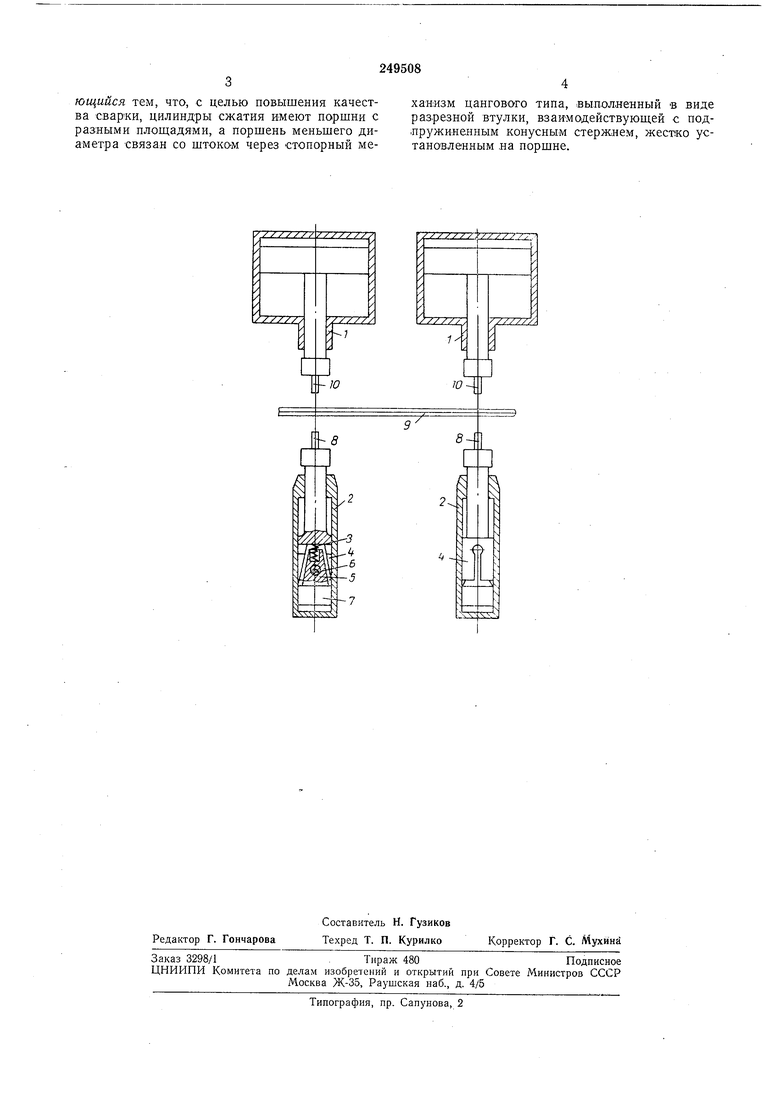
Известны приводы сжатия электродов, состоящие из цилиндров сжатия, выполненных с одинаковыми площадями поршней, «а штоках которых установлены злектрододержатели. Подобные приводы сжимают свариваемые 5 детали равными усилиями. Неравенство сил сопротивления перемещению электродов и влияние собственного веса подвижных частей привода сжатия создают условия для «плавания электродов во время сжатия, сварки и Ю проковки. Предложенный привод отличается от известных тем, что, с целью повышения .качества , цилиндры сжатия имеют поршни с разными площадями, а лоршень 1меньшего 15 диаметра связан со штоком через сгоиорный механизм цангового типа, выполненный в виде разрезной .втулки, взаимодействующей с подпружиненным конусным стержнем, жестко установленным .на поршне.20 Па чертеже схематично изображен онисываемый привод. Привод содержит силовые 1 и вспомогательные 2 пневматические цилиндры. Цилиндры / выполнены с большим диа- 25 метром поршня .и предназначены для создания необходимого усилия сжатия электродов, цилиндры 2 - с меньшим диаметром поршня и предназначены только для подъема и опускания подвижных частей привода сжатия. зо Внутри тильз вспомогательных цилиндров установлены цанговые зажимы, состоящие из пружины 3, разрезной втулки 4 и конусного стержня 5, .который осью 6 соединен с цанговой втулкой 4. Цанговый зажим перемещается вместе с норшнем 7 на величину хода электродов. При подаче сжатого воздуха в рабочие камеры вспомогательных цилиндров электроды 8 подходят к поверхности сва риваемого изделия 9. При их соприкосновении конусной стержень 5 сжимает пружину 3 и расклинивает цанговую разрезную втулку 4, которая фиксирует положение электродов, что устраняет деформацию свариваемого изделия со стороны вспомогательных электродов. Затем к поверхности изделия подходят электроды 10 силовых цилиндров и прижимают свариваемые элементы изделия К электродам § которые в момент сжатия, сварки и проковки являются жесткими опорами, препятствующими деформации изделия со стороны электродов силовых цилиндров. Предмет изобретения
ющийся тем, что, с целью повышения качества сварки, цилиндры сжатия имеют поршни с разными плош;адями, а поршень меньшего диаметра связан со штоком через стопорный механизм цангового типа, выполненный в виде разрезной втулки, взаимодействующей с под.пружиненным конусным стержнем, жестко установленным .на поршне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод сжатия электродов контактных машин | 1976 |
|
SU585009A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 1996 |
|
RU2103095C1 |
| Устройство для сварки арматурных каркасов | 1988 |
|
SU1602647A1 |
| Фрикционный захват штока силового цилиндра | 2022 |
|
RU2783318C1 |
| Электродное устройство для контактной точечной сварки | 1988 |
|
SU1648682A1 |
| ПРЕСС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ и РЕЛЬЕФНОЙ СВАРКИ | 1973 |
|
SU363558A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| "Электрододержатель для точечной контактной сварки | 1973 |
|
SU485840A1 |
| Пистолет для контактной точечной сварки | 1977 |
|
SU656768A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 1997 |
|
RU2114714C1 |
X/Х///У
