Изобретение относится к способу газовой сварки швов ограниченной протяженности ответственных конструкций из тяжелых цветных металлов и сплавов.
Известные способы сварки конструкций с ограниченной протяженностью сварных швов не всегда нозволяют получить высокое качество сварного соединения из-за большого количества технологических параметров, которые могут меняться в зависимости от массы и теплотехнических свойств свариваемой детали.
Так, например, качество сварного шва при порошковой газофлюсовой сварке зависит от состава газа, дозировки и состава флюса, подготовки свариваемых кромок, правильной ориентации конца присадочного металла по отношению к газокислородному пламени, давления газового потока пламени и др.
При сварке методом заливки предварительно приготовленного присадочного металла качество сварного шва зависит от скоростн заливки в разделку жидкого металла, от массы свариваемой детали, температуры присадочного и свариваемого металла.
Кроме того, способ сварки методом заливки неэкономичен, так как количество жидкого присадочного металла втрое превышает то количество, которое необходимо для заполнения стыкового зазора.
Как при обычном способе сварки, так и при сварке методом заливки необходимо, чтобы одновременно работало два - три квалифицированных сварщика.
Предлагаемый способ отличается от известных тем, что горючую смесь подают через полость в присадочном материале, а сварку ведут под слоем шлака. Это повышает производительность труда и улучшает качество сварки.
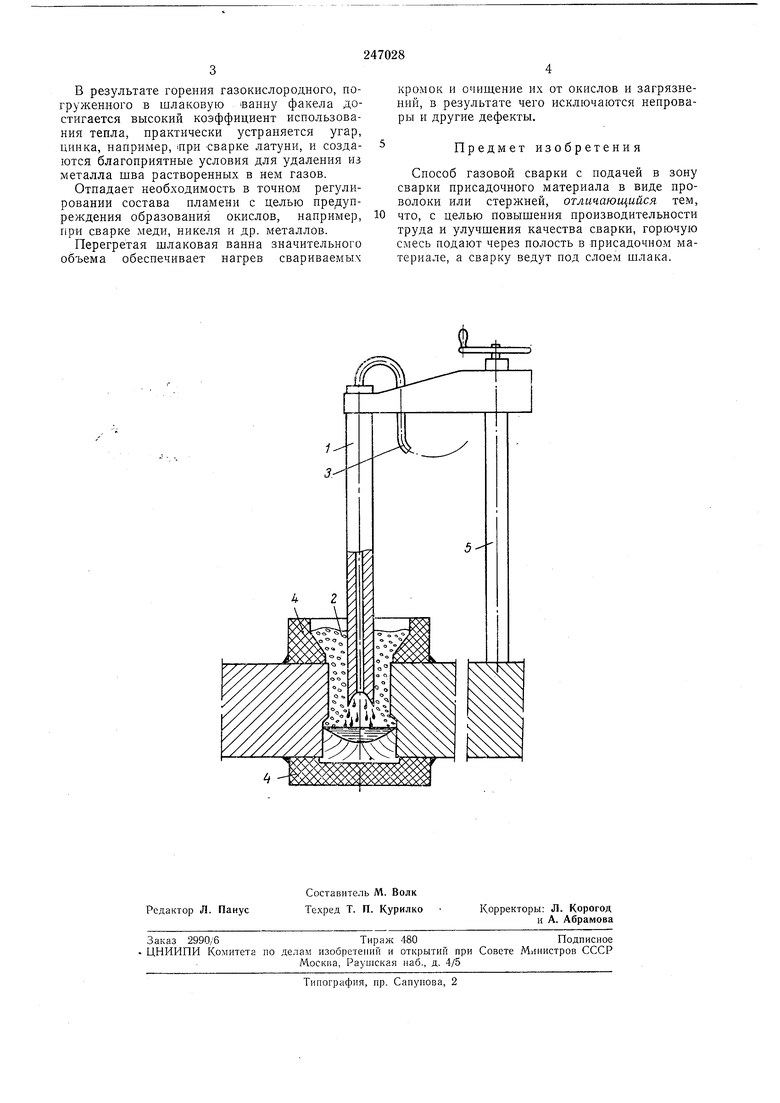
На чертеже поясняется описываемый способ.
Расходуемая газокислородная горелка I, го|ряш,ая в шлаковой ванне 2, выполняется в виде стержня с осевым отверстием определенного диаметра, через которое подается топливо-кислородная смесь. К расходуемой топливо-кислородная смесь подается шлангом 3. При сонрикосновении со шлаковой ванной топливо-кислородная смесь воспламеняется, образуя факел. Тепло, выделяемое в факеле, расходуется на расплавление торца расходуемой горелки и разогрева шлаковой ванны. Для удержания шлаковой ванны снизу и с боков стыкового зазора свариваемых кромок устанавливаются графитовые пластины 4.
Зазоры между пластинами замазываются смесью огнеупорной глины с асбестом. По мере расплавления расходуемая горелка с поВ результате горения газокислородного, погруженного в шлаковую ванну факела достигается высокий коэффициент использования тепла, практически устраняется угар, пинка, например, при сварке латуни, и создаются благоприятные условия для удаления из аметалла шва растворенных в нем газов.
Отпадает необходимость в точном регулировании состава пламени с целью предупреждения образования окислов, например, при сварке меди, никеля и др. металлов.
Перегретая шлаковая ванна значительного объема обеспечивает нагрев свариваемых
кромок и очищение их от окислов и загрязнений, в результате чего исключаются непровары и другие дефекты.
Предмет изобретения
Способ газовой сварки с подачей в зону сварки присадочного материала в виде проволоки или стержней, отличающийся тем, что, с целью повышения производительности труда и улучшения качества сварки, горючую смесь подают через полость в присадочном материале, а сварку ведут под слоем шлака.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2574144C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |
| Способ электрошлаковой сварки и устройство для его осуществления | 1989 |
|
SU1691016A1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
