4
4;
00 со
ас
Фиг.1
Изобретение относится к контрольно-сортировочной технике в машиностроении и может быть использовано для контроля и сортировки цилиндри- ческих деталей по размерам.
Цель изобретения - повышение производительности и надежности работы.
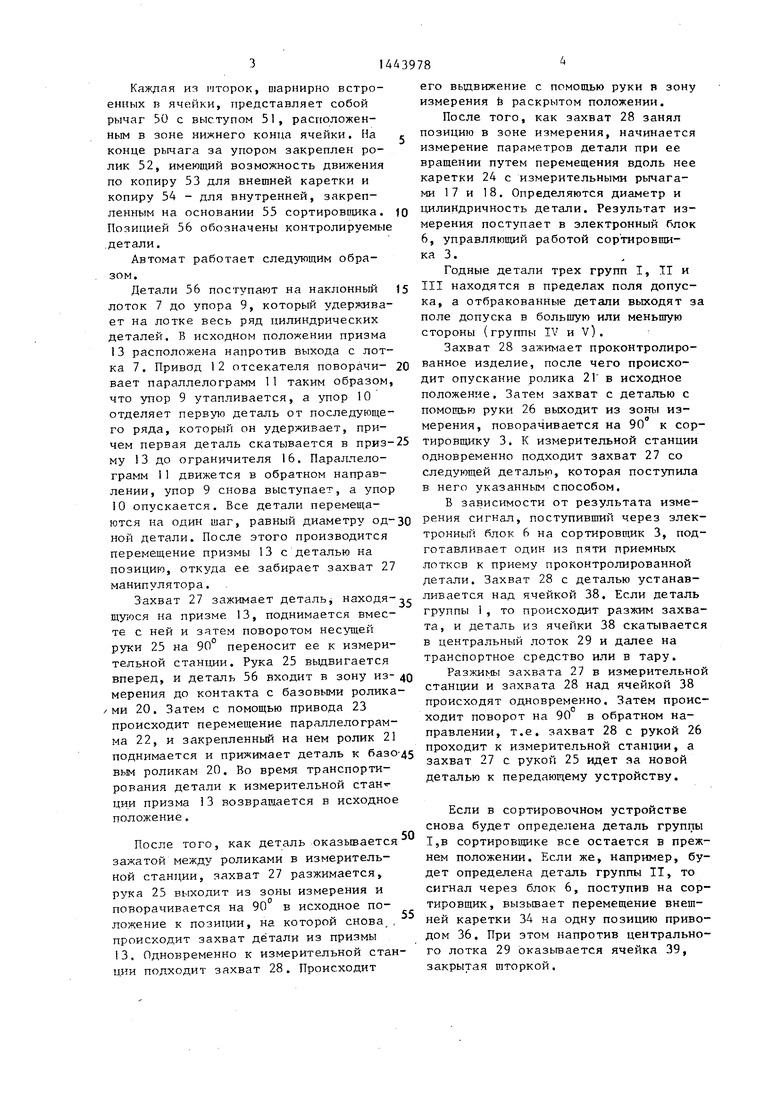
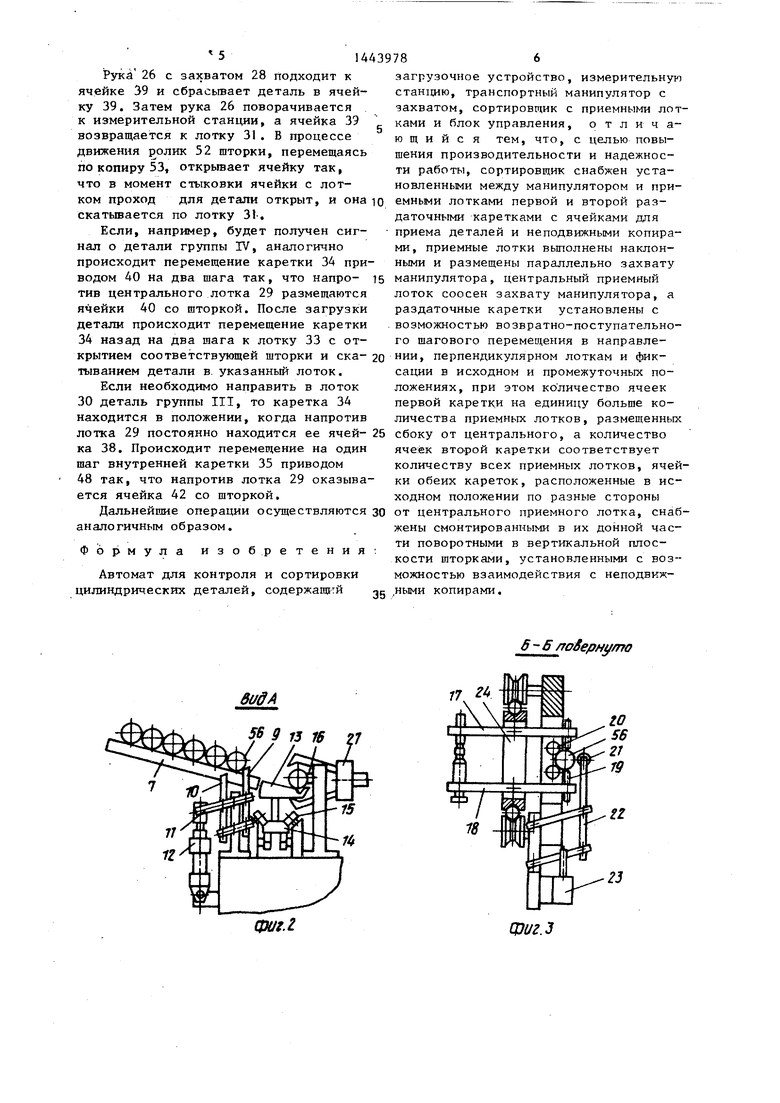
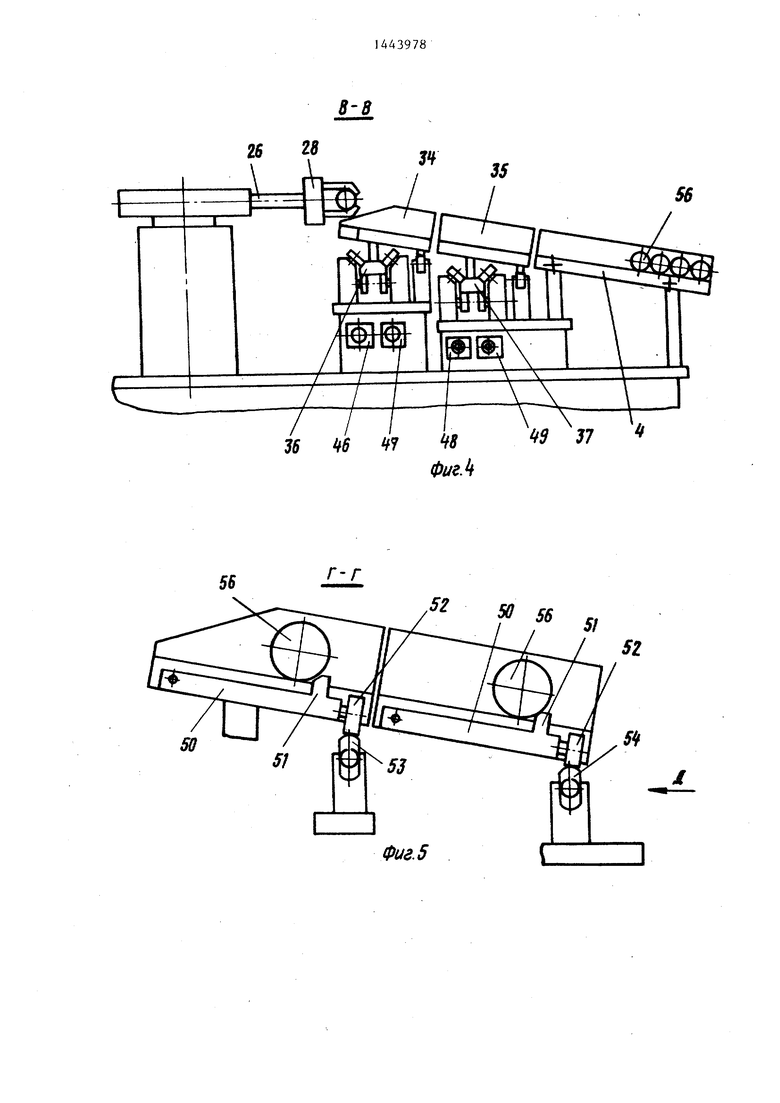
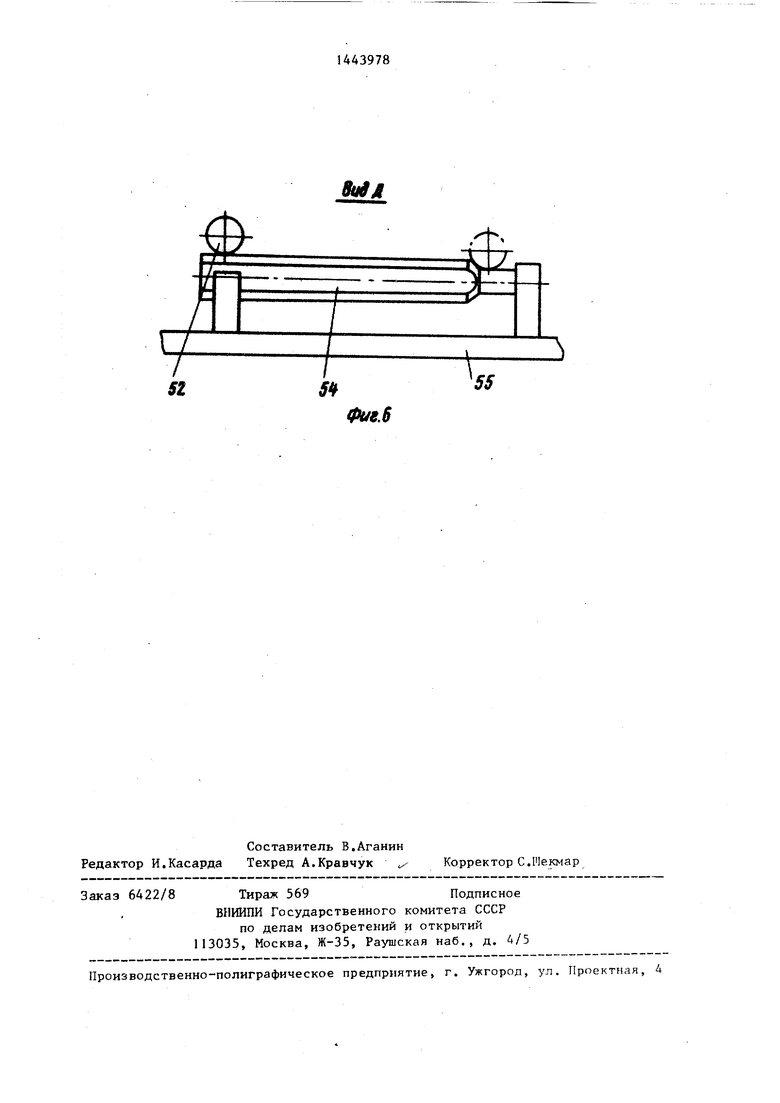
На фиг. 1 изображен автомат, вид сверху; на фиг. 2 - вид А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - вид Д на фиг. 5.
Автомат для контроля и сортиров- ки цилиндрических деталей содержит загрузочное устройство 1, измерительную станцию 2, сортировщик 3 с приёмными лотками 4, связанные между собой посредством транспортного ма- нипулятора 5. В автолите имеется система управления, в состав которой входит электронный блок 6, преобразу- кяций сигналы измерительной станции в команды управления сортировщиком.
Загрузочное устройство включает в себя наклонный лоток 7 и передающее устройство 8. На конце лотка 7 установлен отсекатель в виде двух вертикальных упоров 9 и 10, отстоящих друг от друга на расстояние, соразмерное диаметру контролируемого изделия, и закрепленных на параллелограмме 1 1 с поршневым приводом I2.
Передающее устройство 8 представ- ляет собой приемную призму 13, закрепленную на каретке 14, перемещаемой по роликовым опорам 15 с помощью поршневого привода (не показан).В зоне размещения призмы 13 напротив выхода с лотка предусмотрен стационарный ограничитель 16.
Измерительная станция содержит два параллельных измерительных рычага 17 и 18 с измерительными наконечниками 19 и датчиком (не показан). Между измерительными рычагами расположены два точных базовых ролика 20 и прижимной ролик 21.Прижимной ролик смонтирован с возможностью вертикального возвратно-поступательного перемещения на параллелограмме 22, имеющем - поршневой привод 23. Измерительные рычаги с наконечниками закреплены на прецизионной каретке 24 с электро- мех аническим приводом, обеспечивающим ее продольное перемещение строго параллельно осям базовых роликов в
г
5 0 5
0
Q
. 0
5
процессе измерения диаметра и оценки цнлиндричности детали.
Манипулятор предназначен дпя переноса детали с передающего устройства на измерительную станцию, а затем в сортировочное устройство. Манипулятор выполнен в виде двух рук 25 и 26, соединенных под прямь-м углом. На конце каждой из рук закреплены захваты 27 и 28. При этом на руке 25 он установлен с возможностью вертикального возвратно-поступательного перемещения . Каждая из рук 25 и 26 имеет продольное возвратно-поступательное перемещение, а обе они могут одновременно обеспечивать угловой поворот относительно вертикальной оси на 90°.
Приемные лотки 4 выполнены наклонными. При этом непосредственно напротив захвата находится центральный лоток 29, а по обе стороны от него - по два периферийных лотка, соответственно 30-33.
Сортировщик выполнен в виде двух перпендикулярных лоткам раздаточных кареток: внешней 34 и внутренней 35, конструкция которых аналогична конструкции указанной каретки. На штангах 36 и 37 каждой каретки закреплены ячейки, представляющие собой по конструкции часть наклонного приемного лотка. На штанге 36 установлены ячейки-38-40, а на штанге 37 - соответственно 41-45.
Каретки имеют возможность возвратно-поступательного шагового перемещения с помощью, например, поршневых приводов.
1
В конкретном примере каждая из
кареток имеет по два независимых привода: 46 и 47 для каретки 34 к 48 и 49 для каретки 35, причем ход приводов 46 и 48 в два раза меньше хода приводов 47 и 49. Количество ячеек на внутренней каретке соответствует количеству приемных лотков, а на внешней каретке их число соответствует количеству лотков до захвата плюс центральный лоток, т.е. в данном примере их три.
Все ячейки внешней каретки, за исключением ячейки 38, снабжены шторками. Последние также установлены в ячейках 41 и 42 внутренней каретки, расположенных за захватом 28, за исключением ячейки, соответствующей центральному лотку.
Каждая из гаторок, шарнирно встроенных в ячейки, представляет собой рычаг 50 с выступом 51, расположеным в зоне нижнего конца ячейки. г конце рычага за упором закреплен роик 52, имеющий возможность движения по копиру 53 для внешней каретки и копиру 54 - для внутренней, закрепленным на основании 35 сортировпщка. ю озицией 56 обозначены контролируемые детали.
Автомат работает следующим образом.
Детали 56 поступают на наклонный f5 лоток 7 до упора 9, который удерживает на лотке весь ряд цилиндрических деталей. В исходном положении призма 13 расположена напротив выхода с лотка 7. Привод 12 отсекателя поворачи- 20 вает параллелограмм 11 таким образом, что упор 9 утапливается, а упор 10 отделяет первую деталь от последующего ряда, который он удерживает, причем первая деталь скатывается в приз-25 му 13 до ограничителя 16. Параллелограмм 11 движется в обратном направлении, упор 9 снова выступает, а упор 10 опускается. Все детали перемещаются на один шаг, равный диаметру од-зО ной детали. После этого производится перемещение призмы 13 с деталью на позицию, откуда ее забирает захват 27 манипулятора.
Захват 27 зажимает деталь находя- щуюся на призме 13, поднимается вместе с ней и затем поворотом несущей руки 25 на 90 переносит ее к измерительной станции. Рука 25 выдвигается вперед, и деталь 56 входит в зону из-40 мерения до контакта с базовыми ролика- ми 20. Затем с помощью привода 23 происходит перемещение параллелограмма 22, и закрепленный на нем ролик 21 поднимается и прижимает деталь к базо-дз вым роликам 20. Во время транспортирования детали к измерительной cTaHt - ции призма 13 возвращается в исходное положение.
После того, как деталь оказьшается зажатой между роликами в измерительной станции, захват 27 разжимается, рука 25 выходит из зоны измерения и
поворачивается на 90 в исходное положение к позиции, на которой снова , происходит захват детали из призмы 13. Одновременно к измерительной станции подходит захват 28. Происходит
0 з
5
его вьщвижение с помощью руки в зону измерения b раскрытом положении.
После того, как захват 28 занял позицию в зоне измерения, начинается измерение параметров детали при ее вращении путем перемещения вдоль нее каретки 24 с измерительными рычагами 17 и 18. Определяются диаметр и цилиндричность детали. Результат измерения поступает в электронный блок 6, управляющий работой сор тировщи- ка 3.
Годные детали трех групп I, 11 и III находятся в пределах поля допуска, а отбракованные деташи выходят за поле допуска в большую или меньшую стороны (группы IV и V).
Захват 28 зажимает проконтролированное изделие, после чего происходит опускание ролика 21 в исходное положение. Затем захват с деталью с помощью руки 26 выходит из зоны измерения, поворачивается на 90 к сортировщику 3. К измерительной станции одновременно подходит захват 27 со следующей деталью, которая поступила в него указанным способом.
В зависимости от результата измерения сигнал, поступивший через электронный блок 6 на сортировщик 3, подготавливает один из пяти приемных лотков к приему проконтролированной детали. Захват 28 с деталью устанавливается над ячейкой 38. Если деталь группы 1, то происходит разжим захвата, и деталь из ячейки 38 скатывается в центральный лоток 29 и далее на транспортное средство или в тару.
Разжимы захвата 27 в измерительной станщ1и и захвата 28 над ячейкой 38 происходят одновременно. Затем происходит поворот на 90 в обратном направлении, т.е. захват 28 с рукой 26 проходит к измерительной станции, а захват 27 с рукой 25 идет за новой деталью к передающему устройству.
Если в сортировочном устройстве снова будет определена деталь группы 1,в сортировщике все остается в прежнем положении. Если же, например, будет определена деталь группы IT, то сигнал через блок 6, поступив на сортировщик, вызьтает перемещение внешней каретки 34 на одну позицию приводом 36. При этом напротив центрального лотка 29 оказьгаается ячейка 39, закрытая шторкой.
514
Рука 26 с захватом 28 подходит к ячейке 39 и сбрасьшает деталь в ячейку 39. Затем рука 26 поворачивается к измерительной станции, а ячейка 39 возвращается к лотку 31. В процессе движения ролик 52 шторки, перемещаясь по копиру 53, открьгаает ячейку так, что в момент стыковки ячейки с лот
загрузочное устройство, измерительную станхщю, транспортный манипулятор с захватом, сортировщик с приемными лот- нами и блок управления, о т л и ч а- ю щ и и с я тем, что, с целью повышения производительности и надежности работы, сортировщик снабжен установленными между манипулятором и при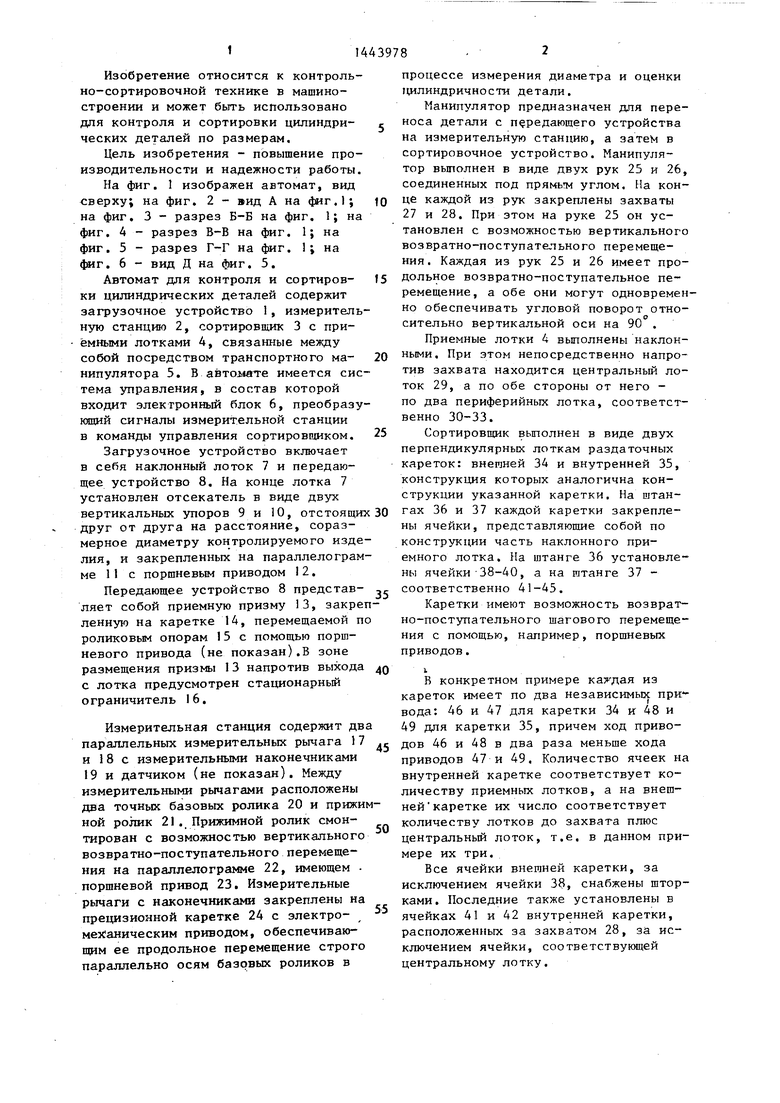
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ ПО ЛИНЕЙНЫМРАЗМЕРАМ | 1971 |
|
SU321670A1 |
| Автомат для контроля высоты и внутреннего диаметра цилиндрических деталей | 1978 |
|
SU716640A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 1966 |
|
SU179953A1 |
| Многопозиционный автомат для контроля и сортировки цилиндрических деталей | 1980 |
|
SU961796A1 |
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |
| Контрольно-сортирующий автомат для плоских деталей типа шайб | 1983 |
|
SU1087205A1 |
| Автомат для контроля и сортировки деталей по размерам | 1972 |
|
SU471130A1 |
Изобретение относится к контрольно-сортировочной технике в машиностроении и позволяет повысить производительность и надежность работы- Автомат содержит загрузочное устройство 1, измерительную станцию 2, сортировщик 3 с приемными лотками 4, транспортный манипулятор 5 с захвата- ми 26 и 27. Сортировщик 3 выпЬлнен в виде двух раздаточных внешней и внут ренней кареток, на которых закреплены соответственно ячейки 38, 39, 40 и 41, 42, 43, 44, 45. Каретки установлены с возможностью шагового возвратно-поступательного перемещения в направлении, перпендикулярном приемным лоткам 4. В ячейках 39, 40, 41 и 42 смонтированы поворотные в верти- кальной плоскости шторки, которые ус тановлены с возможностью взаимодействия с неподвижными копирами. 6 ил. ;- и (Л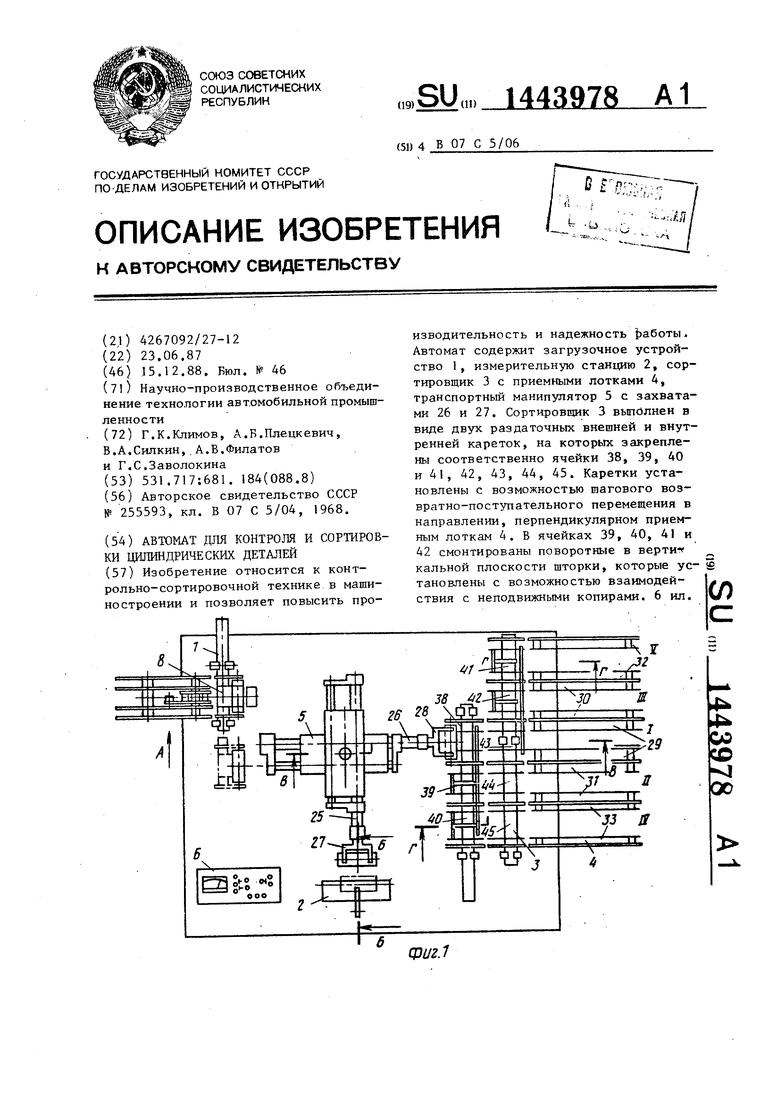
ком проход для детали открыт, и она ю емньми лотками первой и второй раздаточными каретками с ячейками для приема деталей и неподвижными копирами, приемные лотки вьшолнены наклонными и размещены параллельно захвату
скатьгоается по лотку 31.
Если, например, будет получен сигнал о детали группы IV, аналогично происходит перемещение каретки 34 приводом 40 на два шага так, что напро- is манипулятора, центральный приемный тив центрального лотка 29 размещаются лоток соосен захвату манипулятора, а ячейки 40 со шторкой. После загрузки детали происходит перемещение каретки 34 назад на два шага к лотку 33 с отраздаточные каретки установлены с возможностью возвратно-поступательно го шагового перемещения в направлекрытием соответствующей шторки и ска-20 перпендикулярном лоткам и фиксации в исходном и промежуточных положениях, при этом количество ячеек первой каретки на единицу больше количества приемных лотков, размещенных
тываннем детали в. указанный лоток.
Если необходимо направить в лоток 30 деталь группы III, то каретка 34 находится в положении, когда напротив
лотка 29 постоянно находится ее ячей- 25сбоку от центрального, а количество
ка 38. Происходит перемещение на одинячеек второй каретки соответствует
шаг внутренней каретки 35 приводомколичеству всех приемных лотков, ячей48 так, что напротив лотка 29 оказыва-ки обеих кареток, расположенные в исется ячейка 42 со шторкой.ходном положении по разные стороны
Дальнейшие операции осуществляются ЗОот центрального приемного лотка, снабаналогичным образом.жены смонтированными в их донной час..ти поворотными в вертикальной плос- Формулаизобретения:
кости шторками, установленными с воз-Автомат для контроля и сортировкиможностью взаимодействия с неподвиж- цилиндрических деталей, содержащ тй 5.ьми копирами.
видА
са//.
даточными каретками с ячейками для приема деталей и неподвижными копирами, приемные лотки вьшолнены наклонными и размещены параллельно захвату
манипулятора, центральный приемный лоток соосен захвату манипулятора, а
манипулятора, центральный приемный лоток соосен захвату манипулятора, а
раздаточные каретки установлены с возможностью возвратно-поступательного шагового перемещения в направлесации в исходном и промежуточных положениях, при этом количество ячеек первой каретки на единицу больше количества приемных лотков, размещенных
6 Б /ToSepHi/mo
ш
11
гз
Фиг.з
26 28
r-г
35
56
В 37
50 56
51
5Z
Фиг. 5
Мл
55
Фиг,6
| КРУГОВОЕ ИСПОЛНИТЕЛЬНОЕ УСТРОЙСТВО К АВТОМАТАМ ДЛЯ МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ДЕТАЛЕЙ | 0 |
|
SU255593A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
