Изобретен е стноогтся к автоматической сборке деталей т;:::а зал-втулка.
Известные устройства, включающие планшайбу с гнездам:--: для размещения втулки и пневматическ:;й , позволяют осуществлять сборочный процесс перемещением собираемых деталей только вдоль одной оси.
П.редлагае.мое устройство обеспечивает относительное г;еремещен 1е собираемы.ч деталей вдоль двух взаимно перпендикулярны.х осей - перемещен lie в плоскости, что делает устройство более универсальным, расширяет е.го технологические зозможности. Кроме тото, значительно повышается надежность работы и производительность сборочной машины. Этот эффект достигается те, что контрольный и исполнительный .механизмы соединены в одном устройстве и язля:ютс5г однотипными. Устройство снабжено установленной на планшайбе центрирующей втул: ой с полостью в виде сообщающихся между собой верхней и нижней ка.мер, последняя из которых разделена радиальными перегородками на сешхии, связанные воздухопроводам с двумя пневмоприводами двойного действия, рабочие органы которых шаря: 1рно соединены с и,е};трирующей втулкой. Сборочное устройство определяет величину фактического рассогласования в плоскости совмещения и устраняет рассогласование как по величине, так и по направлению.
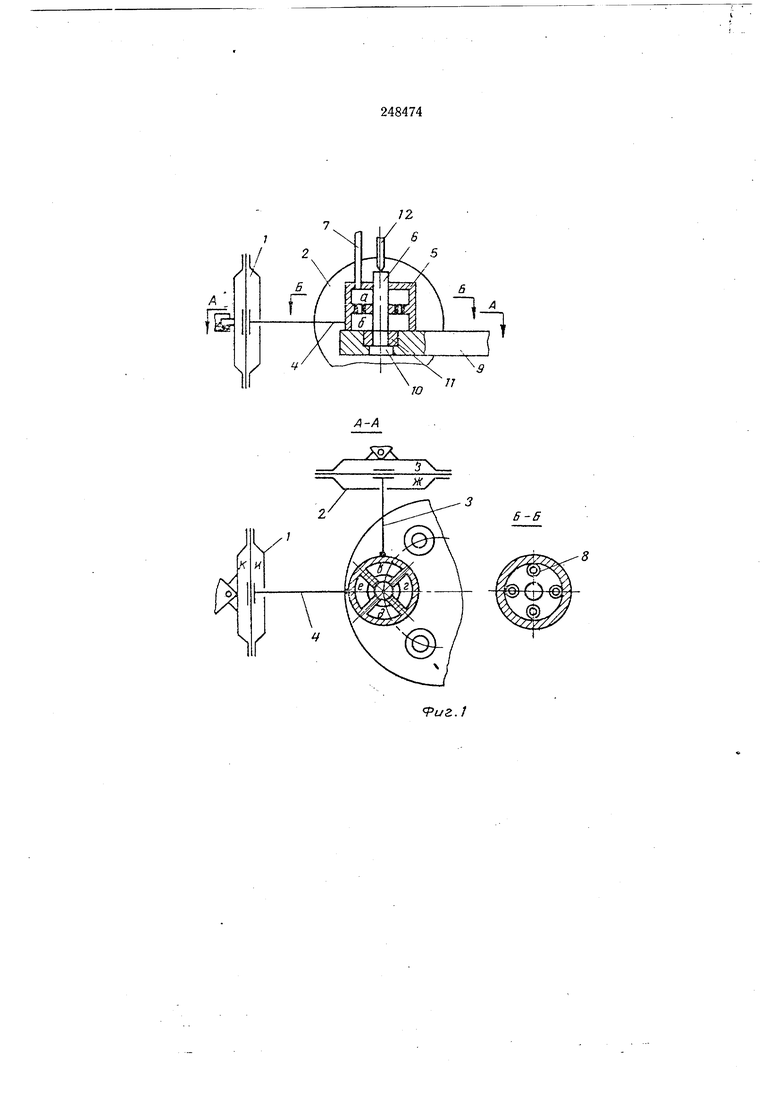
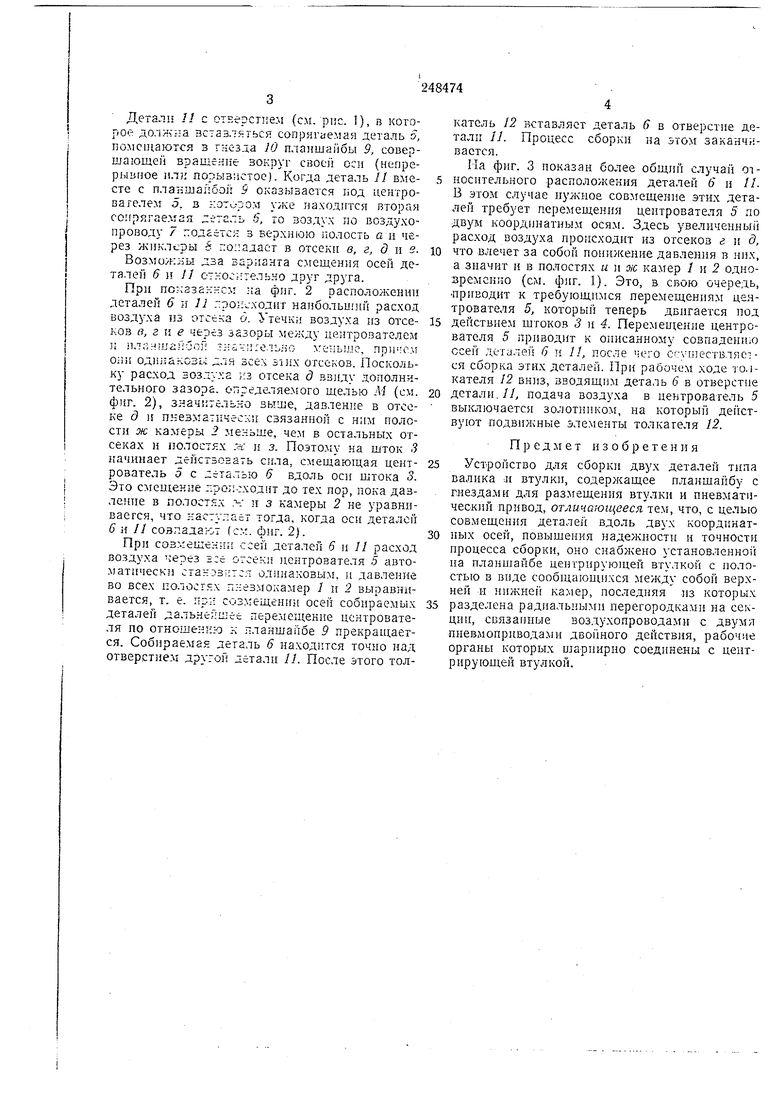
На фиг. 1 представлено описываемое устройство; на фиг. 2 - схема работы дентрователл; на фиг. 3 - общий случай работы центрователя; на . 4 - схема видоизменения устройства.
Устройство состоит из пнезмокамер / и .2 двойного действия, соединенных шарнирно штока.ми 3 и 4 с центрователем 5, состоящим из двух полостей о -и б. Полость б в свою очередь .разделена на отсеки о, г, д и е, отделенные одна от другой радиальными перегородками и деталью 6. Отсеки в, г, д . е центрователя 5 соединены гибкими воздухопроводами (на чертежах не показаны) с полостями ж, з,
« и к пнев.мокамер I 2 следующим образом: отсек в - с полостью з, отсек г - с полостью и, отсек д - с полостью ж и отсек е - с полостью к.
К полости а подведен воздухопровод 7, который другим свои.м конио присоединен к золотнику. В перегородке .между полостя.ми с и б (между полостью а и отсеками в, г, д и е соответственно) имеется четыре жиклера 8.
Детали // с отЕерст ем (см. рпс. 1), в которое должна вставляться сопрягаемая деталь о, помещаются з гнс-зда 10 планшайбы 9, совершающей врашснне вокруг своей оси (непрерывгюе или порывистое). Когда деталь / вместе с планшапбой 9 оказывается под цеитровагелем 5, з ;-:OTI:OOM уже находится вторая сопрягаелгая ;:е7аль 6, то воздух по воздухопроводу 7 подается 3 верхнюю полость а н через жиклеры 6 попадает в отсеки в, г, д и з.
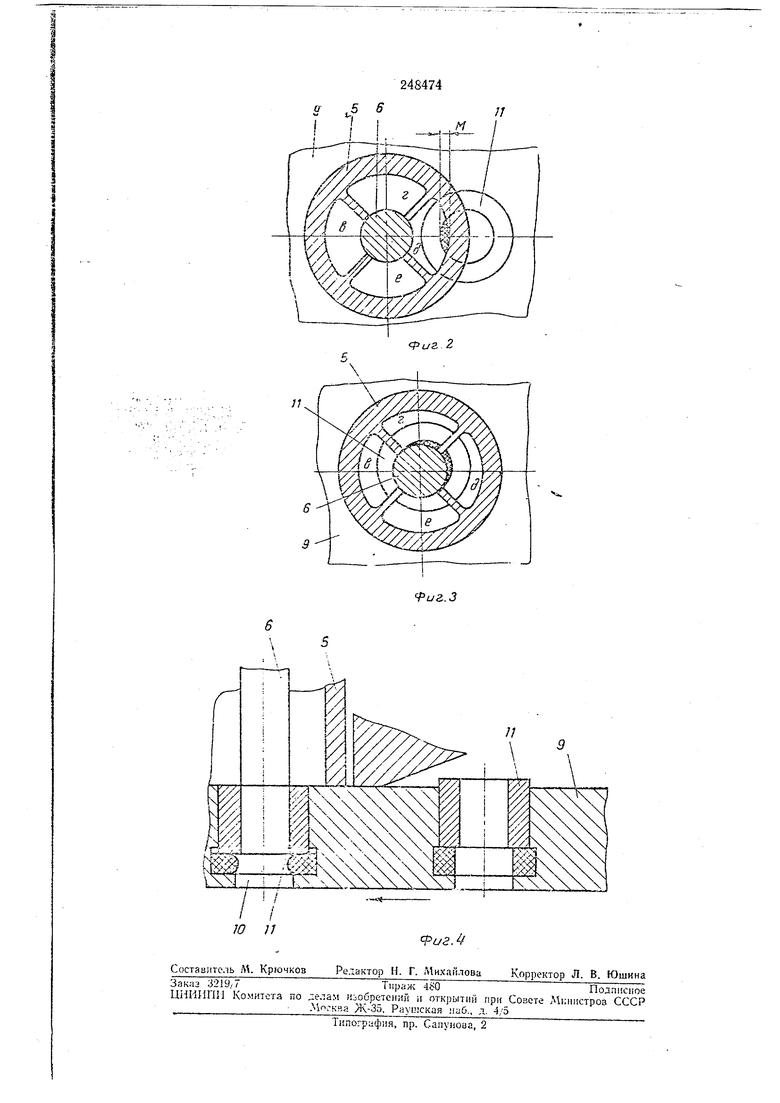
Возможны два варианта с.мещення осей деталей 6 и // относительно друг друга.
При по 2заннсм ;ia фпг. 2 расположении деталей 6 и 11 происходит наибольшей расход воздуха из отсека о. Утечкп воздуха из отсеков в, г е зазоры между це;ггрователем и ллоНИгйбой :: :iv;:e.ibHO , оди;.;аг;овы для зсех эхнх отсеков. Поскольку расход воздуха i:3 отсека д BBjay дополнительного зазора, опредетяемого ш:елью М (см. ф){г. 2), злачптельно выше, давление в отсеке д If п.чевматическ связанной с ним полости ж камеры 2 меньше, чем в остальных отсеках и полостях ж и 3. Поэто.му на шток 3 начинает действовать сила, смещающая центрователь 5 с деталью 6 вдоль оси штока 5. Это смещение лропсходгт до тех пор, пока давление в полост.;х ; и з камеры 2 не уравниваегся, что наступает тогда, когда оси деталей 6 и II совпадают (см. фиг. 2).
При совмещении -ссей деталей 6 и 11 расход воздуха -:ерез все OTceKji иентрователя 5 автоматически становится одинаковым, и давление во всех полостях пневмокамер 1 и 2 выравнивается, т. е. при совмещении осей собираемых деталей дальнейшее пере.мещение цснтрователя по отношению к планшайбе 9 прекращается. Собираемая деталь 6 находится точно над отверстием другой детали //. После этого толкатель 12 вставляет деталь 6 в отверстие детали //. Процесс сборки на этом заканчивается. Ма фиг. 3 показан более общий случай относительного расположения деталей 6 и //. В этом случае нужное совмещение этих деталей требует перемеидения центрователя 5 по двум координатны.м осям. Здесь увеличенный расход воздуха происходит из отсеков г и д,
что влечет за собой понижение давления в них, а значит и в полостях и и ж камер / и 2 однозремснно (см. фиг. 1). Это, в свою очередь, пр1ГЕОдит к требующимся иеремещения.м центрователя 5, который теперь двигается иод
действием щтоков 8 и 4. Перемещение центрователя 5 приводит к описанному совпадению осей деталей 6 и //, после чего осуществляемся сборка этих деталей. При рабочем ходе толкателя 12 вниз, вводящим деталь 6 в отверстие
детали.//, подача воздуха в иентрователь 5 выключается золотииком, на который действуют подвижные элементы толкателя 12.
Предмет изобретения
Устройство для сборки двух деталей типа валика л втулки, содержащее планщайбу с гнездал1и для размещения втулки и пневматический привод, отличающееся тем, что, с целью совмещения деталей вдоль двух координатных осей, повышения надежности и точности ироцесса сборки, оно снабжено установленно на планшайбе центрирую цей втулкой с иолостью в виде сообщающиьчся между собой верхней и нижней камер, последняя из которых
разделена радиалыгыми перегородками на секции, связанные воздухопроводами с двумя пневмоприводами двойного действия, рабочие органы которых шарнирно соединены с центрирующей втулкой.
77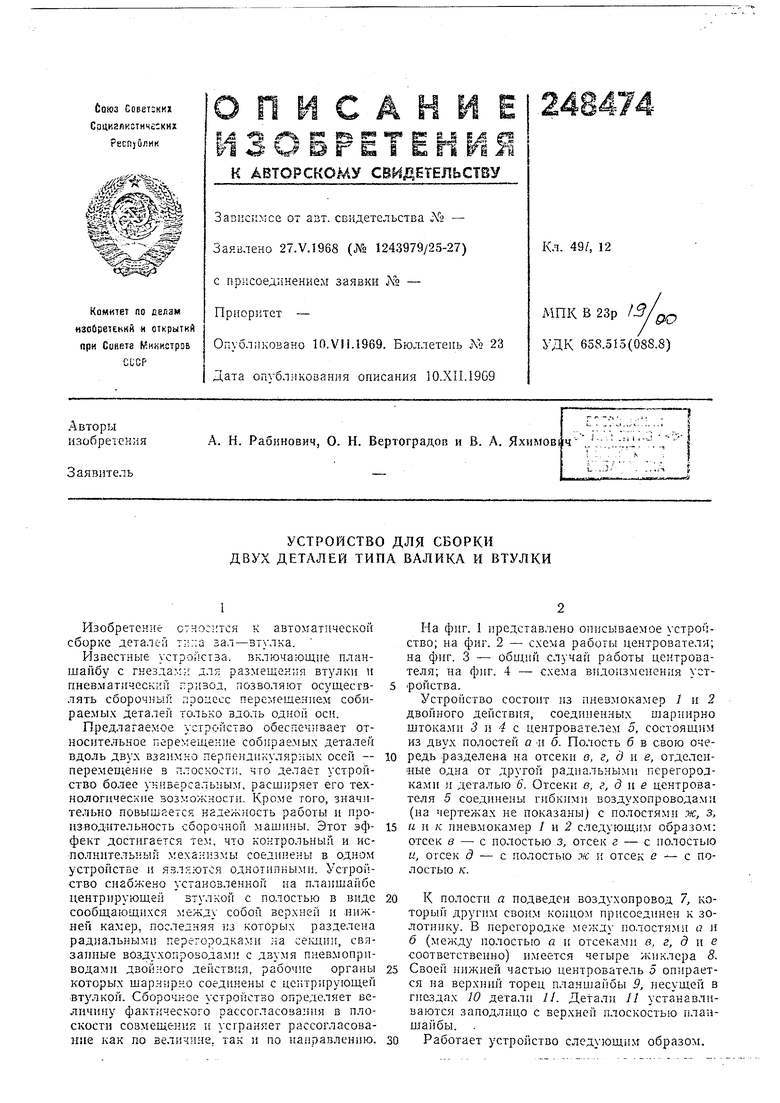
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ —ВТУЛКА | 1973 |
|
SU368003A1 |
| УСТРОЙСТВО для СБОРКИ ДЕТАЛЕЙ | 1971 |
|
SU298457A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| УСТРОЙСТВО для СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛИКА И ВТУЛКИ | 1969 |
|
SU248476A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Питатель для подачи крепежных деталей в зону сборки | 1982 |
|
SU1058696A1 |
| Устройство для сборки деталей типа вал-втулка | 1990 |
|
SU1780980A1 |
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| АВТОМАТ ДЛЯ СБОРКИ И СМАЗКИ ВТУЛОК ЛАБИРИНТНЫХ | 1972 |
|
SU433009A1 |