Известен способ стабилизации диаметра труб в процессе прокатки на автоматстане, в котором используют программный сигнал, нолученный путем обработки статистических данных,, отражающих общую тенденцию из- менения наружного диаметра труб при прокатке на данном автоматстане, и сигнал коррекции, характеризуюЩИЙ отклонение текущего значения диаметра в контролируемом сечении от его значения на переднем конце.
Предлолсенный способ отличается тем, что вводят сигнал вторичной коррекции, характеризующий изменение наружного диаметра трубы на ее отдельных отрезках. Сигнал формируют путем сравнения фактического значения диаметра в контролируемом сечении с ранее рассчитанным значением диаметра в этом сечении, которое определяют на основании предыдущих замеров значений диаметров в сечениях, отстоящих от контролируемого на равных отрезках.
Это обеспечивает уменьщение -продольной разностенпости труб.
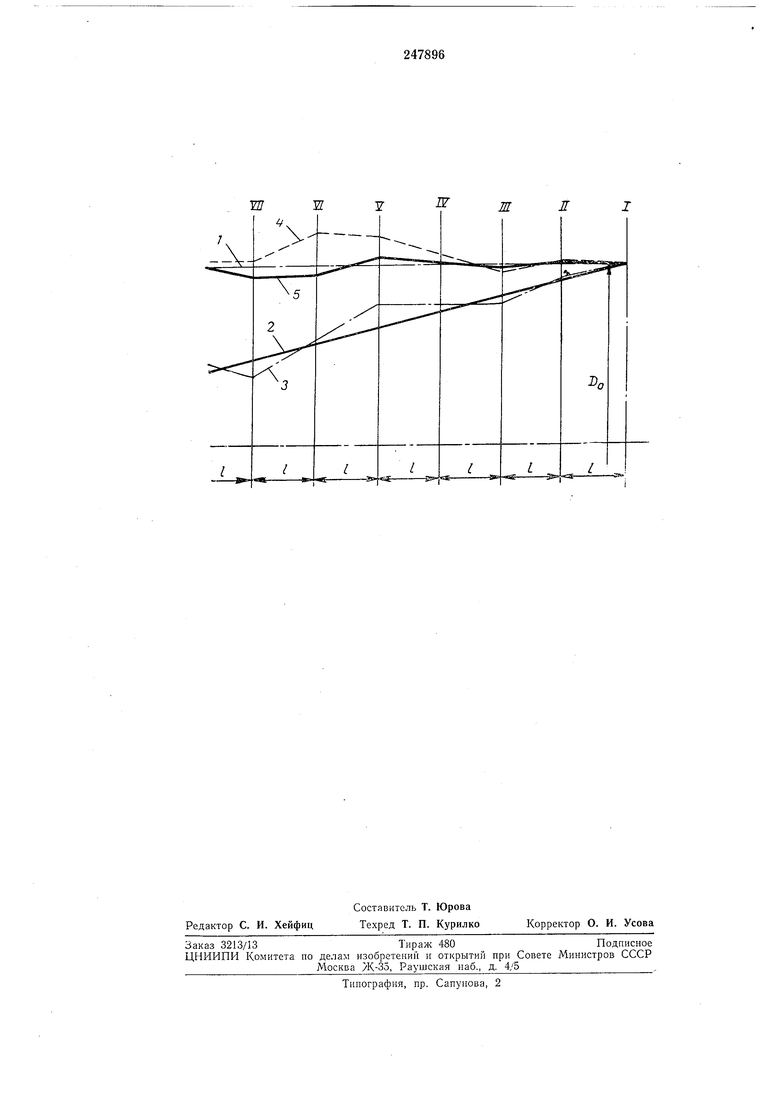
На чертеже схематически показаны профили участка трубы без стабилизации наружного диаметра н с его стабилизацией но известному и предлагаемому способам.
На чертеже даны следующие обозначения: идеальпый профиль /; профиль 2, полученный с учетом статистических данных об измерении по длине наружного диаметра труб одного или группы сорторазмеров на данном автоматстане; профиль 3 конкретной трубы при ее прокатке без стабилизации; профиль 4 этой же трубы при стабилизации наружного диаметра известным способом; профиль 5 при стабилизации наружного диаметра предлагаемым способом; контролируемые сечения / и VII трубы; расстояния / между контролируемыми сечениями.
В рассматриваемый на чертеже момент в валках находится сечение // и производится замер наружного диаметра в сечении /, которое (как по известному способу, так и по предлагаемому) запоминается. Далее в валках находится сечение ///, замер наружного диаметра производится в сечени1 //. При известном способе после замера диаметра в сечении // вырабатывается сигнал коррекции, цропорциональный отнощению разности диаметров в сечениях / и // к длине отрезка I
,,
по формуле
который складывается с программным, определяемым общей тенденцией изменения наружного диал1етра труб при прокатке на данном автомагстане. В результате этого изменяется скорость разведения валков по длине трубы. Отработка
чего осуществляется новая корректировка. По предложенному способу на этом этапе также вырабатывается сигнал коррекции, равный UK известного способа. Однако (в отличие от известного способа) он принимается как сигнал первичной коррекции, учитывающий тенденцию изменения наружного диаметра конкретной трубы, и остается неизменным до конца прокатки трубы.
Таким образом, с этого момента и до окончания прокатки данной трубы валки разводятся со скоростью, пропорциональной сумме программного сигнала и сигнала первичной коррекции /7в {/пр + к; , а сама скорость корректируется на каждом отрезке трубы с помощью сигнала вторичной коррекции, отражающего тенденцию изменения нарулшого диаметра на данном отрезке трубы. Поскольку на рассмотренн-ем . ане имеется только сигнал , первичной коррекции, то по самому принципу корректировки сигнал вторичной коррекции еще не мог появиться. Функцию сигнала вторичной коррекции вынолняет сигнал первичной коррекции. Когда в валках находится сечение II, информация о том, насколько програ4ммная скорость развода валков соответствует реальному характеру изменения наружного диаметра по длине трубы, отсутствует. Поэтому предполагается, что значение диаметра в сечении II, которое находилось в валках, равно значению диаметра на переднем конце в сечении I, и это же относится к сечению III, которое должно прийти в валки.
Когда в валках находится сечение III, производится замер фактического значения диаметра в сечении //. Замер диаметра в сечении // показывает, что он отличается от значения в сечении 7. Поэтому считается, что при .прогнозировании значения диаметра в се-чении /// в предыдущий момент была введена ошибка, и чтобы привести значение диаметра к значению его в сечении /, нужно ввести коррекцию для обработки на следующем от,,
резке, равную
, ЧТО на данном этапе осуществляется сигналом первичной коррекции, выполняющим функции сигнала вторичной коррекции. Теперь в валках находится сечение IV и замеряется диаметр в сечении ///. По известному способу вычисляется разность D -D/// , составляется отD,-Dfff ношение , в результате чего
получается очередной сигнал коррекции
u.
Очередной сигнал коррекции складывается
с программным, и валки на участке IV-V будут разводиться со скоростью, пропорциональной сумме этих двух сигналов, до последующего замера. По предложенному способу спрогнозированное в предыдущий момент значепие диаметра Dm должно привести значение диаметра в сечении IV к значению диаметра в сечении /. Однако замер действительного значения диаметра в сечении /// показывает, что ранее рассчитанное значение
отличается от действительного значения и для устранения этого расхождения нужно ввести дополнительную коррекцию на участке IV-V, чтобы привести диаметр трубы в сечении V в соответствие со значением диаметра в сечеНИИ /. Этот сигнал является сигналом вторичной коррекции, который вступает в действие в участках и прибавляется к ранее сформированному сигналу
Предмет изобретения
Способ стабилизации наружного диаметра труб при прокатке на автоматстане с использованием программного сигнала, основанного
на статистических данных, отражающих общую тенденцию изменения наружного диаметра труб при прокатке на данном автоматстане, и сигнала коррекции, характеризующего отклонение текущего значения диаметра
в контролируемом сечении от его значения на иереднем конце, отличающийся тем, что, с целью уменьшения продольной разностенности труб, вводят сигнал вторичной коррекции, характеризующий изменение наружного диаметра трубы на ее отдельных отрезках, который формируют путем сравнения фактического значения диаметра в контролируемом сечении с ранее рассчитанным значением диаметра в этом сечении, которое определяют на
основании предыдущих замеров значений диаметров в сечениях, отстоящих от контролируемого на равных отрезках.
YH
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пилигримовой прокатки труб | 1989 |
|
SU1720766A1 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ ПОД НАРЕЗКУ РЕЗЬБЫ НА ТПА С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2301713C2 |
| Способ автоматического управления процессом прокатки в черновой группе клетей непрерывного прокатного стана | 2022 |
|
RU2787290C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| СПОСОБ ОПТИМИЗАЦИИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ПРОКАТА | 2012 |
|
RU2494826C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПЛОСКОСТНОСТИ | 2002 |
|
RU2267371C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1996 |
|
RU2112612C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРОКАТКИ | 2000 |
|
RU2177847C1 |
| Инструмент для периодической деформации труб | 1987 |
|
SU1437119A1 |