Изобретение относится к станкостроению, в частности к токарньдм станкам, и может найти применение на автоматизированных станках и на станках с программнЕЛИ управлением.
Известно устройство для обработки нежёстких деталей, состоящее из автоматической системы управления положением вершины резца в процессе обработки и оснащенное бесконтактными датчиками, жестко закрепленными на резце и через контуры управления подключенными на испрлнительный механизм радиальной подачи вершины резцаС1.
Однако известное устройство не позволяет обрабатывать детали со сложным профилем в продольном сечении и предварительно не обработанные на тредыдуших проходах и операциях, а З-акже компенсировать геометрическую погрешность обрабатываемой поверхности детали в продольном и поперечном ре.чениях, полученные в процессе обработки на предыдущих проходах и операциях, а также компенсировать отжим и прогиб детали в процессе обработки, так как измерительной базой для датчиков в этом устройстве является
предварительно обработанная поверхность детали.
Целью изобретения являётся повышение точности и производительности обработки нежестких деталей.
Указанная цель достигается тем, что устройство снабжено датчиком положения резцедержателя относительно искусственной базы, связанн{Л4
10 через блок управления с исполнительным механизмом перемещения корпуса резцедержателя, опорой-призмой, расположенной со стороны, противоположной резцу, на корпусе ко15торой размещены датчик размера детали и датчик положения опоры-призмы относительно корпуса резцедержателя, выходы которых через блок управления связаны с исполнительным механиз20мом радиального перемещения опорыпризмы, датчиком положения вершины резца относительно корпуса резцедержателя, причем выход датчика положения вершины резца и выход датчика 25 размера детали через блок управления связаны с исполнительным механизмом радиального перемещения резца.
Существенной особенностью предлагаемой сист®1Ы управления упругими
30 перемещениями системы СПИД является
то, что взаимосвязь второго и третьего контуров управления осуществляется при наличии неравнсмерного припуска, перемещения, поворота и прогиба самой обрабатываемой детали, причем коррекция положения режущего инструмента и опоры-призмы осуществляется в пределах одного оборота детали. Подобная система управления позволяет обрабатывать нежесткие детали при черновом и чистовом то.чеНИИ любого сложного профиля в поперечном и продольном сечениях.
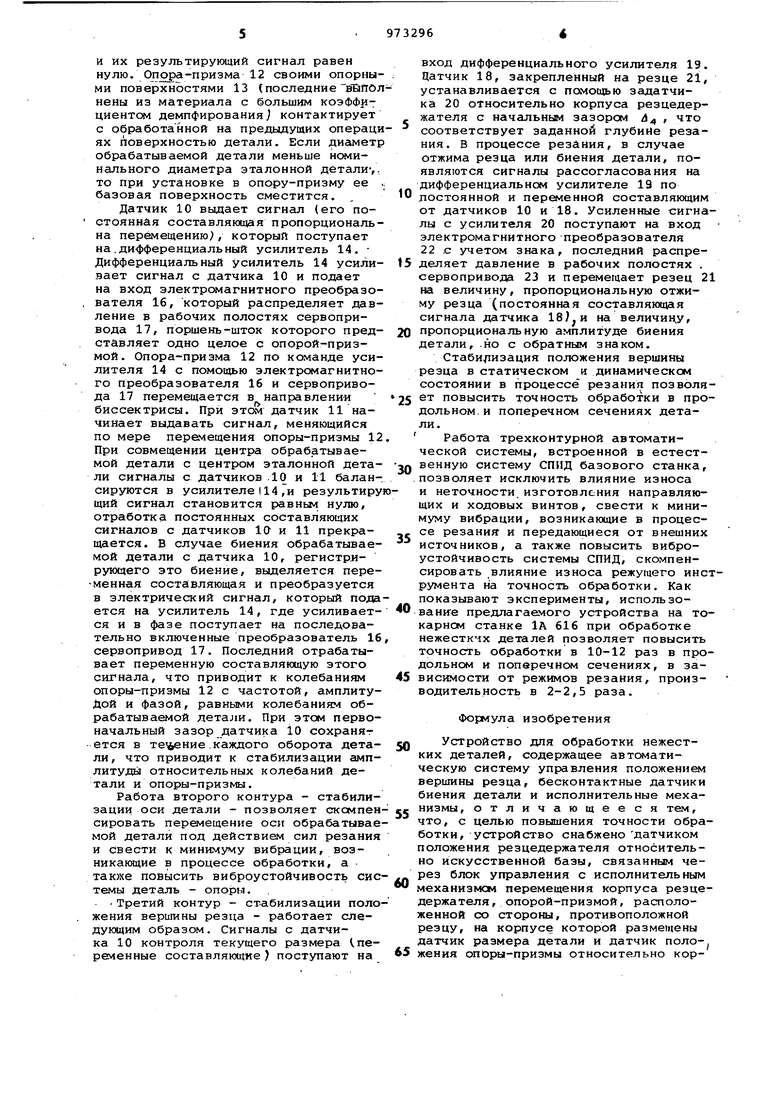
На чертеже показана трехконтурная автоматическая система управления упругими-перемещениями Системы СПИД в процессе обработки.
Первый контур - стабилизации корпуса резцедержателя .- включает в себя датчик 1 стабилизации корпуса . резцедержателя, закрепленный на корпусе 2 резцедержателя относительно искусственной базы 3, дифференциальный усилитель 4, задатчик 5 начального положения, электромагнитный преобразователь б, сервопривод 7, шток-поршень 8, закрепленный неподвижно на поперечной суппорте 9 станка.
Второй контур - стабилизации оси детали в процессе обработки - включа ет в себя бесконтактные датчики 10 и 11, жестко закрепленные на опорепризме 12, причем датчик 10 конт-г роля текущего размера диаметра обрабатываемой детали на предыдущих операциях закреплен на уровне продольной оси обрабатываемой детали, которая совпадает с биссектрисой
угла призмы, опорные поверхности 13 которой выполнены в виде тел качения а также дифференциальный усилитель 1 задатчик 15 начального положения опорной призмы, электромагнитный преобразователь 16/ сервопривод 17, включенные в контуре последовательно.
Третий контур - стабилизации положения вершины резца относительно корпуса резцедержателя - включает в себя бесконтактные датчики 10 и 18, выходы которых включены параллельно в дифференциальный усилитель 19 совместно с задатчиком 20 глубины резания, причем датчик 18 жестко закреплен на резце 21 относительно коЕЩуса 2, электрс1)магнитный преобра: ватель 22, сервопривод 23, которые включены в контуре управления последовательно с усилием 19.
Устройство работает следующим образом. В процессе обработки работают тр контура управления одновременно. Перед началом точения включается первый контур стабилизации положения корпуса резцедержателя, при этсм бесконтактный датчик 1, жестко .
закрепленный на корпусе 2 относительно искусственной базы 3 {{последняя устанавливается на станине станка и может быть сменной и регулируемой в радиальном направлении обрабатываемой детали,}, устанавливается с зазором/ относительно искусственной базы 3, и в случае пероиещения корпуса резцедержателя 2 в плюс или минус относительно искусственной базы 3 датчик 1 выпадает, электрический сигнал, пропорциональный величине перемещения корпуса резцедержателя с учетом знака на дифференциальный усилитель 4, выполненный по мостовой схеме, где этот сигнал сравнивается с сигналом задатчика 5, усиливается и подается на электромагнитный преобразователь б, последний распределяет рабочее давление в сервоприводе 7 и тем самым перемещает корпус резцедержателя 2 относительно штока-поршня 8, который установлен в суппорте 9. базового стака,, до тех пор, пока сигнал рассогласования не станет равен нулю. В процессе резания, независимо от внешних или внутренних возмущений, порождающих перемещение корпуса резцедержателя 2, контур управления стабилизирует его положение относительно искусственной базы 3 по всей длине обрабатываемой детали. Стабилизация корпуса резцедержателя на всем пути его движения позволяет создать искусственную базу отсчета и измерения для контуров стабилизаци вершины резца и оси детали, исключаяпри этом все погрешности, вносимые на базовом станке направляющими и ходовыми винтами.
Второй контур - стабилизации оси детали - перед процессом резания настраивается по эталонной детали с размером базовой поверхности равным номинальному (например, наибольшему предельному диаметру обрабатываемой детали. При этом опора-призма должуа быть установлена в положение, при котсэром ось эталонной детали с номинальным диаметром параллельна; (рабочей поверхности базы 3, а бескотактные датчики 10 и 11 устанавливаются при этом с начальными зазорами dj, первый - относительно базовой поверхности детали, а второй - относительно корпуса резцедержателя 2, это положение датчиков будет соответствовать номинальному диаметру обрабатываемой детали и параллельности оси детали к рабочей поверхности искусственной базы 3. Постоянные составляющие сигналов датчика 10, контролируилцего положение базовой поверхности детали, и датчика 11, контролирующего положение опоры-призмы 12, сбалансированы при настройке по эталонной детали И их результирующий сигнал равен нулю. Опора-призма 12 своими опорными поверхностями 13 (последние выПОЛ нены из материала с большим коэффициентом демпфированияj контактирует с обработанной на предыдущих операци ях поверхностью детали. Если диаметр обрабатываемой детали меньше номинального диаметра эталонной детали-,: то при установке в опору-призму ее базовая поверхность сместится. . Датчик 10 выдает сигнал (его постоянная составляюсцая пропорциональна перемещению;, которьлй поступает на.дифференциальный усилитель 14. Дифференциальный усилитель 14 усилиэает сигнал с датчика 10 и подает на вход электромагнитного преобразователя 16, который распределяет давление в рабочих полостях сервопривода 17, поршень-шток которого предстйвляет одно целое с опорой-призмой. Опора-призма 12 по команде усилителя 14 с помощью электромагнитного преобразователя 16 и сервопривода 17 перемещается в направлении биссектрисы. При этом датчик 11 начинает выдавать сигнал, меняющийся по мере перв(ещения опоры-призмы 12 При совмещении центра обрабатываемой детали с центром эталонной детали сигналы с датчиков .10 и 11 балансируются в усилителе 114,и результиру щий сигнал становится равньм нулю, отработка постоянных составляющих сигналов с датчиков 10 и 11 прекращается. В случае биения обрабатываемой детали с датчика 10, регистрирующего это биение, выделяется переменная составляющая и преобразуется в электрический сигнал, который пода ется на усилитель 14, где усиливается и в фазе поступает на последовательно включенные преобразователь 16 сервопривод 17. Последний отрабатывает переменную составляющую этого сигнала, что приводит к колебаниям опоры-призмы 12 с частотой, амплитуЛой и фазой, равными колебаниям обрабатываемой детали. При этом первоначальный зазор датчика 10 сохранят ется в течение.каждого оборота детали, что приводит к стабилизации амплитуды относительных колебаний детали и опоры-призмы. Работа второго контура - стабилизации оси детали - позволяет сксмпен сировать перемещение оси обрабат1лвае мой детали под действием сил резания и свести к минимуму вибрации, возникающие в процессе обработки, а также повысить виброустойчивость сие темы деталь - опоры. Третий контур - стабилизации поло жения вершины резца - работает следующим образом. Сигналы с датчика 10 контроля текущего размера .переменные составляющие ) поступают на вход дифференциального усилителя 19. Цатчик 18, закрепленный на резце 21, устанавливается с помощью задатчика 20 относительно корпуса резцедержателя с начальным зазором 4 , что соответствует заданной глубине резания. В процессе резания, в случае отжима резца или биения детали, появляются сигналы рассогласования на дифференциальном усилителе 19 по достоянной и переменной составляющим от датчиков 10 и 18. Усиленные сигналы с усилителя 20 поступают на вход электромагнитного -преобразователя 22 .с учетом знака, последний распределяет давление в рабочих полостях . сервопривода 23 и перемещает резец 21 на величину, пропорциональную отжиму резца (постоянная составляющая сигнала датчика 18)и на величину, пропорциональную амплитуде биения детали, .но с обратным знаком. Стабилизация положения вершины резца в статическом и динамическом состоянии в процессе резания позволяет повысить точность обработки в продольном, и поперечном сечениях детали. Работа трехконтурной автоматической системы, встроенной в естественную систему СПИД базового станка, позволяет исключить влияние износа и неточности, изготовления направляющих и ходовых винтов, свести к минимуму вибрации, возникающие в процессе резания и передающиеся от внешних источников, а также повысить виброустойчивость системы СПИД, скомпенсировать влияние износа режущего инструмента на точность обработки. Как показывают эксперименты, использование предлагаемого устройства на токарном станке lA 616 при обработке нежестких деталей позволяет повысить точность обработки в 10-12 раз в продольном и поперечном сечениях, в зависимости от режимов резания, производительность в 2-2,5 раза. Формула изобретения Устройство для обработки нежестких деталей, содержащее автоматическую систему управления положением вершины резца, бесконтактные датчики биения детали и исполнительные механизмы , отличающееся тем, что, с целью повышения точности обработки, устройство снабжено датчиком положения резцедержателя относительно искусственной базы, связанным через блок управления с исполнительным механизмом перемещения корпуса резцедержателя, опорой-призмой, расположенной со стороны, противоположной резцу, на корпусе которой разметены датчик размера детали и датчик положения опоры-призмы относительно корJnyca резцедержателя, выходы которых через блок управления связаны с исполнительным механизме радиального перемещения опоры-призмы, датчике положения вершийы резца относительно корпуса резцедержателя, причем выход датчика положения вершины езца и выход датчика размера детали
через блок управления связаны с исполнительным механизмом радиального перемещения резца.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 810432, кл. В 23 а 5/22, 1979.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки нежестких деталей | 1982 |
|
SU1054015A2 |
| Способ автоматического управления процессом обработки детали | 1982 |
|
SU1039693A1 |
| Устройство для обработки деталей | 1979 |
|
SU810432A1 |
| Устройство для обработки деталей | 1982 |
|
SU1024226A1 |
| Устройство для обработки ступенчатых валов | 1980 |
|
SU889282A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ СКОРОСТИ ПОДАЧИ ИНСТРУМЕНТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2003 |
|
RU2256543C2 |
| Устройство для обработки деталей | 1982 |
|
SU1110604A1 |
| Устройство для токарной обработки | 1984 |
|
SU1154052A1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU921683A1 |
| Устройство для обработки двух маложестких ступенчатых валов | 2022 |
|
RU2798857C1 |
