Известны системы, содержащие подвижную тягу с пуансоном, шарнир, воздействующий на чистовой резец, и подиружиненную опору с ручным управлением настройкой чистового резца.
Предложенная система отличается от известных тем, что в нее введен размещенный в оправке датчик перемещения, соединенный с исполнительным механизмом, например магкитостриктором, через усилитель и программирующее устройство.
Программирующее устройство выполнено в виде магнитного барабана, по периферии которого расположены записывающая и считывающая головки на расстоянии друг от друга, равном промежутку времени, соответствующему инерции всей системы СПИД.
Это обеспечивает автоматическое регулирование подачи чистового резца в зависимости от перемещения чернового резца, а также повышение качества обработки.
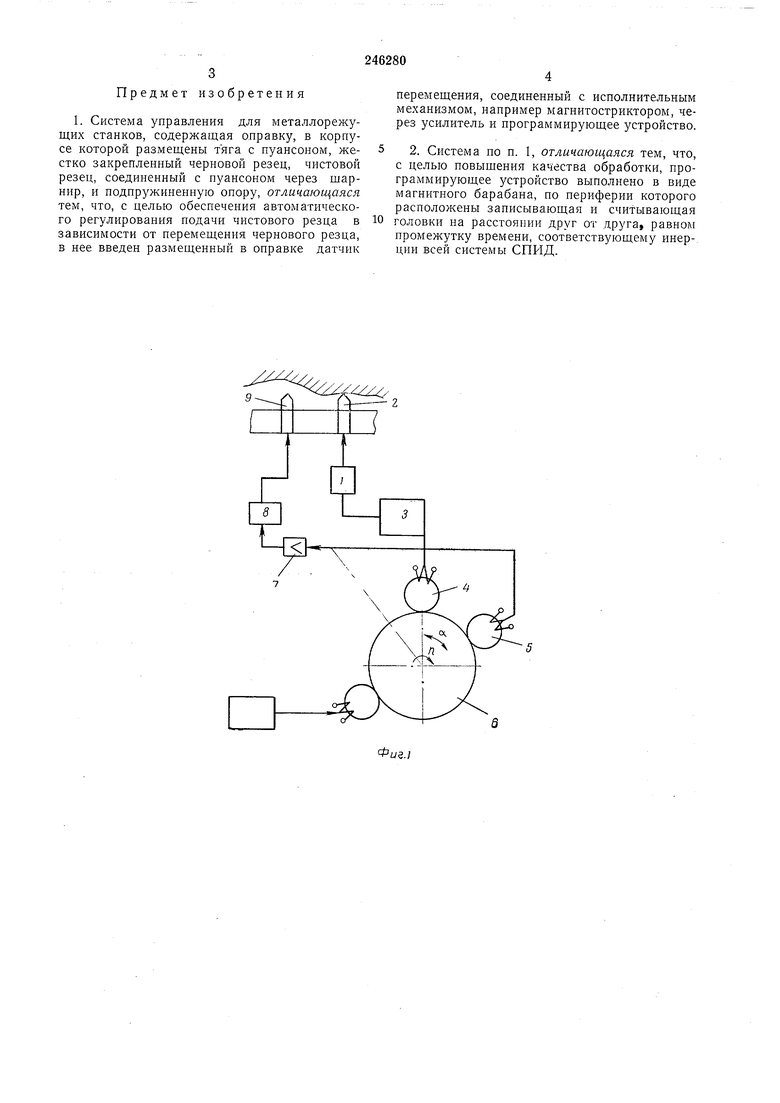
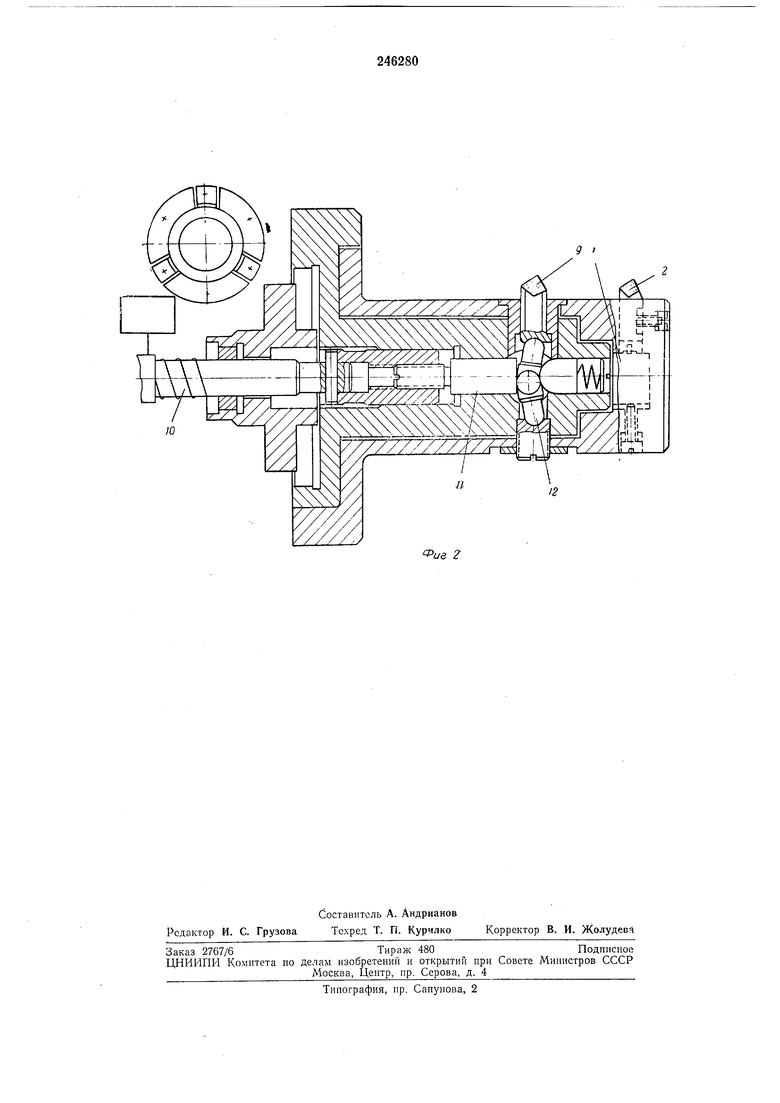
Па фиг. 1 изображена электрическая часть системы уиравления для металлорежущих станков; на фиг. 2 - механическая часть системы управления для металлорежущих станков.
Датчик / перемещения, на который воздействует черновой резец 2, соединен через усилитель 3 с записывающей головкой 4. Считывающ.ая 5 и записывающая 4 головки установлеиы по периферии магнитного барабана 6 на расстоянии друг от друга, равном промежутку времени, соответствующемую инерции всей системы СПИД.
Считывающая головка через усилитель 7 соединена с исполнительным механизмом 8, например магнитостриктором, который воздействует на чистовой резец 9 через подвижную тягу 10, пуансон 11 и щарнир 12. Работает система следующим образом. В случае отклонения от заданной формы отверстия после черновой обработки подается команда на датчик / перемещения. Далее сигнал (команда) усиливается усилителем 3 и записывается на магнитный барабан 6 головкой 4. Информация с барабана 6 через определенный промежуток времени, соответствующий инерции всей системы СПИД, снимается с помощью считывающей головки 5 и передается через усилитель 7 на исполнительный механизм 8. С номощью исполнительного механизма приводится в движение под.вижная тяга 10, соединенная с пуансоном //. При передвижении пуансона // перемещается в поперечном направлении щарнир 12 и, следовательно, чистовой резец 9. В результате перемещения чистового резца достигается исправление неточности формы отверстия в поперечном сечении.
Предмет изобретения
1. Система управления для металлорежущих станков, содержащая онравку, в корпусе которой размещены тяга с пуансоном, жестко закрепленный черновой резец, чистовой резец, соединенный с пуансоном через шарнир, и подпружиненную опору, отличающаяся тем, что, с целью обеспечения автоматического регулирования подачи чистового резца в зависимости от перемещения чернового резца, в нее введен размещенный в оправке датчик
перемещения, соединенный с исполнительным механизмом, например магнитостриктором, через усилитель и программирующее устройство.
2. Система по п. 1, отличающаяся тем, что, с целью повышения качества обработки, программирующее устройство выполнено в виде магнитного барабана, по периферии которого расположены записывающая и считывающая головки на расстоянии друг от друга, равном промежутку времени, соответствующему инерции всей системы СПИД.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления металлорежущими станками | 1979 |
|
SU791508A1 |
| СИСТЕМА УПРАВЛЕНИЯ ДЛЯ МЕТАЛЛОРЕЖУЩИХСТАНКОВ | 1973 |
|
SU424693A1 |
| Система управления металлорежущими станками | 1985 |
|
SU1355448A1 |
| Устройство для автоматической подналадки системы спид | 1973 |
|
SU484046A1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU973296A1 |
| Борштанга | 1980 |
|
SU994139A1 |
| Устройство индикации и управления для станков | 1985 |
|
SU1290262A1 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
| Комбинированный электроэрозионный станок | 1978 |
|
SU667368A1 |
| СПОСОБ ИМИТАЦИОННОГО УПРАВЛЕНИЯ УРОВНЕМ КОЛЕБАНИЙ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ ПРЕЦИЗИОННОГО ТОКАРНОГО СТАНКА | 2007 |
|
RU2361701C2 |