Описываемое приспособление для заточки и доводки резцов является дальнейшим развитием и усовершенствованием .приспособления для заточки и доводки резцов по основному авт. СВ. № 145147.
Предложенное приспособление отличается от известного тем, что для заточки и доводки резцов с разными ,по величине углами заточки главной и вспомогательной режущих граней и ллавного перехода между ними резцедержатель выполнен в виде стойки с закрепляемыми на ней сменными рабочими площадками € необходимыми углами наклона и снабжен сменными .фасонными Копирами для обкатывания планки, скрепленной с лодставкой.
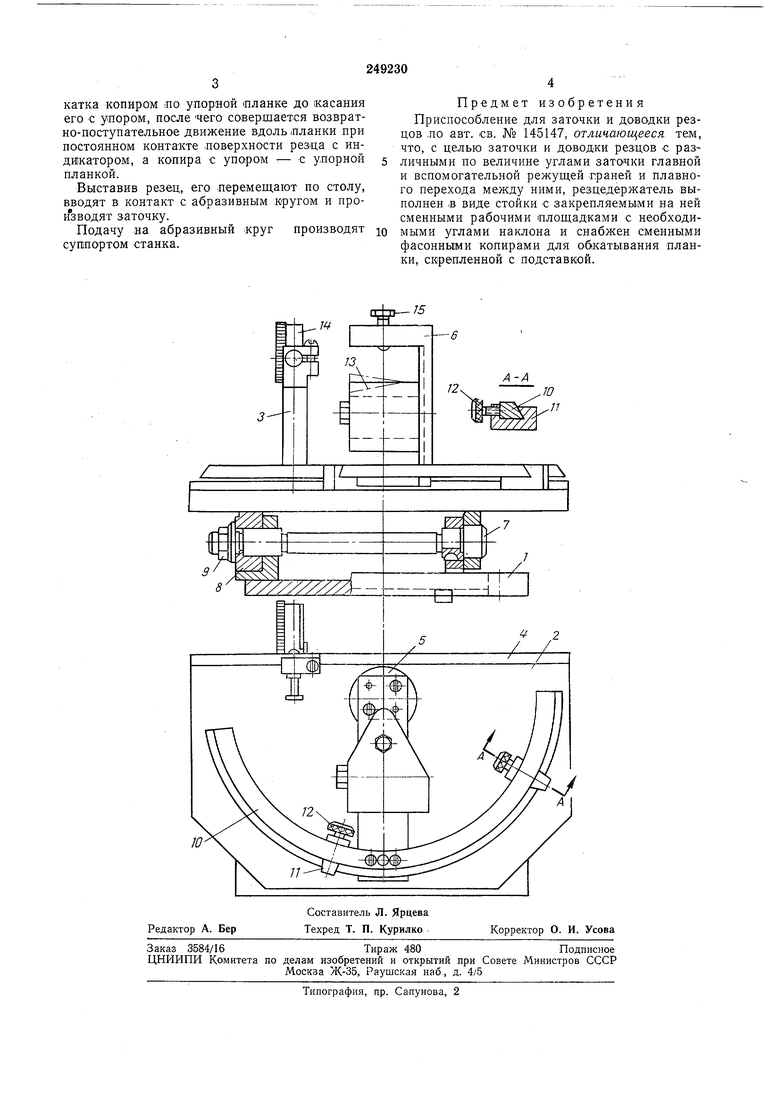
Изобретение поясняется чертежом.
На основании / установлен стол 2, на котором закреплена индикаторная стойка 3 и упорная планка 4, в .которую при заточке резцов упирается своей профильной поверхностью копир 5, прикрепленный к основанию стойки 6 резцедержателя. Стол при необходимости может устанавливаться на требуемый угол заточки резца по режущим граням поворотом вОКруг оси вала 7. Величина угла поворота определяется по шкале, нанесенной на ущко 8, и фиксируется гайкой 9. К основанию стойки резцедержателя прикреплен сектор 10, на .котором нанесена градуировка и установлены два упора 11, перемещающиеся
на заданный угол и фиксируемые стопорными винтами 12. Рабочая площадка 13 выполняется сменной с необходимыми углами наклона во внутрь или наружу, благодаря чему при обработке получаются разные по величине углы заточки по главной и вспомогательной режущим граням резца. На индикаторной стойке крепится часовой индикатор 14 оснащенный специальным наконечником, с помощью которого производится выставка резца, а в процессе заточки - контроль геометрии и линейных размеров затачиваемого резца.
К стойке 6, установленной на соответствующий угол, крепится рабочая площадка с горизонтальной или углО|Вой рабочей поверхностью. Затем устанавливается (в зависимости от профиля затачиваемого резца) соответствующий копир. На секторе на необходимый угол обработки выставляются упоры и закрепляются стопорными винтами 12. Стол также выставляется на угол по щкале, нанесенной на ущКе, и закрепляется гайкой. На рабочую площадку устанавливается резец и крепится винтом 15.
Резец выставляется в следующей последовательности: копиром .касаются упорной планки, а верщиной резца - измерительной поверхности наконечника индикатора. Стрелка индикатора должна по.казьГВать нуль плюс припуск на заточку. Затем производится об
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ И ДОВОДКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1968 |
|
SU212095A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Приспособление для заточки и доводки резцов | 1961 |
|
SU145147A1 |
| Способ обработки торцовой поверхности изделия | 1977 |
|
SU787140A1 |
| УСТРОЙСТВО АСТАПОВА Н.А. ДЛЯ РУЧНОЙ ЗАТОЧКИ СТРОГАЛЬНЫХ РЕЗЦОВ | 1995 |
|
RU2083350C1 |
| Способ установки инструмента | 1973 |
|
SU478686A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ КРИВОЛИНЕЙНЫХ РЕЖУЩИХ КРОМОК ИЗДЕЛИЙ ТИПА РЕЗЦОВ | 1969 |
|
SU247069A1 |
| ПРИСПОСОБЛЕНИЕ для ЗАТОЧКИ ГРАНЕЙ И РАДИУСА ПРИ ВЕРШИНЕ РЕЗЦА | 1968 |
|
SU221526A1 |
| Устройство для заточки резцов по цилиндрическим поверхностям | 1986 |
|
SU1662814A1 |
| Станок для заточки вздымочных резцов | 1976 |
|
SU670419A1 |
