Известен способ ультразвуковой размерной обработки чугонатянутым неирофилированным инструментом-проволокой (лентой), имеющей жесткую связь с акустическим преобразователем, колеблющимся с ультразвуковой частотой.
Предложенный способ отличается от известного тем, что процесс резания ведут непрофилированным инструментом в виде постоянно перематывающейся проволоки или ленты, имеющей относительное перемещение в соответствии с профилем обработки, не связанной жестко с акустическим преобразователем, от которого ей передают колебания высокой частоты.
Способ предложен с целью исключения применения дорогостоящего инструмента сложного профиля, и ycTpaHjiTb влияние износа инструмента на точность обработки.
Способ иллюстрируется чертежом.
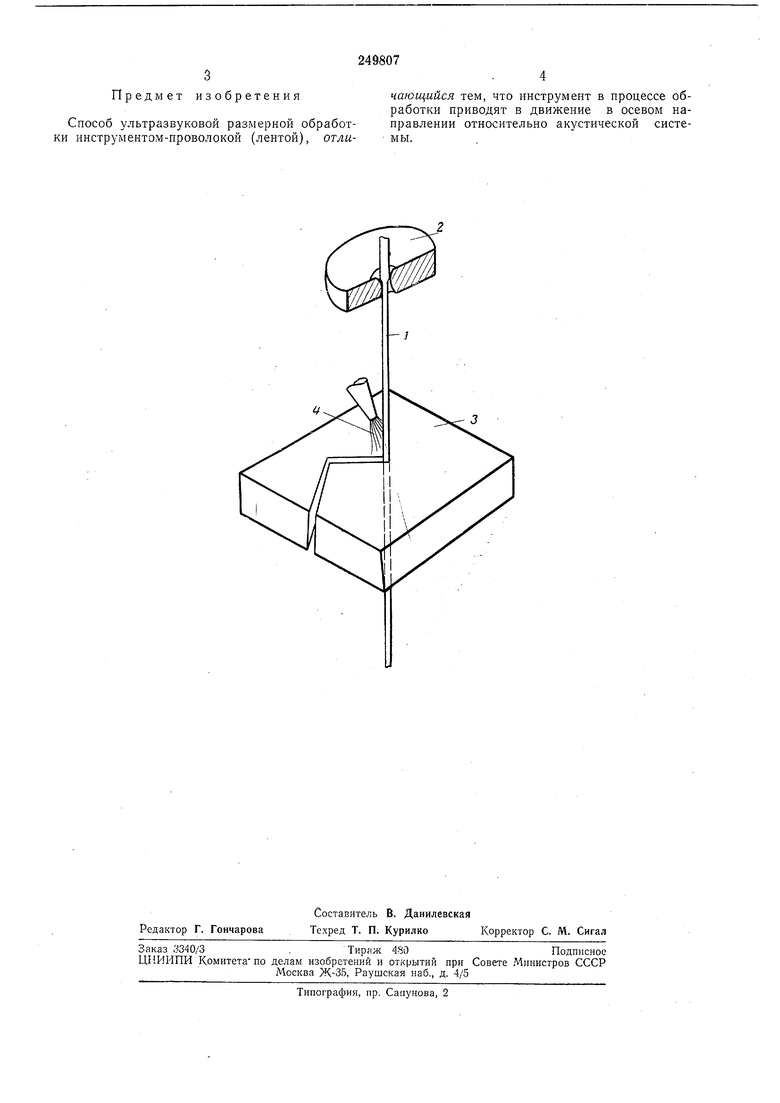
В качестве инструмента используется постоянно перемещающаяся проволока / или лента со скоростью, выбранной из условий точности обработки, получающая высокочастотные колебания со скоростью от акустического конденсатора, но не связанная с ним жестко. Такую постоянную передачу колебании перемещающемуся инструменту-проволоке можно, например, осуществить протягиванием ее с различной степенью деформации через колеблющуюся фильеру 2. В процессе обработки деталь 3 с определенным усилием постоянно прижимается к колеблющейся проволоке 1, а в зону резания подается абразивная суспензия 4. По мере вращения инструмента-проволоки производится перемещение
обрабатываемого изделия 5 со скоростью (или ультразвуковой головки) в соответствии с профилем обработки. При таком ведении процесса рабочей поверхностью является боковая поверхность инструмента-проволоки и для разрушения материала используются как продольные, так и поперечные ее колебания.
Изделия из керамики ЦМ-332 обрабатываютдя со скоростью 0,3-0,4 мм/мин при толщине разрезаемого изделия 25 мм, изделия из кварца 0,6 - со скоростью 0,8 мм/мин при толщине изделия 60 мм.
Данный способ позволяет осуществлять точные технологические операции: снятие припуска при чистовых проходах при обработке твердосплавных вставок штампов различной конфигурации, вырезку по любому заранее заданному контуру, прорезку глубоких пазов цли щелей и т. д.
Предмет изобретения
Способ ультразвуковой размерной обработки инструментом-проволокой (лентой), отличающийся тем, что инструмент в процессе обработки приводят в движение в осевом направлении относительно акустической системы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА ДЛЯ РАЗМЕРНОЙ ОБРАБОТКИ | 2003 |
|
RU2250814C1 |
| Способ обработки керамических изделий | 1978 |
|
SU772875A1 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| Способ изготовления периодических профилей | 1982 |
|
SU1131582A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2131794C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2008 |
|
RU2404884C2 |
| Устройство для ультразвуковой размерной обработки | 1979 |
|
SU871843A1 |
| Способ формования длинномерных изделий из порошковых материалов и устройство для его осуществления | 1990 |
|
SU1780923A1 |
| СТАНОК ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ | 1960 |
|
SU130328A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЖУЩЕЙ КРОМКИ НА ПЛОСКИХ ИЗДЕЛИЯХ | 1989 |
|
RU2050222C1 |