Известны устройства для регулирования толщины листового материала, например резинового полотна, в процессе каландрирования и термостабилизации в усадочных ваннах, содержащее датчик толщины материала, устанавливаемый между каландром и ваннами, привод перемещения подвижного валка каландра, двухпозиционный регулятор толщины материала, соединенный с указанными датчиком и приводом, импульсатор, обеспечивающий подачу на двухпозиционный регулятор серий импульсов для позиционно-импульсного регулирования.
Предложенное устройство отличается тем, что оно снабжено вторым датчиком толщины материала, установленным после усадочных ванн по направлению перемещения материа-ла, и пропорционально-импульсным регулятором, соединенным с этим датчиком и с приводом перемещения валка каландра. Импульсатор выполнен с дополнительным выходом, соединенным с пропорционально-импульсным регулятором и служащим для подачи одиночных импульсов на этот регулятор в паузах между сериями импульсов, подаваемых па позиционно-импульсный регулятор. Благодаря этому повыщается точность регулирования.
противлений с автономными источниками питания в каждом, первый мост образован реостатом задатчика и реостатом датчика толщины, установленного после усадочных ванн, а второй - постоянными сопротивлениями и реостатом обратной связи по положению подвижного валка каландра, кинематически связанным с приводом перемещения этого валка; включенный последовательно между указанными мостами компаратор для сравнения заданной и измеренной величин толщины материала, управляющий приводом перемещения подвижного валка каландра; серводвигатель привода указанного реостата обратной связи
для установления второго моста в равновесное состояние во время паузы между тактами пропорционально-импульсного регулирования и управляющий этим серводвигателем нульорган, включенный посредством контактов
импульсатора в диагональ второго моста.
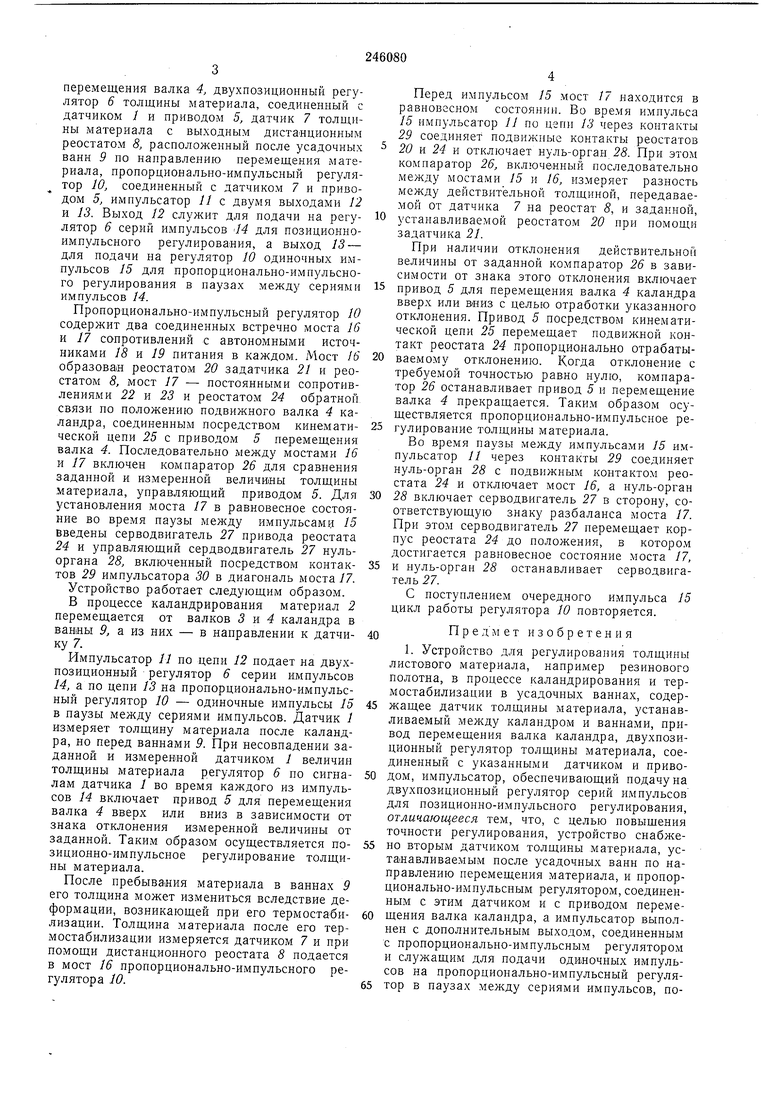
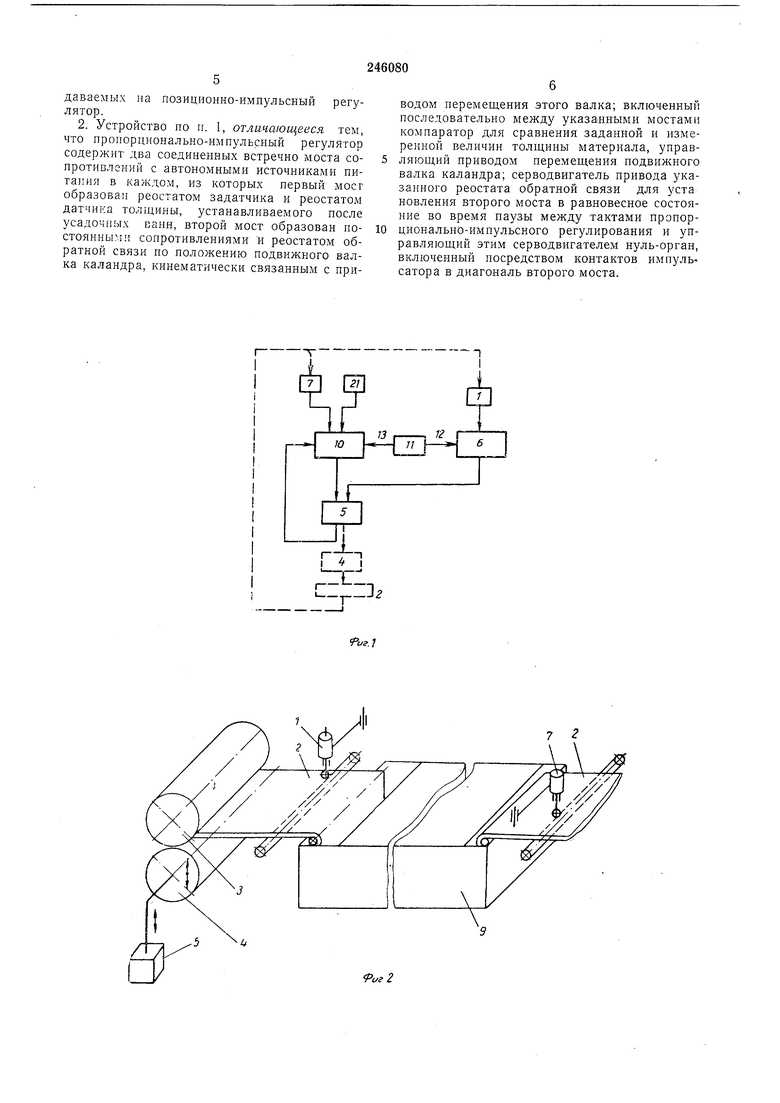
На фиг. 1 показапа блок-схема предложенного устройства; на фиг. 2 - расположение датчиков устройства относительно основных машин; на фиг. 3 - временная диаграмма
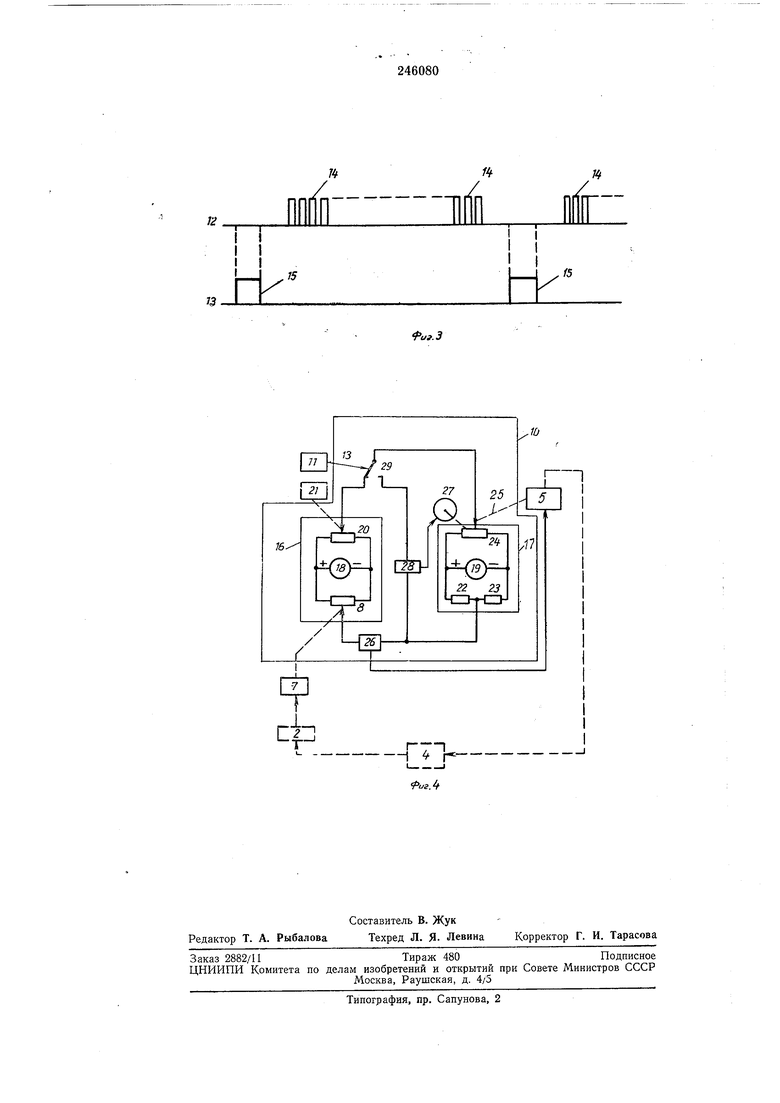
работы импульсатора; на фиг. 4 - схема пропорционально-импульсного регулятора.
перемещения валка 4, двухпозиционный регулятор 6 толщины материала, соединенный с датчиком / и приводом 5, датчик 7 толщины материала с выходным дистанционным реостатом 8, расположенный после усадочных ванн 9 по направлению перемещения материала, пропорционально-импульсный регулятор 10, соединенный с датчиком 7 и приводом 5, импульсатор // с двумя выходами 12 и 13. Выход 12 служит для подачи на регулятор 6 серий импульсов 14 для позиционноимпульсного регулирования, а выход 13 - для подачи на регулятор 10 одиночных импульсов 15 для пропорционально-импульсного регулирования в паузах между сериями импульсов 14.
Пропорционально-импульсный регулятор 10 содержит два соединенных встречно моста 16 и )/ сопротивлений с автономными источниками 18 и 19 питания в каждом. Мост /6 образован реостатом 20 задатчика 21 и реостатом 8, мост 17 - постоянными сопротивлениями 22 -R 23 v. реостатом 24 обратной связи по положению подвижного валка 4 каландра, соединенным посредством кинематической цепи 25 с приводом 5 перемещения валка 4. Последовательно между мостами 16 и 17 включен компаратор 26 для сравнения заданной и измеренной величины толщины материала, управляющий приводом 5. Для установления моста 17 в равновесное состояние во время паузы между импульсамц 15 введены серводвигатель 27 привода реостата 24 и управляющий сердводвигатель 27 нульоргана 28, включенный посредством контактов 29 импульсатора 30 в диагональ моста 77.
Устройство работает следующим образом.
В процессе каландрирования материал 2 перемещается от валков 3 & 4 каландра в ванны 9, а из них - в направлении к датчику 7.
Импульсатор 11 по цепи 12 подает на двухпозиционный регулятор 6 серии импульсов 14, а по цепи 13 на пропорционально-импульсный регулятор 10 - одиночные импульсы 15 в паузы между сериями импульсов. Датчик / измеряет толщину материала после каландра, но перед ваннами 9. При несовпадении заданной и измеренной датчиком 1 величин толщины материала регулятор 6 по сигналам датчика 1 во время каждого из импульсов 14 включает привод 5 для перемещения валка 4 вверх или вниз в зависимости от знака отклонения измеренной величины от заданной. Таким образом осуществляется позиционно-импульсное регулирование толщины материала.
После пребывания материала в ваннах 9 его толщина может измениться вследствие деформации, возникающей при его термостабилизации. Толщина материала после его термостабилизации измеряется датчиком 7 и при помощи дистанционного реостата 8 подается в мост 16 пропорционально-импульсного регулятора JO.
Перед импульсом 15 мост /7 находится в равновесном состоянии. Во время импульса 15 импульсатор 11 по цепи 13 через контакты 29 соединяет подвижные контакты реостатов 20 и 24 и отключает нуль-орган Ж При этом компаратор 26, включенный последовательно между мостами 15 и 16, из.меряет разность между действительной толщиной, передаваемой от датчика 7 на реостат 8, и заданной,
устанавливаемой реостатом 20 при помощи задатчика 21.
При наличии отклонения действительной величины от заданной компаратор 26 в зависимости от знака этого отклонения включает
привод 5 для перемещения валка 4 каландра вверх или вйиз с целью отработки указанного отклонения. Привод 5 посредством кинематической цепи 25 перемещает подвижной контакт реостата 24 пропорционально отрабатываемому отклонению. Когда отклонение с требуемой точностью равно нулю, компаратор 26 останавливает привод 5 и перемещение валка 4 прекращается. Таким образом осуществляется пропорционально-импульсное регулирование толщины материала.
Во время паузы между импульсами 15 импульсатор // через контакты 29 соединяет нуль-орган 28 с подвижным контактом реостата 24 и отключает мост 16, а нуль-орган
28 включает серводвигатель 27 в сторону, соответствующую знаку разбаланса моста 17. При этом серводвигатель 27 перемещает корпус реостата 24 до положения, в котором достигается равновесное состояние моста 17,
и нуль-орган 28 останавливает серводвигатель 27.
С поступлением очередного импульса 15 цикл работы регулятора 10 повторяется.
П р е дМ е т и 3 о б р е т е н и я
1. Устройство для регулирования толщины листового материала, например резинового полотна, в процессе каландрирования и термостабилизации в усадочных ваннах, содержащее датчик толщины материала, устанавливаемый между каландром и ваннами, привод перемещения валка каландра, двухпозиционный регулятор толщины материала, соединенный с указанными датчиком и приводом, импульсатор, обеспечивающий подачу на двухпозиционный регулятор серий импульсов для позиционно-импульсного регулирования, отличающееся тем, что, с целью повышения точности регулирования, устройство снабжено вторым датчиком толщины материала, устанавливаемым после усадочных ванн по направлению перемещения материала, и пропорционально-импульсным регулятором,соединенным с этим датчиком и с приводом перемещения валка каландра, а импульсатор выполнен с дополнительным выходом, соединенным с пропорционально-импульсным регулятором и служащим для подачи одиночных импульсов на пропорционально-импульсный регулядаваемых на позиционно-импульсный регулятор.
2. Устройство по п. 1, отличающееся тем, что пропорционально-импульсный регулятор содержит два соединенных встречно моста сопротивлений с автономными источниками питания Б каждом, из которых первый мосг образован реостатом задатчика и реостатом датчика толщины, устанавливаемого носле усадочных ванн, второй мост образован постоянными сопротивлениями и реостатом обратной связи по положению подвижного валка каландра, кинематически связанным с приводом перемещения этого валка; включенный последовательно между указанными мостами компаратор для сравнения заданной и измеренной величин толщины материала, управляюп ий приводом перемещения подвил :ного валка каландра; серводвигатель привода указанного реостата обратной связи для уста новления второго моста в равновесное состояние во время паузы между тактами пропорционально-импульсного регулирования и управляющий этим серводвигателем нуль-орган, включенный посредством контактов им пульсатора в диагональ второго моста.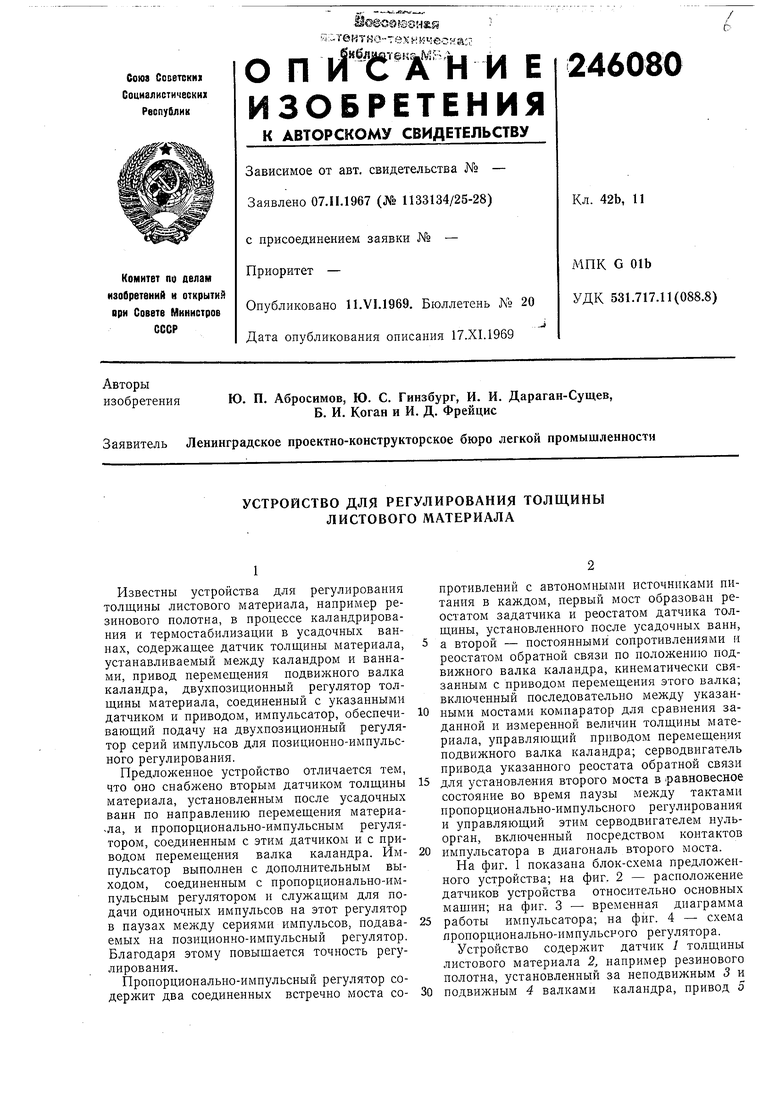
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины листового материала | 1978 |
|
SU742883A1 |
| Линия для пропитки волокнистых длинномерных материалов жидкостью | 1981 |
|
SU1031054A1 |
| УСТРОЙСТВО для ОПТИМАЛЬНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ АЛЮМИНИЯ В ЭЛЕКТРОЛИЗНОЙ ВАННЕ | 1973 |
|
SU378531A1 |
| Способ управления осевым перемещением валков прокатного стана | 1989 |
|
SU1715460A1 |
| Трехпозиционное импульсное пороговое устройство | 1987 |
|
SU1529173A1 |
| Способ автоматической электродуговой сварки погруженной дугой модулированным током | 1978 |
|
SU727365A1 |
| Вторичный регулятор топливоподачи дизель-генератора переменного тока | 1982 |
|
SU1121649A1 |
| Система регулирования толщины каландрущемого листа | 1982 |
|
SU1068896A1 |
| Устройство для регулирования толщины каландруемого слоистого материала | 1980 |
|
SU972480A1 |
| Устройство для регулирования температуры | 1985 |
|
SU1681300A1 |
2
1
Vt
ni
Н:
J5
J3.
tk
/5
