Изобретение относится к средствам автоматизации технологических процессов сборки изделий в машиностроении и других отраслях нромын ленности и может быть применено в автоматических сборочных машинах.
Известно устройство для сборки деталей типа валик-втулка, содержащее подаватель валика, а также иодставку для втулки и силовые элементы, обеспечивающие плавающее перемещение втулки в нлоскости нерпендикулярной оси. Однако такое устройство не обеспечивает точной относительной ориентации валика и втулки.
С целью повыщения точности относительной ориентации собираемых деталей предлагаемое устройство снабжено механиз.мом центрации втулки, выполненным в виде сильфонов со штоками, расположенных на заданном расстоянии один от другого и связанных общей напорной магистралью, последовательно подключенной к трубопроводу, соединенному с силовыми элементами. В штоках сильфонов выполнены каналы для подачи сжатого воздуха от пневмопривода в отверстие втулки. Сильфоны закреплены на кольце, установленном соосно с корпусом и имеющем возможность возвратно-поступательного перемещения. Силовые элементы выполнены в виде радиальНО установленных на корпусе гофрированных
трубок с сердечниками, на которых закреплены пальцы, центрирующие подставку.
Для поджатия подставки к корпусу в момент совмещения осей валика и втулки устройство снабжено дополнительным пневмоприводом.
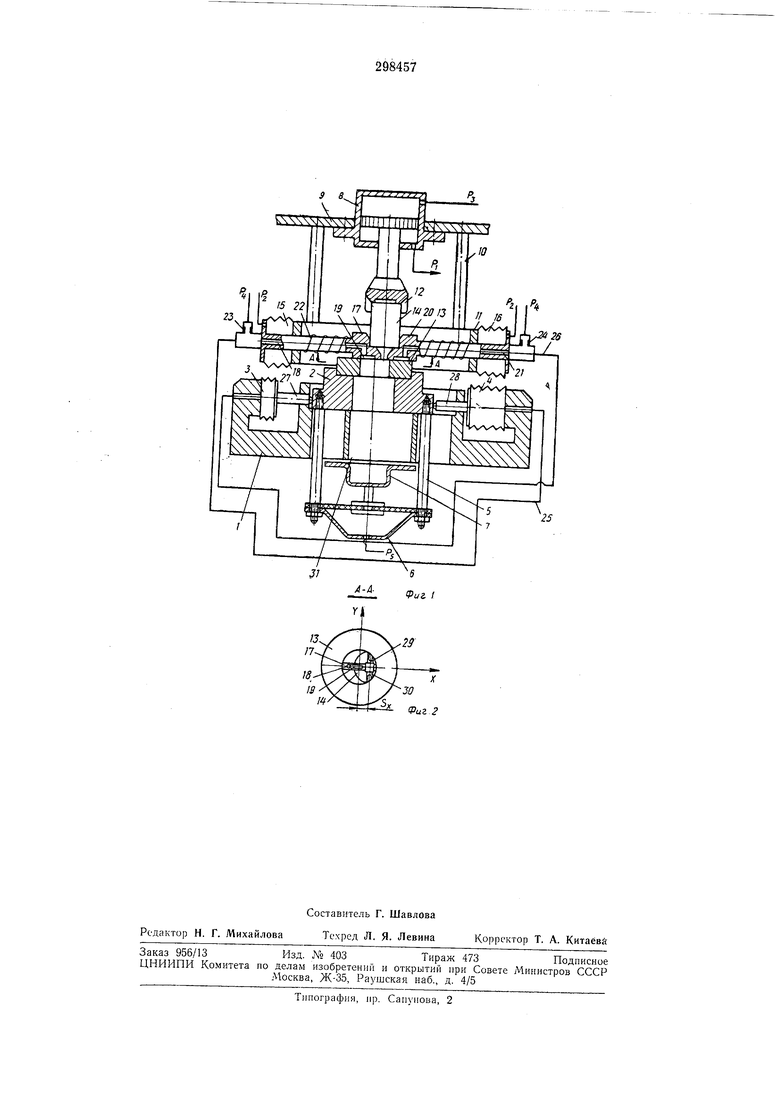
На фиг. 1 представлено описываемое устройство в продольном разрезе; на фиг. 2 - разрез по А-А на фиг. 1.
Устройство состоит из корпуса 1, на котором располол ена подставка 2, имеющая подвижность в горизонтальной плоскости. К корпусу прикреплены расположенные накрест силовые элементы, два из которых, а именно элементы 3 и 4, показаны на фиг. 1. Снизу в корпусе имеются отверстия, через которые проходят тяги 5, верхними концами крепящиеся к подставке 2, а нижними концами - к мембранному приводу 6. На мембране привода расположен крепящийся к ней упор 7.
Над корпусом сверху размещен пневматический пресс 8, который прикреплен к траверсе 9. К этой же траверсе на нескольких стойках 10 прикреплено кольцо 11, располагающееся над корпусом. Шток порщня пресса 8 оканчивается подавателем 12, в который помещается подлежащий сборке со втулкой 13 валик 14. заны на фиг. 1 (сильфоны 15 и 16). Наружные торцы всех сильфонов соединены со штоками, имеющими внутренние осевые каналы (отверстия). На внутренних концах штоков имеются кулачки, а в кулачках - выходы внутренних отверстий штоков. Так, с сильфаном 15 связан шток кулачка 17. В штоке имеется осевой канал (отверстие) 18, заканчивающийся выходом 19. Аналогично с сильфоном 16 связан кулачок 20, шток которого 10 имеет осевое отверстие (канал) 21. Два оставшихся сильфона, которые расположены перпендикулярно к плоскости чертежа (см. фиг. 1), выполнены так же и имеют такие же связи. На щтоках всех кулачков надеты пру- 15 жины сжатия. Например, на штоке кулачка 17 надета пружина 22. На наружных торцах сильфонов имеются подводящие воздух тройники с дросселями. Разводной сильфон 15 связан с тройником, 20 имеющим дроссель 23, а сильфон 16 - с троиНИКОМ, имеющим дроссель 24. Оси сильфонов 15 и 16 лежат в вертикальной плоскости, в которой лежат также оси силовых элементов 3 и . У накрест лежащих силовых элементов 25 расположение аналогичное. Тройник, укрепленньш к наруншому торц сильфона 15, связан воздухопроводом 25 с элементом 4; тройник, укрепленный к торцу силь-30 фона 16, связан воздухопроводом 26 с элементом 3. Аналогично соединены тройники, сильфоны и силовые элементы, расположенные в плоскости, перпендикулярной плоскости чертежа.35 Центрирующие пальцы силовых элементов, укрепленных на корпусе, упираются в подставку 2. Так, палец 27 элемента 3 упирается в подставку слева, а палец 28 элемента 4 - справа. Аналогичное положение и у накрест40 лежащей пары силовых элементов. Подставка может под действием этих элементов перемещаться, опираясь на горизонтальную плоскость корпуса. На фиг. 2 показаны кулачки 29 и 30 с вы-45 ходами осевых каналов, расположение которых перпендикулярно плоскости чертежа. Работа устройства состоит из нескольких этапов. I. Исходное положение. Шток пресса S с50 подавателем 12 валика поднят в верхнее крайнее полол ение, поскольку в нижней полости цилиндра пресса 8 создано давление PI. Все кулачки штоков сильфонов находятся в крайних удаленных от центра положениях, так как55 в сильфонах находится воздух под давлением Р2, достаточным для разводки кулачков. В иодмембранную полость привода 6 давление не подано, в связи с чем упор 7 находится в нижнем (опущенном) положении (см.60 фиг. 1). Поэтому подставка 2 располагается свободно на плоскости 31 корпуса. Расположение подставки 2 определяется соотношением сил трения между подставкой и корпусом и упругих сил тяжести силовых элементов. 5 65 II. Подготовка к сборке. Валик 14 и втулка 13 подаются соответственно в подаватель 12 и подставку 2 и фиксируются в них известными способами. Эта подача производится тогда, когда корпус 1 и кольцо 11 разведены в разные стороны, например вправо и влево, либо кольцо отведено вверх, а корпус вниз. После этого кольцо и корпус совмещаются. Очевидно, что из-за неточностей изготовления деталей, погрещностей в работе механизма и погрешностей базирования оси валика и отверстия втулки имеют в общем случае некоторое смешение, которое перед сопряжением деталей нужно устранить. После установки кольца Л и корпуса 1 друг против друга (как показано на чертеже) подготовка к сборке заканчивается. П1. Давление Р снимается, и подается давление РЗ в верхнюю полость пресса 8. Величина давления РЗ относительно невелика. Под действием его пресс опускает валик. Перед этим стравливается воздух из сильфонов, т. е. давление Яг обращается в нуль. Поэто.му пружины сводят кулачки 17, 20 и 29, 30 к центру. Валик, опускаясь, разводит кулачки, действуя на их верхние скосы, и опирается на горизонтальные уступы кулачков. Воздух из верхней полости пресса стравливается, нижние плоскости кулачков лежат при этом на верхпей плоскости втулки. Через тройник подается под давлением Р воздух во внутренние осевые отверстия 18, 21 и два других через дроссели. Воздух проходит эти отверстия и выходит из выходов наружу вниз, например. через выход 19 и остальные три выхода. За дросселями воздух, подаваемый под давлением Р, разветвляется. За дросселем 23 воздух по воздухопроводу 25 попадает в силовой элемент 4. Аналогично за дросселем 24 воздух по воздухопроводу 26 попадает в силовой элемент 5. Вследствие того что оси валика и отверстия втулки смещены друг относительно друга, расход воздуха из выхода 19 и трех остальных выходов кулачков разный, а значит, различаются и расходы и через осевые отверстия 18, 21 и два других. Ось валика смешена вправо по координате X относительно оси отверстия втулки. Поэтому расход воздуха через канал 18 больше, чем через аналогичный выход, которым оканчивается осевое отверстие 21. Поскольку это так, то в элементе 4, пневматически связанном с каналом 18 и (выходом t/9), давление воздуха ниже, чем в элементе 3, так как последний связан с осевым отверстием 21, расход воздуха через которое меньше (выход этого отверстия закрыт верхней плоекостью сопрягаемой втулки). В силу разницы давлеиий в силовых элементах появляется результирующая сила, направленная слева наираво и действующая на втулку. Точнее, эта сила смещает нодставки, а вместе с ней и втулку до тех пор, пока расходы воздуха с обеих сторон не уравняются, что происходит
тогда, когда оси валика и отверстия совпадают. При этом давление воздуха в силовых элементах тоже уравнивается, а результирующая сила становится равной нулю. Подставка со зтулкой останавливаются, собираемые детали соосны.
Если подставка со втулкой перебегает по инерции положение совпадения осей, сразу появляется результирующая сила, направленная наоборот, справа налево, и подвижная часть устройства смещается назад до совпадения собираемых деталей.
Если смещение осей будет вдоль координаты Y, расположенной перпендикулярно плоскости чертежа (фиг. 1), то подобная центрируюп ая система осуществляет совмещение деталей и вдоль координаты Y.
Если смещение деталей возникло вдоль обеих координат А и Y (самый общий случай), срабатывают обе пары центрирующих сильфонов (т. е. пары сильфонов, расположенные накрест - вдоль координат X и Y), которые выставят нужным образом втулку. После этого подается воздух в привод 6 иод давлением Яз, упор 7 упирается в нижнюю плоскость корпуса /, тяги 5 прихватывают иодставку к кориусу по плоскости 31 и фиксируют подставку в положении совпадения осей валика и втулки. Далее воздух, подаваемый под давлением Рз в силовые элементы, стравливается в атмосферу. Вместе с этим прекращается и истечение воздуха через осевые отверстия.
IV. Подается воздух под давлением Р в сильфоны 15, 16 и два аналогичные. Сильфоны, преодолевая сопротивление пружин, надетых на щтоки кулачков, разводят кулачки, освобождая дорогу валику вииз.
Подается воздух в верхнюю полость пресса иод нужным давлением запрессовки (вместо давления РЗ) ; поршень со штоком, захватом
и валиком идут вниз; происходит запрессовка валика в отверстие втулки. Сборка окончена. Для более точного центрирования деталей кулачки имеют выступы, причем выходы каналов в выступах проделаны так, что их внутренние кромки располагаются от оси валика па расстояниях, меньших, чем радиус последнего.
Предмет изобретения
10
1.Устройство для сборки деталей типа валик-втулка, содержащее подаватель валика с самостоятельным приводом, корпус с концентрично размещенной внутри него подставкой для установки втулки, а также силовые элементы, связанные трубопроводом с пневмоприводом и обеспечивающие плавающее перемещение втулки в плоскости, перпеидикуляриой оси, отличающееся тем, что, с целью повыщения точности относительной ориентации деталей в процессе сборки, оно снабжено механизмом центрации втулки, выполненным в виде расположенных на заданном расстоянии один от другого и связанных общей напорной
магистралью, последовательно подключенной к соединенному с силовыми элементами трубопроводу, спльфонов со штоками, в которых выполнены каналь для подачп сжатого воздуха от упомянутого пневмопривода в отверстпе втулки и закрепленных на кольце, установленном соосно с корпусом и имеющем возможность возвратно-поступательного перемещения, а силовые элементы выполнены в виде радиально установленных па корпусе
гофрированных трубок с сердечниками, иа которых закреплены пальцы, центрирующие подставку.
2.Устройство по п. 1, отличающееся тем, что, с целью поджатия подставки к корпусу
в момеит совмещения осей валика и втулки, оно снабжено дополнительным пневмоприводом.
25
PuZ.2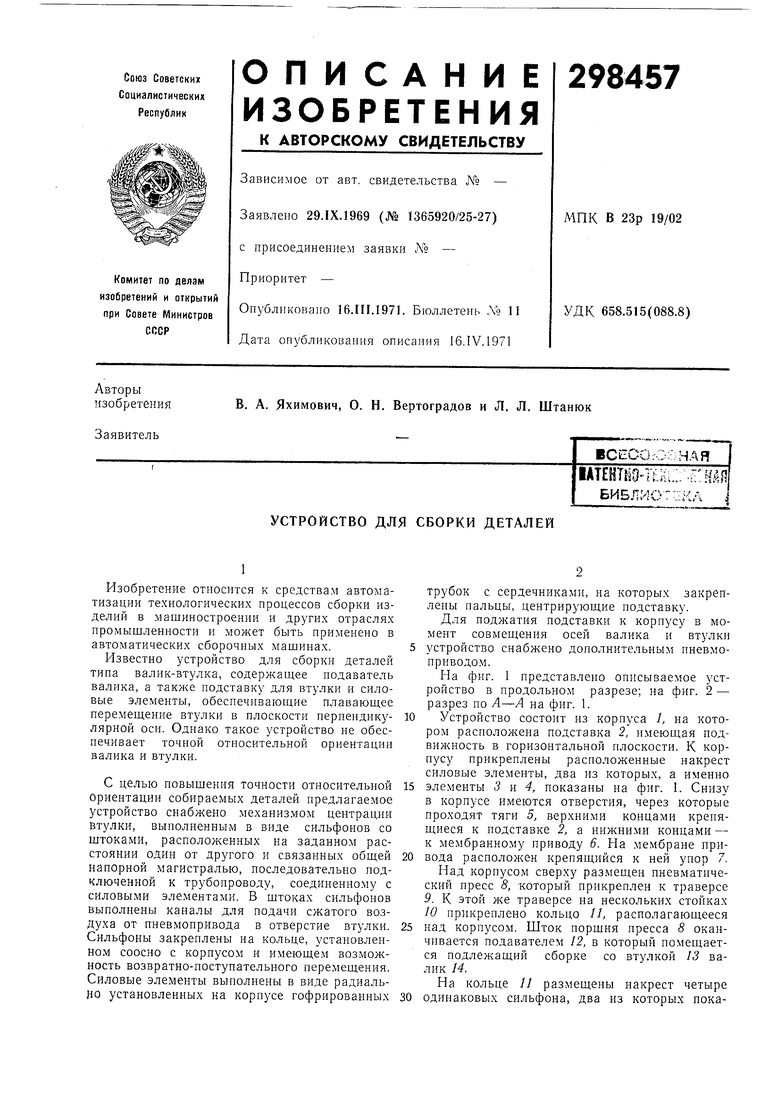

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей типа вал-втулка | 1990 |
|
SU1780980A1 |
| УСТРОЙСТВО для СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛИКА И ВТУЛКИ | 1969 |
|
SU248476A1 |
| УСТРОЙСТВО для СБОРКИ ДВУХ ДЕТАЛЕЙ ТИПА ВАЛИКА И ВТУЛКИ | 1969 |
|
SU248474A1 |
| СКАНИРУЮЩИЙ СБОРОЧНЫЙ МЕХАНИЗМ | 1972 |
|
SU340506A1 |
| Устройство для монтажа радиодеталей на печатную плату | 1985 |
|
SU1412027A1 |
| Резьбосборочный патрон | 1981 |
|
SU956269A1 |
| Инструментальный блок к устройству для отрезки деталей | 1990 |
|
SU1761389A2 |
| Устройство для изготовления гиперболоидных контактных узлов Карташева В.В. | 1987 |
|
SU1554058A1 |
| Питатель для подачи крепежных деталей в зону сборки | 1982 |
|
SU1058696A1 |
| Захватное устройство | 1984 |
|
SU1288046A1 |