Известны приспособления для сверления otверстий в деталях, выполненные в виде расположенной на основании стойки с кондукторной (ПЛИТОЙ и регулируемого базового упора.
Предлагаемое приспособление обеспечивает повышение точности настройки «а размер от базового торца до оси от1верстия детали. С этой целью стойка выполнена в виде установленного на оси поворотного .подпрулсиненного стакана, наружная поверхность которого имеет продольные пазы с установочно-переставными вдоль них сухарями, несущими кондукторные втулки и регулируемые упоры.
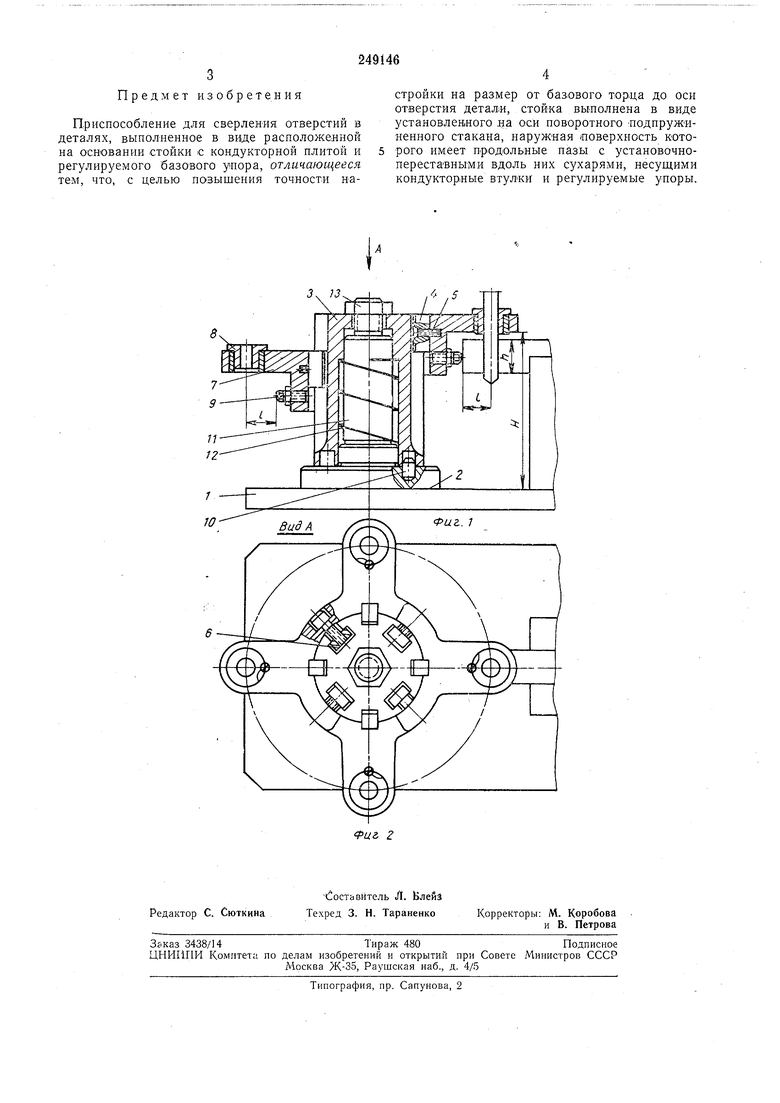
На фиг. 1 изображено предлагаемое приспособление, главный вид; на фиг. 2 - вид по стрелке А на фиг. 1.
Приспособление, расположенное на основании /, содержит стойку 2, которая выполнена в виде стакана 3. Па наружной поверхности стакана имеются продольные пазы, IB которых с помощью шпонок 4 и винтов 5 с вкладышами 6 закреплены сухари 7. В каждом сухаре 7 размещены сменная кондукторная втулка 8 и регулируемый базовый упор 9.
На торце стойки 2 (со стороны основания) имеются по числу продольных пазов гнезда под фиксаторы 10. Стойка внутренней расточкой посажена на ось 11 с надетой на нее пружиной 12, одним торцом опирающейся на буртик оси 11, а другим - на буртик стойки 2.
Зажим стакана 3 на оси // осуществляется винтовой парой 13.
Настройка приспособления производится следующим образом.
В зависимости от диаметров обрабатываемых отверстий, в сухари 7 устанавливаются соответствующие кондукторные втулки 8 и в зависимости от размера / - от базового торца детали до оси отве,рстия настраиваются регулируемые упоры 5. Положение сухарей по высоте (|по размеру Я) определяется размером /I деталей.
Для перенастройки приспособления на сверление отверстия в другой детали из данной группы достаточно лишь освободить залсим (винтовую пару) 13 (действием пружины 12 стойка 2 снимается с фиксаторов 10), поворотом стойки 2 вокруг оси // установить против сверла соот1ветст1вующий сухарь 7, а затем с помощью фиксатора 10 и зажима зажать стойку 2.
Такое исполнение приспособления поз1воляет сверлить отверстия у широкой группы деталей. Имея второй комплект сухарей 7, можно заранее осуществлять настройку приспособления на данную группу деталей с достаточно вь1сокой степенью точности. Кроме того, такое исполнение приспособления позволяет использовать его детали в комплекте «универсальносборных приспособлений.
Предмет изобретения
Приспособление для сверления отверстий в деталях, выполненное в ввде расположенной на основании стойки с кондукторной илитой и регулируемого базового унора, отличающееся тем, что, с целью иозышения точности настройки на размер от базового торда до оси отверстия детали, стойка выполнена в виде установленного на оси поворотного лодпружИненного стакана, наружная поверхность которого имеет продольные пазы с установочнопереставными вдоль них сухарями, несущими кондукторные втулки и регулируемые упоры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Устройство для сверления отверстий | 1976 |
|
SU631267A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ПРОДОЛЬНЫХОТВЕРСТИЙ | 1972 |
|
SU343780A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2358842C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088380C1 |
| Приспособление для сверления отверстий | 1983 |
|
SU1168349A1 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2008 |
|
RU2378089C1 |
| Приспособление для обработки радиальных отверстий | 1981 |
|
SU1098684A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
J, ;j
