при оплавлении деталей /, зажатых в губках 2, от сварочного трансформатора .3 через датчик 4 (в частности, через трансформатор тока или датчик Холла) в сравнивающий элемент 5, где
преобразуется в сигнал напряжения. Одновременно в этот же элемент поступает сварочное напряжение с губок машины, направляемое встречно напряжению от токового сигнала. При оплавлении на выходе из -сравнивающего
элемента сигнал не появляется, так как напряжение и превышает напряжение от токового сигнала. При осадке, когда сварочный трансформатор включен, ток / аос резко увеличивается, а 1/2 уменьшается до 172ос, вследствие чего напряжение от токового сигнала становится выше сварочного напряжения L/2QI. и на выходе сравнивающего элемента появляется сигнал. Этот сигнал поступает на один из выходов статического триггера & и на
вход счетчика й-мпульсов то-ка осадки 7. После переброса статического триггера в другое устойчивое состояние электрический сигнал на его выходе запускает счетчик импульсов, который через заданное число синусоид или
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования скорости оплавления при контактной стыковой сварке изделий замкнутой формы | 1989 |
|
SU1646746A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| УСТРОЙСТВО ДЛЯ СИММЕТРИРОВАНИЯ ОДНОФАЗНОЙ НЕСТАЦИОНАРНОЙ НАГРУЗКИ, СОЗДАВАЕМОЙ КОНТАКТНОЙ СТЫКОВОЙ МАШИНОЙ | 1997 |
|
RU2156532C2 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1983 |
|
SU1080941A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1986 |
|
SU1412905A1 |
| СИСТЕМА ВОЗБУЖДЕНИЯ СИНХРОННОГО ГЕНЕРАТОРА С ФОРСИРОВКОЙ И КОРРЕКТОРОМ ПАРАЛЛЕЛЬНОЙ РАБОТЫ | 2023 |
|
RU2811685C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
