САЭ
i Изобретение относится к обработке: металлов давлением, в частности к трубопрокатному производству, и каса ется формы рабочих профилей инстру- мента, а именно гребня ручья на валке и оправки, для холодной периодической прокатки труб.
Целью изобретения является повышение производительности стана при ; наименьшей анизотропии механических I свойств,за счет обеспечения постоян- ства соотношения абсолютных частных I деформаций по диаметру и толщине i стенки прокатываемых труб.
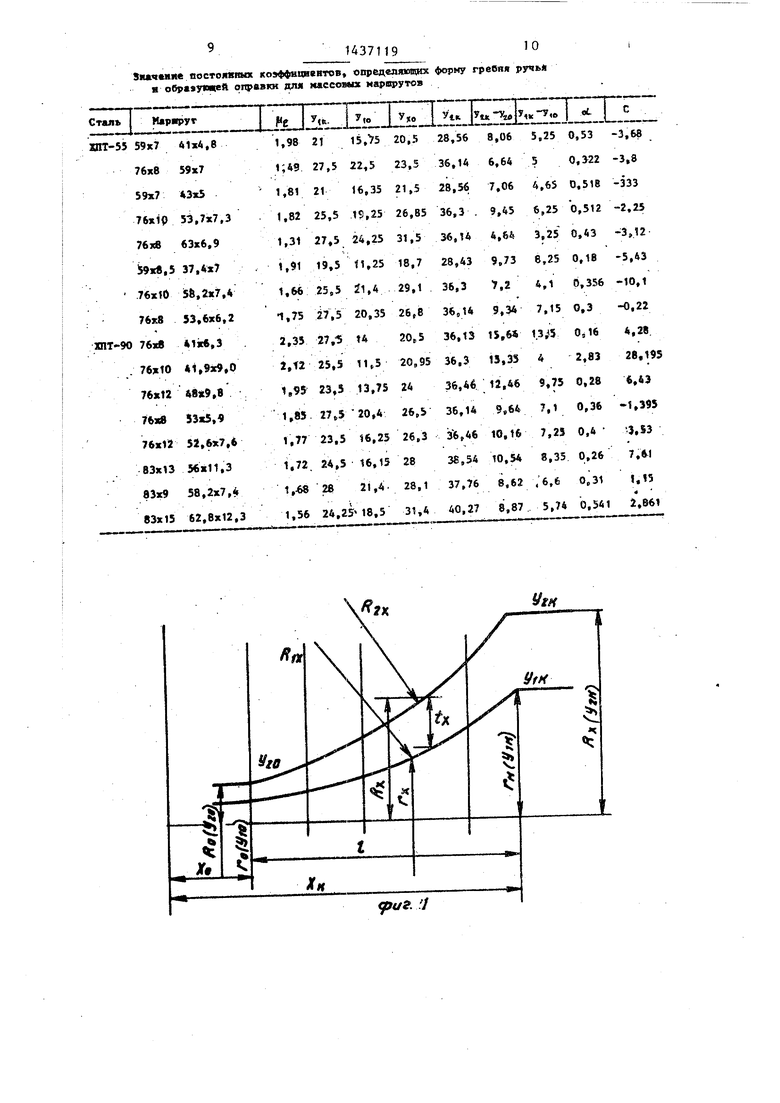
. На фиг,1 изображены образующая оп- 1 равка с радиусом кривизны в произ- 1 вольной точке y(x , равным R (ниж- 1 няя кривая), и образующая гребня I ручья с радиусом кривизны R. в точ ке У . Граничные точки криволи- i нейных образующих оправки и гребня I ручья вчначале и конце зоны обжатия с длиной Igjjt обозначены для наиболь- 1 ших размеров Д I наименьших размеров (r,j) и I Размеры. УК, R,,, г,, R соответствуют расстояниям от оси оправки до соот- 1 ветствующих точек инструмента на гра- ницах зоны обжатия.
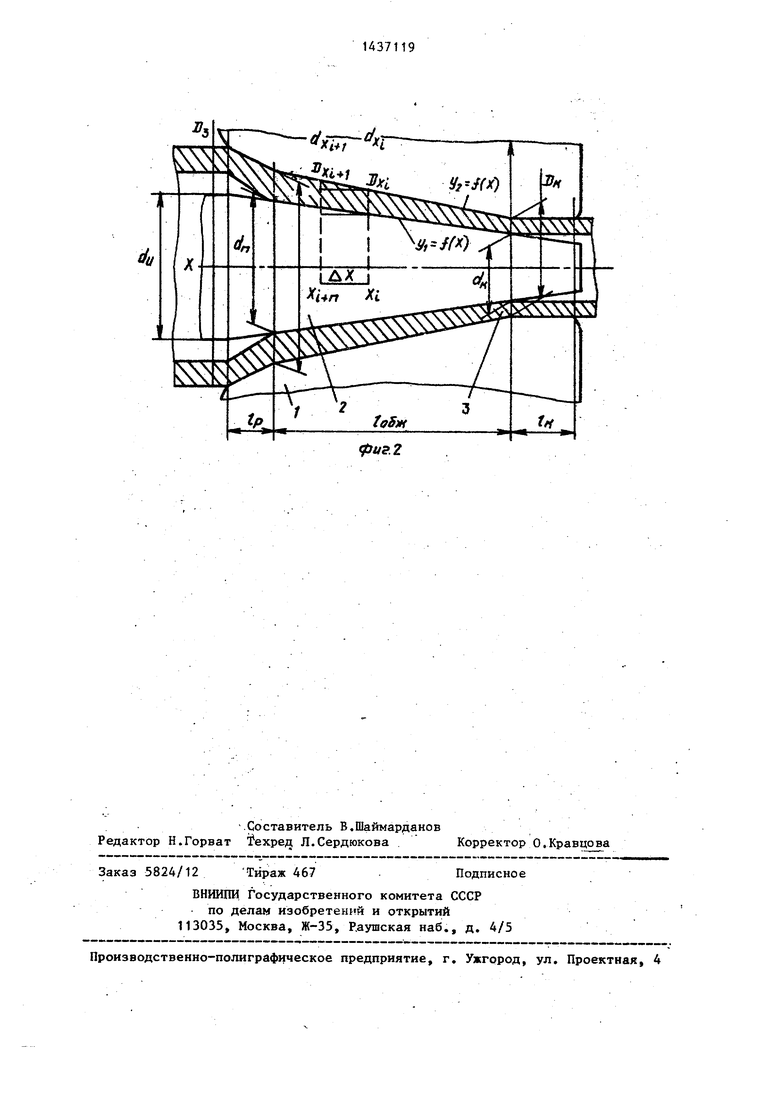
На фиг.2 показано продольное сечение развертки гребня ручья 1, оп- равки 2 в процессе периодической де- формации трубы 3. Показаны зоны ре- ; дуцирования (с длиной 1р)-обжатия (IQ, калибрования 1ц. Криволинейные образующие, оправки ,(K) и гребня ручья (x ограничены начальными dfl, П„ и конечными d.
D.
диаметрами. Произвольные точки в од- ноименных сечениях, отстоящих друг от друга на расстоянии йХ, определены через значение их диаметров , D(x; + 1)., D(xi+1),
Калибровки, полученные путем под- бора кривых, обеспечивающих приблизительное (с погрешностью) постоянство соотношения абсолютных частных обжатий (но при этом не могущих обеспе-. чить соблюдение заданной величины соотношения этих обжатий ввиду конкретной кривых) применимы вследствие порождаемой ими неравномерности деформации и всех следствий из этого лишь при сравнительно небольших обжатиях нетруднодеформируемых марок стали и малых партиях труб, так как с повышением указанных характеристик, определяющих интенсивность прокатки
на стана-х ХПК, погрешность возрастает.
Режим обжатий, полученный путем подбора кривых, имеет различную величину погрешности соотношения обжатий для разных маршрутов и марок стали, не учитывает механических свойств и общей величины деформации, не позволяет варьировать параметрами распределения усилий. Поэтому для каждо марки стали каждого маршрута при интенсивных режимах надо подбирать новые сочетания кривых. - . Условие равномерности изменения основных размеров заготовки - внутреннего или наружного диаметра и толщины стенки деформируемой заготовки (при з еныпении величин частных обжатий) , которое одновременно обуславливает равномерность распределения давлений металла на валки, можно представить в эвде соотношения:
АЦ:&УХ «.(1)
.или
Hi
bty. :udx,
гдеЬУ, id,ut - изменения радиуса, диаметра и толщины стенки деформируе- . . мой заготовки в : рассматриваемом сечении;
«t - постоянная величина.
Изменения частных деформаций ut и (4D.j) могут быть выражены через геометрические параметры гребня ручья и образующей оправки (3)
,( tgo,) (2) (tget,),(3)
где линейное смещение (произведение подачи на текущий- коэффициент вытяжки); tg УХ тангенс угла наклона касательной к профилю гребня ручья (конусность гребня ручья в сечении х); tgoix тангенс угла наклона касательной к образующей оправки (конусность оправки в сечении (х).
Поскольку тангенс угла наклона касательной к графику функции в любой точке равен первой производной этой функции (4), то справедлива замена переменных:
(х)1/д)
tigct.,y (х)
U37119
Подставим значения Jit и uV,(iDjf) из выражений (2) и (3) с учетом равенства (4) в соотношение (1).
m|u,(y(x)-y (х) miuJyjTx))
(5)
10
15
После сокращения на m|u числителя и знаменателя и переноса в правую часть уравнения получим:
у;(х)у;(х). (вб-ы) (6)
Освобождаясь от производных, получаем зависимость метяду точками гребня ручья и образующей оправки у. в произвольном сечении
yi(x)y,(x)-(d+1)+C : (7)
Элементарный анализ зависимости (7) показьшает, что кривые у и у при любом виде задания их уравнений отличаются между собой по форме. При заданной кривой у, (или y.j.) вторая кривая У- (у или у, соответственно) может быть получена в результате преобразования, изменяющего масштаб, „ --- , т.е. при (d+1)1 кривая у получа- правой части уравнений (8а) и соверггде 3 мм - половина входного зазора между внутренней поверхностью заготовки и цилиндрической частью оправки у ее большего диаметра. 1,08t - значение стенки заготовки с учетом утолщения.
,,08t,
R.,Rp - радиусы заготовки и готовой трубы; t,,t, - толщина стенки заготовки
и готовой трубы.
Оставляя в правой части С и затем приравнивая левые части уравнения (8а) 5 получим об :
Уin - 1 - . (10)
- УЮ Аналогичным образом, оставляя в
y,i(x)yv(y.K-y,)
X,ni
где y,
0
5
--- , правой части уравнений (8а) и совергy R
У,к (Rrt5)-3 мм,
где 3 мм - половина входного зазора между внутренней поверхностью заготовки и цилиндрической частью оправки у ее большего диаметра. 1,08t - значение стенки заготовки с учетом утолщения.
,,08t,
R.,Rp - радиусы заготовки и готовой трубы; t,,t, - толщина стенки заготовки
и готовой трубы.
Оставляя в правой части С и затем приравнивая левые части уравнения (8а) 5 получим об :
Уin - 1 - . (10)
- УЮ Аналогичным образом, оставляя в
| название | год | авторы | номер документа |
|---|---|---|---|
| Деформирующий инструмент пилигримового стана | 1987 |
|
SU1477489A1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| Технологический инструмент для периодической прокатки труб | 1977 |
|
SU733749A1 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| КАЛИБРОВКА ИНСТРУМЕНТА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2156174C2 |
| КАЛИБРОВКА ИНСТРУМЕНТА ДЛЯ ПРОКАТКИ ТРУБ | 2007 |
|
RU2354467C2 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
Изобретение касается периодической прокатки труб на станах ХПТ, конкретно определения формы гребня ручья по отношению к образующей оправки криволинейной формы. Целью изобретения является повышение производительности стана при наименьшей анизотропии механических свойств за счет обеспечения постоянства соотношения абсолютных частных деформаций диаметра и стенки труб по длине обжимной зоны. Инструмент содержит валок с ручьем, имеющим последовательно расположенные зоны редуцирования, обжатия и калибрования, и оправку. Геометрические параметры гребня ручья и образующей оправки определены меязду собой во всех сечениях по длине зоны обжатия из приведенных в описании соотношений. 2 ил. , 1 табл. Ф (Л
ется из у, растяжением, а, при («t+1):- 1 - сжатием.
Форма кривых различна, если разичны их уравнения. Так, одноименные кривые (5) , имеюш 1е различные показатели степени, имеют различную фор-: му. Показатели степени кривых у,- и У 2 (7) равны между собой, однако все точки кривой у в (ci+1)+C раз отличаются по величине расстояния от оси прокатки от соответствующих точек :: кривой у. Форма графиков функций существенно отличается. Другие показатели формы кривых у и Уу также существенно отличаются между собой.
Определение постоянных вб и С вы- . полним по уравнению (7), задавая в соответствии с фкг, значения расстояния от оси прокатки до крайних отрезков точек у и у в сечениях
yj, ()y, (xj+clf .
у,(л-И)у,(хО+С/
или у„(оС+1)-у ю+С
) У,к+С
Значения расстояния от оси прокатки до крайних точек кривых у,, (х) и У(х,)-у,,У4 ,У,о, yjK определяем по данным конкретного маршрута прокатки по уравнениям
V 1|
(R ) (9)
y«((yiK-yw)(L
(11)
щив необходимые преобразования, определяем С:
iK С :
0У10 - У1К
Значение постоянных коэффициентов y,q.y-iK различных массовых маршрутов прокатки на используемых станах представлено в таблице.
5 Значения коэффициента об, определяющего обжатия, конкретно - соотношения частных обжатий диаметра и стенки для данной марки стали (1) могут либо задаваться заранее, либо опреде0 литься по заданным значениям у,
I УЧИ У 10 У-гк (10) Если значения «i
j заданы, как и значение размеров заго- тонки У2((У1к варьируя значение
y,(j или у, в зависимости от конеч- 5 ных размеров имеющегося инструмента ; или других технологических условий, можно установить по зависимости (10) -значения оставшегося параметра, а затем по формуле 1Г вычислить С.
заданных значениях oi и размерах готовой трубы аналогичным образом можно выбрать размеры заготовки. Давление металла на валки пропорционально деформации и сопротивлению де- 55 формации. Поскольку сопротивление деформации увеличивается по длине от начала обжимной зоны к ее концу,то величина общей контактной поверхнос- ти на столько же уменьшается, чтобы
. 51
давление на валки были равномерными. Чем равномернее уменьшаются частные деформации, чем большей может быть величина общей деформации при заданных максимально допустимых давлениях металла на валки.
Деформация заготовки в трубу предлагаемым инструментом происходит следующим образом. ,
Заготовка осаживается по диаметру редуцирующим участком гребня ручья 1 на оправке 2 после,чего,в точке А начинается деформация заготовки по диаметру и толщине стенки одновремен- но по все й длине обжимной зоны АВ. Величины абсолютных частных деформаций &D и ut уменьшаются по мере приближения к точке В так, что их соотношение по длине обжимной : зоны АВ остается постоянным. В зоне калибрования деформация рабочего конуса заканчивается.
Интенсивность обжатия определяется геометрическими параметрами задан- ной кривой гребня ручья или оправки.
Исходная кривая - профиль гребня ручья или образующая оправки может быть задана либо в виде уравнения« ; либо сразу в виде точек, расположен- ных на определенных расстояниях.
В практических условиях эксплуатации инструмента станов ХПТ при прокатке из одной заготовки сначала од- ного размера готовой трубы, а потом следующего, имеющего новый диаметр внутренней поверхности, возникает необходимость выбора образующей оправки. Образующая оправка должна быть выбрана в соответствии с тем профилем гребня ручья, который получается после изготовления какого-то срока работы и шлифовки.
Если выбрать точки образующей новой оправки в соответствии с факти- ческим профилем гребня, то полученньй инструмент будет существенно отличаться от того, который заложен в калибровке.
Для того, чтобы инструмент обес- печивал постоянство соотношения абсолютных деформаций диаметра и стенки по длине обжимной зоны, фактические размеры гребня ручья и оправки должны выбираться из соотношения (7). Уело- вие (1) подобия (кратности) или равенства обжатий диаметра и стенки для реальных маршрутов может быть выполнено, если привести в соответствие
д
g n
5
Q
5
0
196
по формулам (10) и (11) заданные размеры заготовки и готовой трубы с па-; раметрами известного (заданного) профиля одного из инструментов (гребня ручья или образующей оправки). При этом, как следует из таблицы, значение оС не всегда число.целое. Для получения заданного, например, целого об необходимо выполнить коррекцию одного из радиусов наружной и внутренней поверхности трубы либо заготовки Представив (10) как разность указан-, ных радиусов и задавшись значением ci,, определим, что разность радиусов наружной поверхности границ зоны обжатия превышает разность радиусов внутренней поверхности. Из этого следует, что для получения целочисленного подобия частных обжатий необходимо аналогичное целочисленное соотношение размеров заготовки и готовой трубы. Корректировка размеров заготовки в сторону увеличения обжатий существенно не увеличивает давлений металла на валки. Повышение равномерности формоизменения в зоне обжатия за счет соответствия профиля развертки гребня и образующей оправки позволяет уменьшить на 25-65% длину зоны редуцирования и тем самым повысить равномерность обжатия в очаге деформации.
Для любой формы гребня или образующей оправки вторая кривая, соответственно образующая оправки или гребень ручья, определяемые из соотношения (7), обеспечивают при прокатке постоянство (или равенство) соотношения абсолютных частных деформаций по длине зоны обжатия.
Значения скорректированных размеров границ зоны обжатия:
..„
(12)
У
1К
3fi.k -Уго Oil
Профиль ручья по его ширине в пределах зоны обжатия выбирают аналогично профилю гребня (7), вычисляя коэффициенты Ы| и C по формулам (10) и (11), только подставив взамен размеров гребня (у гц и ) размеры выпусков ручья, определенные по известным методикам в соответствующих граничных точках зоны обжатия.
Предлагаемое соответствие между точками обеих кривых, образующих продольный профиль прокатного зазора.
1
позволяет обеспечить необходимые, заданные условия деформации с учетом погрешностей изготовления инструмента и его износа.
В результате неточного изготовления гребня ручья (или оправки) получаемые кривые существенно отличаются от расчетных, что приводит к отклонению процесса прокатки. Если второй инструмент изготовить с учетом погрешностей изготовления, первого (которые в настояс ее время трудно учесть заранее или существенно снизить без дополнительных затрат) или изменений его профиля в результате износа и перешлифовки при эксплуатации, то только в этом случае отклонения режимов деформации будут наименьшими от закладываемых в калибровку.
В результате указанных случайных отклонений изготовления и эксплуатации может быть получено бесчисленное множество кривых, которые только при данной предлагаемой коррекции второго профиля по первому позволяют получать заданный режим деформаций..
Таким образом, заданные условия деформации, в частности режим/ частных обгатий, могут быть получены при соб- людении следующих условий и выполнении для их осуществления действий.
Исходя из данных размеров одного из инструментов на границах зоны обжатия заданного значения oi определяют соотношение размеров заготовки и готовой трубы (10) значение коэффициента С (11) .
По измеренным текущим значениям размеров наружного или внутреннего инструмента (7) определяют значения размеров соответствующих сечений и самого инструмента в зоне обжатия.
Если значение oi. для рассматриваемого маршрута прокатки данной марки стали удовлетворительное, то корректировку размеров заготовки и готовой трубы не производят.
Указанные преимущества предлагаемого инструмента позволяют создать резерв качества и использовать его как для увеличения режимов прокатки и количества выпускаемых труб, так и для получения высококачественных труб ответственного назначения.
Испытания предлагаемого инструмен- та проводились на стане ХПТ 32 при
5
о
5
5
198
прокатке труб 16x2,5 мм из нержавеюгщих сталей.
По сравнению с прототипом испытания показали значительное снижение прокатных дефектов на внутренней поверхности труб при обычных и повышенных режимах деформации (при полуторном увеличении величины подачи).
Выход годного по сравнению с известными инструментами увеличился в 1,3-1,5 раза.
Формула изобр е тения
Инструмент для периодической деформации труб, содержащий валок с ручьем и оправку, имеющие последовательно расположенные зоны редуцирования, обжатия, где гребень ручья и образующая оправка описаны уравнениями одноименных кришлх с одинаковыми показателями кх степеней и калибрования, отличающийся тем, что, с целью повышения производительности стана при наименьшей анизотропии механических свойств эа счет обеспечения постоянства соотношения абсолютных частных деформаций по диаметру и толщине стенки прокатываемых труб, геометрические параметры ручья и оправки определены по длине обжимной зоны из соотношения
yi(x)y,(x) («Л+О+С,
где У2,(х),у(х) - соответственно радиусы ручья и оправки в произвольных одноименных сечениях обжимной зоны;
X, С - постоянные коэффициенты, устанавливаемые зависимостями
С
об УiiiYio
У1К -У,о Уйо У 1 У10
У1К -Ую
1,
где Ул1,Улп соответственно наружные
IV;
м
радиусы ручья в начале и конце зоны обжатия; УЮ радиусы оправки, соответствующие началу и концу зоны обжатия.
pui. 7
.Составитель В.Шаймарданов Редактор Н.Горват ехред Л.Сердюкова Корректор О.Кравцова
Заказ 5824/12
Тираж 467
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.2
Подписное
| Авторское свидетельство СССР 229420, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Калибратор нелинейных искажений | 1976 |
|
SU584261A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для измерения потери веса материалов в вакууме | 1990 |
|
SU1777043A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
