Известен автомат для контроля кривизны концевого режущего инструмента, содержащий загрузочный магазин, транспортное и контрольное устройства.
Предлагаемый автомат для контроля кривизны концевого режущего инструмента, например сверл и разверток, отличается от известного тем, что, с целью повышения точности Контроля, контрольное устройство выполнено в виде двух призм, базовой и контрольной, электрически изолированных одна от другой и уста-новленных так, что контрольная призма смещена по высоте относительно базовой «а величину, равную допуску на кривизну контролируемого инструмента.
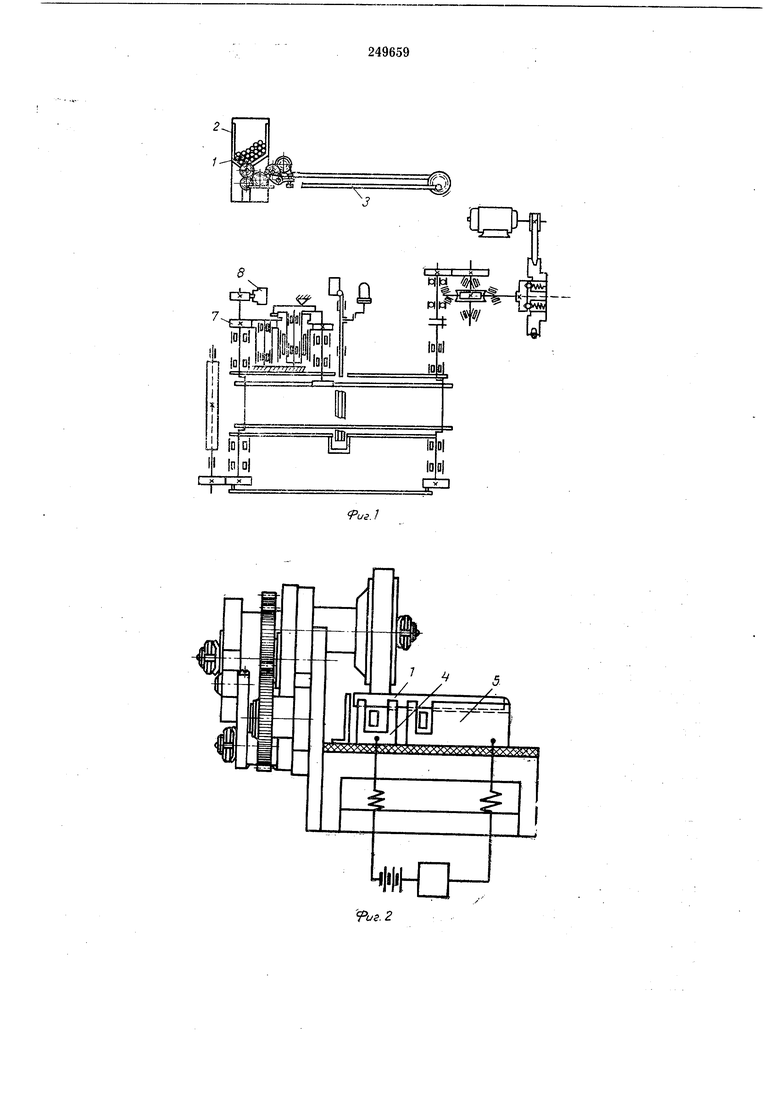
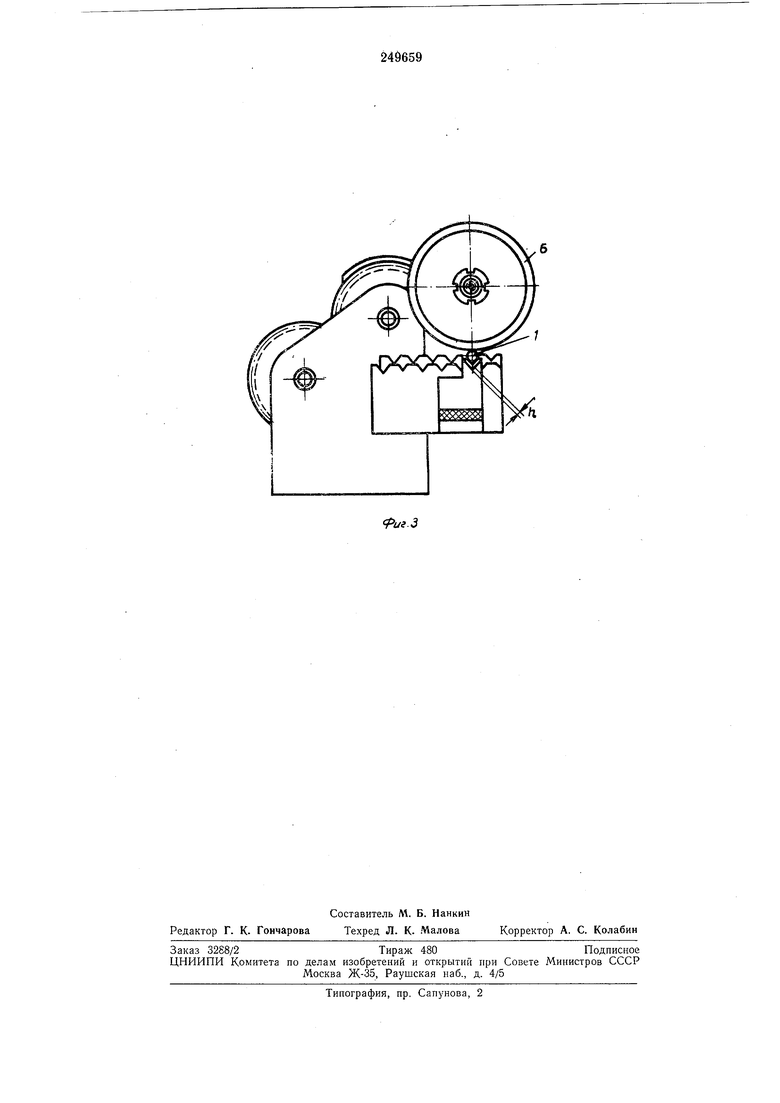
На фиг. 1 дана кинематическая схема описываемого автомата; на фиг. 2 и 3 - контрольное устройство, вид сбоку И спереди.
Автомат для контроля .кривизиы концевого режущего инструмента /, например сверл или разверток, содержит загрузочный магаз-ин 2, транспортное 3 и контрольное устройства. Последнее выполнено в виде двух призм - базовой 4 и контрольной 5 - электрически изолированных одна от другой и установленных так, что контрольная призма 5 смещена по высоте относительно базовой на величииу Л, равную допуску на кривизну контролируемого инструмента /.
Автомат работает следующим образом. Кога ииструмент / укладывается коротким колеом на базовую призму 4, он прижимается к ней и поворачивается подпружинанным роликом 6. Во время поворота инструмента кулачок 7 включает конечный выключатель 8 и замыкает электрическую цепь контроля изделия. В случае, если кривизна изделия окапается более допустимой, то остальная часть инструмента, расположенная над контрольной призмой 5, касается своей изогнутой частью контрольной призмы и замыкает тем самым электрическую цепь контроля. По сигналу этой цепи инструмент с повышенной против допуска кривизной будет отбракован в тарус браковаиныМ:И деталями.
Предмет изобретения
Автомат для контроля кривизны концевого режущего инструмента, например сверл и разверток, содержащий загрузочный магазин, транспортное и контрольное устройства, отличающийся тем, что, с целью повышения точности контроля, контрольное устройство выполнено в виде двух призм, базовой и конт;рольной, электрически изолированных одна от другой и устаиовленных так, что контрольная пр:изма 1смещена л о высоте относительно базовой на величину, равную допуску на кривизну контролируемого инструмента.
та
Sj
Ot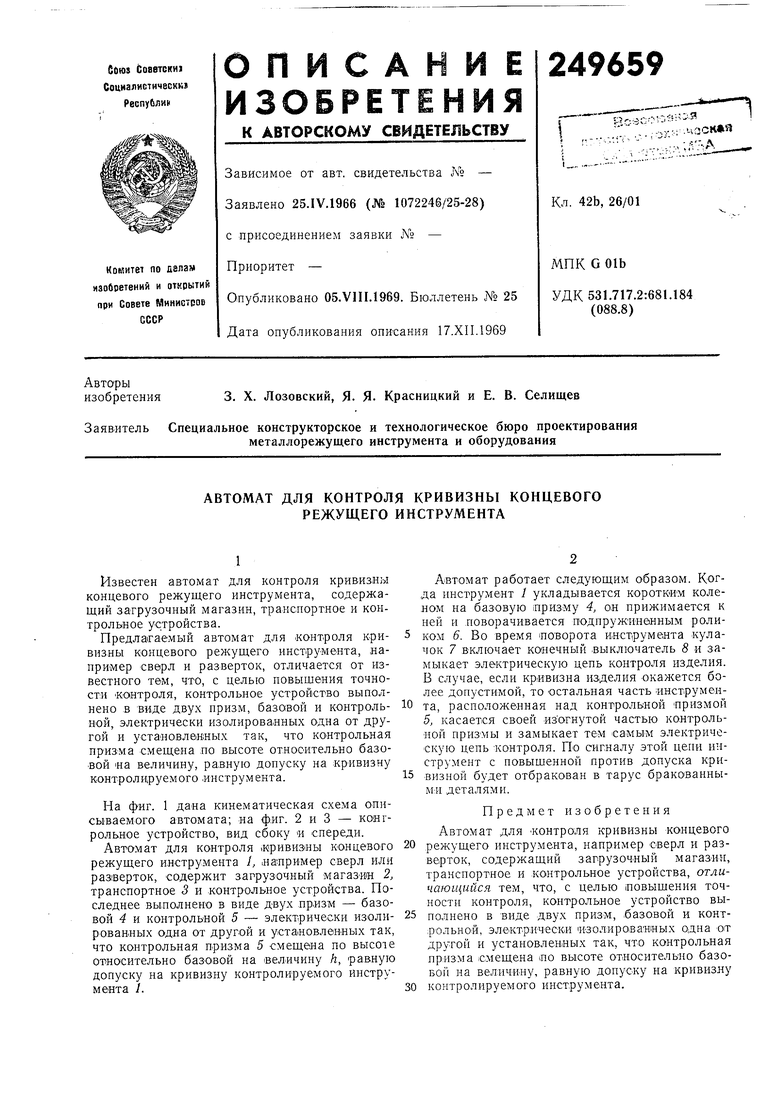
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сортировки сверл по кривизне | 1958 |
|
SU126719A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| Сверлильно-клепальный автомат | 1989 |
|
SU1660828A1 |
| СВЕРЛО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ТИПА УГЛЕПЛАСТИКОВ И СТЕКЛОПЛАСТИКОВ | 1995 |
|
RU2095199C1 |
| Измерительный микроскоп для измерения линейных и угловых величин | 1952 |
|
SU97452A1 |
| Шпиндельный узел сверлильного станка | 1983 |
|
SU1129035A1 |
| ПОТОЧНАЯ ЛИНИЯ КОНТРОЛЯ КАЧЕСТВА ТРУБ | 1997 |
|
RU2147261C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЕРЕДНЕГО УГЛА В ТОРЦОВОМ СЕЧЕНИИ ОСЕВЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2012 |
|
RU2520936C1 |
| Автомат для контроля и сортировки цилиндрических деталей | 1987 |
|
SU1443978A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
Н|||,Ь
