Известны устройства для автоматической сборки деталей круглого поперечного сечения, которые :нельзя использовать для автоматической сборки деталей некруглого (квадратного, прямоугольного « т. п.) поперечного сечения.
В предлагаемом устройстве, с целью автоматизации процесса сбор.ки, ааправляющий элемент выполнен iB виде обоймы с установленными внутри нее двумя диаметрально расположенными угольниками, связанными с обоймой Посредством пневмокамер с упругими стенками и имеющими с внутренней стороны профиль по форме собираемой детали.
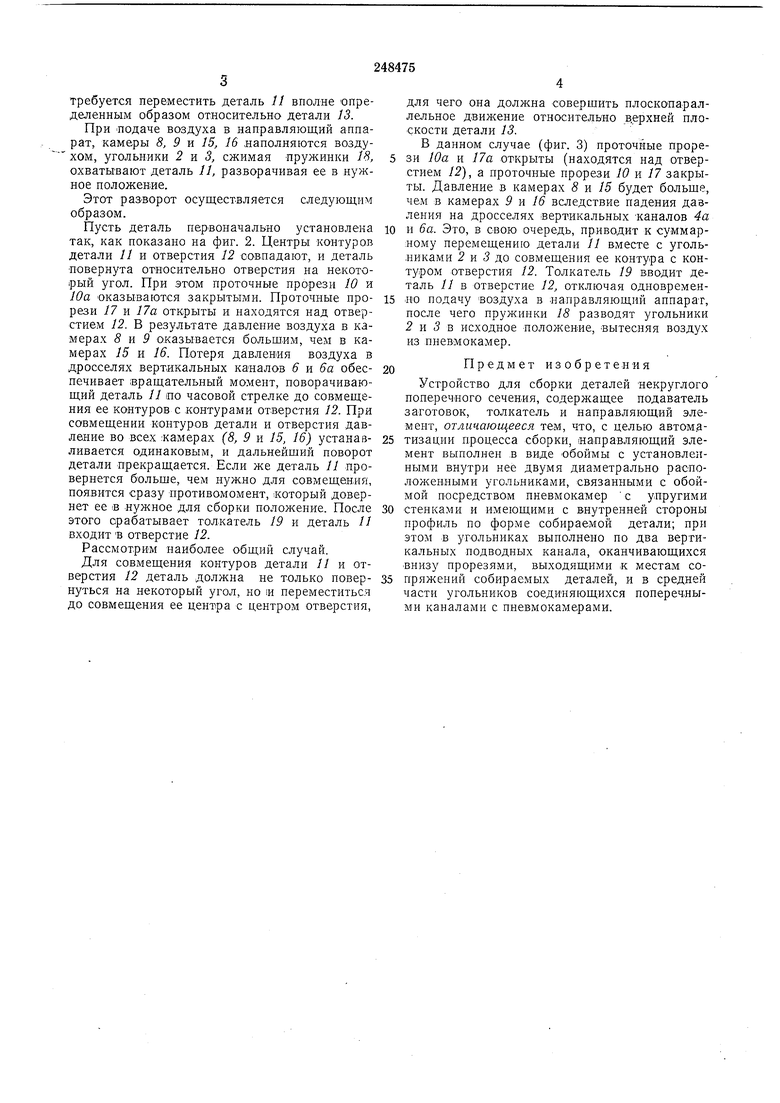
На фиг. 1 схематически изображено предлагаемое устройство, продольный и поперечный разрезы; на фиг. 2 показан один вариант работы устройства; на фиг. 3 - наиболее общий случай работы устройства.
Устройство состоит из обоймы 1 (фиг. 1) и двух угольников 2 я 3 с системой каналов: вертикальных каналов 4 и 4а с установленными в них дросселями 5 и 5а и вертикальных каналов 6, 6а, в которых также установлены дроссели, на фиг. 1 не .показанные. Вертикальные каналы 4 и 4а через горизонтальные каналы 7 и 7а сообщаются с гибкими :камерами 8 к 9. Внизу в этих каналах выполнены проточ,ные прорези 10 и Юа, выходящие к стыкам прямоугольной детали 11 (одна из деталей, подлежащих сборке) и прямоугольного же отверстия 12 в детали 18, в которое долж.на быгь вставлена деталь //.
Вертикальные каналы 6 и 6а горизонтальными каналами 14 и 14а соединяются с гибкими камерами 15 и 16. Внизу каналов 6 и 6а у верхнего торца детали 13 имеются проточные прорези 17 и 17а, также выходящие к месту стыка детали // и отверстия 12 детали 13.
Между угольниками 2 и 3 и обоймой / расположены восемь распор-ных пружинок 18.
Деталь 11 вместе с угольниками 2 и 3 может перемещаться в горизонтальной плоскости и поворачиваться относительно вертикальной.
Заборные скосы в верхней части угольников 2 и 5 облегчают попадание детали 11 в аппарат. Вверху над аппаратом находится толкатель 19. Для ввода детали 11 в отверстие 12 детали
13 направляющий аппарат устанавливается над деталью 13, которая, в свою очередь, может располагаться, .например в гнездах планшайбы сборочной машины; планшайба подходит под направляющий аппарат.
Деталь 11 устанавливается между угольниками 2 и 5. Нижним торцом она опирается на верхнюю плоскость детали 13. Когда сопрягаемые плоскости детали // и отверстия 12 совпадают, она сразу входит в отверстие. Однако s
требуется переместить деталь // вполне определенным образом относительно детали 13.
При -подаче воздуха в направляюп1,ий аппарат, камеры 8, 9 и 15, 16 наполняются воздухом, угольники 2 и 3, сжимая пружинки 18, охватывают деталь 11, разворачивая ее в нужное положение.
Этот разворот осуществляется следующим образом.
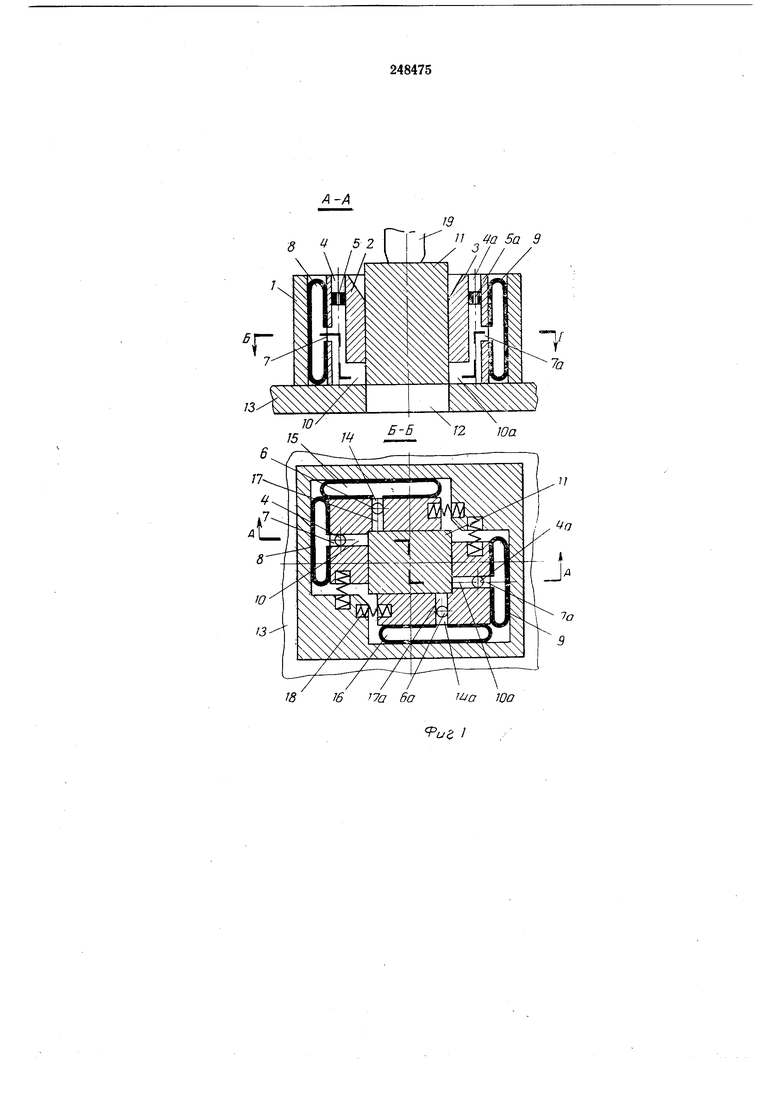
Пусть деталь первоначально установлена так, как показано на фиг. 2. Центры контуров детали 11 и отверстия 12 совпадают, и деталь повернута относительно отверстия на некоторый угол. При этом проточные прорези 10 и 10а оказываются закрытыми. Проточные прорези 17 и 17а открыты и находятся над отверстием 12. В результате давление воздуха в камерах 8 и 9 оказывается большим, чем в камерах 15 и 16. Потеря давления воздуха в дросселях вертикальных каналов 6 и 6а обеспечивает 1вращательный момент, поворачивающий деталь 11 по часовой стрелке до совмещения ее контуров с контурами отверстия 12. При совмещении контуров детали и отверстия давление во всех камерах (8, 9 и 15, 16) устанавливается одинаковым, и дальнейший поворот детали прекращается. Если же деталь 11 провернется больше, чем нужно для совмещения, появится сразу противомомент, который довернет ее iB нужное для сборки положение. После этого срабатывает толкатель 19 и деталь // входит В отверстие 12.
Рассмотрим наиболее общий случай.
Для совмещения контуров детали 11 и отверстия 12 деталь должна не только повернуться на некоторый угол, но и переместиться до совмещения ее центра с центром отверстия.
для чего она должна соверщить плосконараллельное относительно в.ерхней плоскости детали 13.
В данном случае (фиг. 3) проточные прорези 10а ц. 17а открыты (находятся над отверстием 12), а проточные прорези 10 и 17 закрыты. Давление в камерах S и /5 будет больще, 4ejM в камерах 9 н 16 вследствие падения давления на дросселях вертикальных каналов 4а
и 6а. Это, в свою очередь, приводит к суммар:ному перемещению детали 11 вместе с угольниками 2 и 5 до совмещения ее контура с контуром отверстия 12. Толкатель 19 вводит деталь // в отверстие 12, отключая одповременно подачу воздуха в нанравляющий аппарат, после чего прулсинки 18 разводят угольники 2 и 5 в исходное полол ение, вытесняя воздух из пневмокамер.
Предмет изобретения
Устройство для сборки деталей некруглого поперечного сечения, содержащее подаватель заготовок, толкатель и направляющий элемент, отличающееся тем, что, с целью автоматизации процесса сборки, направляющий элемент выполнен в виде обоймы с установленными внутри нее двумя диаметрально расположенными угольниками, связанными с обоймой посредством пневмокамер с упругими
стенками и имеющими с внутренней стороны профиль по форме собираемой детали; при этом в угольниках выполнено по два вертикальных подводных канала, оканчивающихся внизу прорезями, выходящими к местам сопряжений собираемых деталей, и в средней части угольников соединяющихся понеречными каналами с пневмокамерами. 7а 6 а Юо
// а 5а 9
J
иг I
ш
АУ
/7
Юа
J- 3
J6
Фиг.З