1
Известен пресс для контактной сварки, содержащий две стойки, несущие верхнюю и нижнюю траверсы с соответствующими токоведущими нлитами, привод сжатия, шток когорого через ползун, установленный в отверстии верхней траверсы, соединен с верхней токоведущей плитой, и шкафы управления.
Целью изобретения является упрощение известных конструкций пресса, удешевление их стоимости, повышение технологичности изготовления, обеспечение удобства сборки и эксплуатации, а также повышение качества сварки за счет снижения инерционности подвижных частей привода подвижной плиты.
Это достигается за счет того, что в предлагаемом прессе стойки выполнены в виде П-образных трубчатых рам, на которых подвешены шкафы управления, верхняя траверса выполнена разъемной в вертикальной плоскости Н в отверстии траверсы со стороны одной из ее составных частей размещен вкладыш, повторяющий форму отверстия и установленный на соединяющих составные части траверсы щтангах с возможностью фиксируемого перемещения в направлении, перпендикулярном плоскости разъема составных частей траверсы.
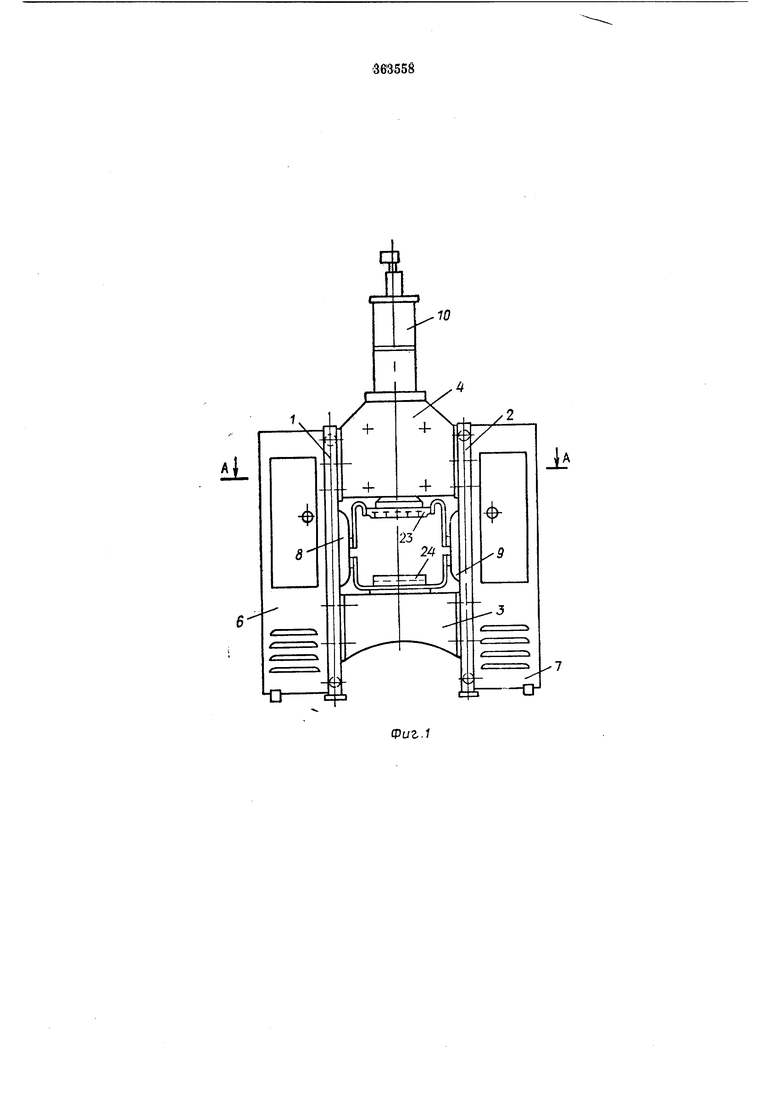
На фиг. 1 схематически представлен предлагаемый пресс, общий вид; на фиг. 2 то же.
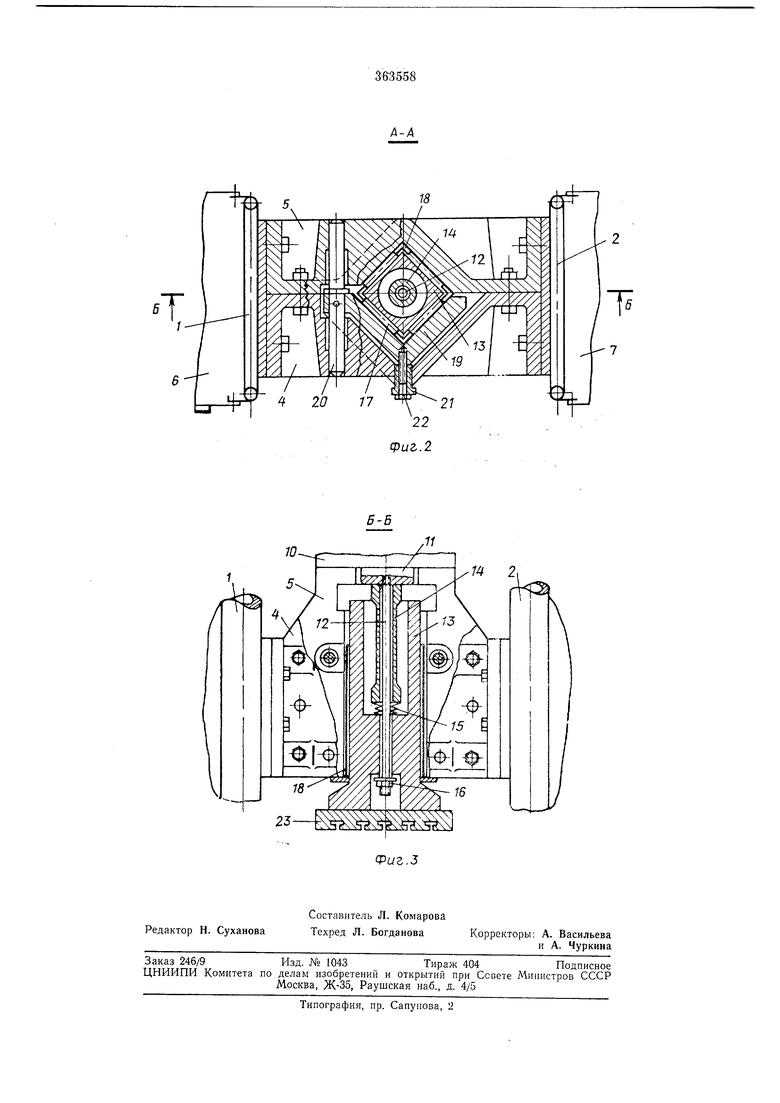
разрез по Л-Л на фиг. I; на фиг. 3 - то же, разрез по Б-Б на фиг. 2.
Пресс состоит из двух трубчатых П-образных рам 1 Н 2, соединенных нижней опорной траверсой 3 и верхней траверсой, состоящей нз разъемных частей 4 и 5.
Траверсы с рамами, а также составные части верхней траверсы жестко соединены между собой болтами и зафиксированы в заданном положении контрольными штифтами. Рамы с траверсами составляют силовой пояс пресса, воспринимающий сварочные усилия. К планкам, нриваренным к торцовым трубам рам, прикреплены съемные навесные шкафы
и 7, в которых размещены соединенные в
параллель сварочные трансформаторы 8 и 9,
аппаратура управления, пневмооборудование,
контрольные и коммутирующие устройства.
На верхней траверсе закреплен цилиндр 10
нрограммного давления, шток 11 которого соединен со штангой 12, скользяще установленной относительно четырехгранного ползуна 13. Шток 11 действует на ползун через стакан 14 и демпфирующие тарельчатые пружины 15, для регулировки предварительного сжатия которых служит гайка 16. Ползун 13 перемещается на роликах 17, смонтированных на специальном сепараторе 18.
Ролики катятся по специальным сменным
планкам, термообработанным до высокой
твердости и обработанным с высокой чистотой (на чертеже не показаны).
Со стороны составной части 4 верхней траверсы опорой роликам служит вкладыш 19, установленный с возможностью перемещения в направлении, перпендикулярном оси цилиндра программного давления. Для этого со вкладышем жестко соединены штанги 20, двигаюндиеся в соответствующих отверстиях частей 4 и 5. В составную часгь 4 ввернуты взаимодействуюо.ше со вкладышем 19 резьбовые втулки 21, внутри которых проходят ввернутые во вкладыш 19 винты 22.
К ползуну 13 прикреплена верхняя подвижная токоведущая плита 23, а нижняя плита 24 закреплена на опорной траверсе 3. Плиты соединены с выводами вторичных обмоток сварочных трансформаторов. Для крепления сварочных электродов и приспособлений на токоведуш,«х плитах во взаимно перпендикулярных плоскостях выполнены Т-образные пазы.
Пресс работает следующим образом.
На плиту 24 устанавливают соответствующие приспособления, электрод или непосредственно свариваемую деталь, требующиеся устройства закрепляют и на верхней подВИЖной илите. При необходимости нижняя плита может иметь устройства для регулировки положения по вертикали.
Включают цилиндр программного давления и свариваемые изделия сжимаются с заданным усилием, иосле чего включается ток и осуществляется проковка. При сжатии шток П через стакан 14 сжимает пружины 15 (после упора деталей друг в друга). Во время проковки, когда производится полная осадка рельефа, первоначально перемещается не весь поршень со штоком, а только ползун 13, на который действует потенциальная энергия предварительно сжатых пружин 15. Затем по мере нарастания усилия сжатия пружины дожимают ползун с усилием проковки. Ползун перемещается в роликовых направляющих, что обеспечивает минимальную инерционность движущихся частей.
Наличие вкладыша 19 позволяет значительно снизить требования к точности изготовления посадочного четырехгранного гнезда, поскольку требуемый размер достигается плоско-параллельным перемещением вкладыща (четырехгранная форма принята для предотвращения поворота подвижной плиты).
Заданное положение вкладыша, обеспечивающее легкость хода ползуна при отсутствии люфтов, устанавливается вращением втулок 21 и фиксируется затяжкой винтов 22. Для исключения перекосов при движении вкладыша жестко соединенные с ним штанги 20 имеют достаточную базу для движения. По мере износа поверхностей качения регулировкой положения вкладыша устраняют возникающие люфты и обеспечивают длительную эксплуатационную жесткость нодвижных частей.
Выполнение силового пояса пресса из отдельных сборных элементов (трубчатых рам
и траверс) с последующей навеской шкафов сводит к минимуму габариты и вес деталей, подвергающихся механической обработке, что значительно упрощает последнюю и дает возможность изготавливать мощные двухколонные прессы на универсальдом станочном
оборудовании. Диаметр труб определяется
из расчета на прочность, а также исходя из
требующегося объема ресивера.
Благодаря разъему верхней траверсы и наличию регулируемой обоймы упрощается изготовление четырехгранного гнезда под ползун, поскольку обрабатываемые поверхности из закрытого типа превращаются в открытые.
Предмет изобретения
Пресс для контактной точечной и рельефной сварки, содержащий две стойки, несущие
верхнюю и нижнюю траверсы с соответствующими токоведущими плитами, привод сжатия, шток которого через ползун, установленный в отверстии верхней траверсы, соединен с верхней токоведущей плитой, и шкафы управления, отличающийся тем, что, с целью упрощеЕшя конструкции, увеличения срока службы и повышения производительности, стойки выполнены в виде П-образных трубчатых рам, на которых подвешены шкафы управления, верхняя траверса выполнена разъемной в вертикальной плоскости и в отверстии траверсы со стороны одной из ее составных частей размещен вкладыш, повторяющий форму отверстия и установленный на соединяющих составные части траверсы штангах с возможностью фиксируемого перемещения в направлении, перпендикулярном плоскости разъема составных частей траверсы.
ч;
iL
1Л им:
/
Ч
4- -W
- т { г j
г Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для перегрузки штучных грузов | 1989 |
|
SU1775338A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU662306A2 |
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| Механический пресс для штамповки лонжеронов | 1990 |
|
SU1779610A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1993 |
|
RU2094235C1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1801071A3 |
| Устройство для получения полых изделий из трубчатых заготовок | 1990 |
|
SU1810185A1 |
| Способ обработки труб | 1990 |
|
SU1810186A1 |