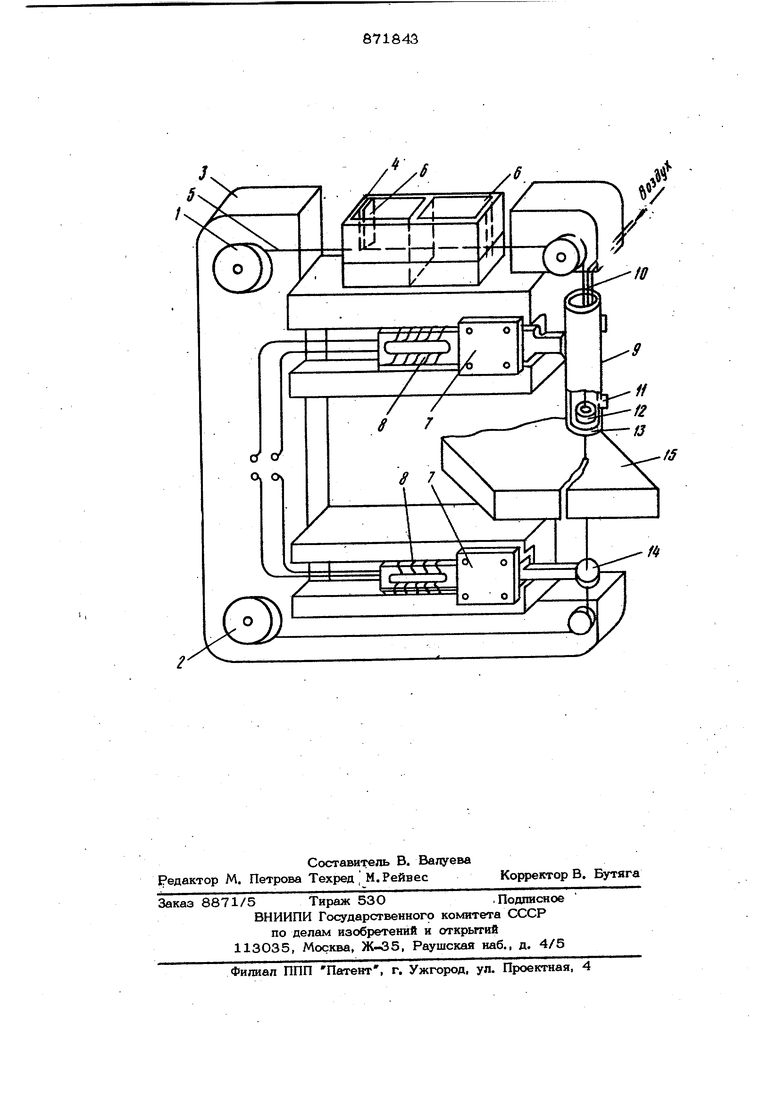
(54) УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ РАЗМЕРНОЙ Изобретение относится к машиностроению и может быть использовано при обработке твердых материалов. Известно устройство для ультразвуковой размерной обработки, содержащее уль развуковой преобразователь, акустический концентратор, инструмент-проволоку, кали рующую фильеру и узел перемотки 1. Однако это устройство не обеспечивает ш 1сокой точности и чистоты обрабатываемых деталей, так как наличие прижимного ролика не обеспечивает надежного контакта и приводит к нестабильности параметров по частоте и амплитуде. Обработка деталей с использованием абра зивных зерен в свободном состоянии снижает точность обрабатываемой поверхности. Наиболее близким к предлагаемому является устройство для ультразвуковой размерной обоаботки, содержащее ннструментнпроволоку, узел перемотки, акустические волноводы-концентраторы, связанные через преобразователь с ультразвук ОБРАБОТКИ вым Генератором, емкость с жидкостью, жестко закрепленную на торце одного из волноводов-концентраторов и имеющую от- ве13стия для инструмента-проволоки 2 J. Однако это устройство характеризуется недостаточно высокой точностью и чио тотой обрабатываемой поверхности. Цель изобретения - повышение точнооти и чистоты обрабатываемой поверос- ности. Поставленная цель достигается тем, что устройство снабжено системой пода чи абразивной суспензии в емкооть и ис - точникомпостоянного тока, положительной клеммой подключенным к емкости, а отрицательной - к инструменту- ЧРОволоке. На чертеже схематически изображено предлагаемое устройство. Устройство состоит из узла перемотки, который крепится на станине станка в включает в себя две катушки 1 и 2, из которых является подающей, а вторая пртемной. Скоба 3 закреплена на ста-. Нине станка; в верхней части скобы име ется площадка, на которой крепится ванна 4, предназначенная для предварительной обработки поверхности инструментапроволоки 5. Ванная состоит из двух отсеков, в каж дом из которых сооуветственно находится кислота и вода Ванна выполнена разъеь«йой и СОС1ЧЭИТ 1йа двух частей, меиу которыми находится прокладка. Верхняя часть ванны имеет пластины 6, предназначенные для регулирования уровня жидкости в ванне. К корпусу скобы 3 с помоивью пластин 7 жестко крепится акустичес кий преобразоватет в с вояноводами-концентраторами. К верхнему вопноводу-жондентрато / жестко крепится емкость в внде стакана 9 с трубкой 10 для подвода сжатого воздуха, предназначенная для эпектроосажде ни я металла с абразивными частицами (ис точник питания на чертеже не показан). Стакан выполнен разъемным для удобства заправки проволочного инструмента 5. В нижней части стакана установлена калиб ровочная фильер 11, запрессованная во фторопластовую втулку 12. Прокладка 13 с/цгжит для предохранения вытекания раствора из стакана 9. На конце нижнего волновода-концентра тора вмонтирована направляющая фильера 14.. Принш1П работы устройства заключается в следующем. Проволочный инструмент 5 при обработ ке перематывается с одной катушки на другую. В процессе движения проволочный инструмент сначала попадает в ванну 4, где происходит предварительная подготовка его поверхности перед гальваническим покрытием, а затем в стакан 9 с раство ром электролита и абразивными частицами В качестве материала стакана 9 применяется материал осаждаемого металла выдояняюШего одновременно роль анода. Например, при осаждении меди с абразивными частицами корпус стакана изготавли вается из меди и подсоединяется к плю ет.шрямителя. В качестве катода испол зуется проволочный инструмент,, подсоединяемый к минусу выпрямителя. Интенсификация электроосаждения металла с абразивными частицами осуществляется с помощью перемешивания электролита сжатым воздухом, подаваемым че,- рез трубку 10, а также с помощью ультразвуковых колебаний, создаваемых ультразвуковым генератором через акустический преобразователь. В процессе электроосаждения некоторые частицы попадают одна на другую и тем самым изменяют заданный размер инструмента. Для калибровки заданного размера служит фильера 14. Процесс резания детали 15 осуществляется за счет акустических колебаний проволочного инструмента 5 с абразивными частицами на поверхности. Таким образом, предлагаемое устройство позволяет при изготовлении деталей повысить шероховатость поверхности на 1-1,5 класса, кроме того, проволока, применяемая для инструмента, может использоваться многократно (до 1О-12 раз). Формула изобретения Устройство для ультразвуковой разме1 ной обработки, содержащее инструмент-проволоку, узел перемотки, акустические волноводы-концентраторы, связанные через преобразователь с ультразвуковым генератором, емкость с жидкостью, жестко закрепл нную на торце одного из волноводов-концентраторов и имеющую отверстие для инструмента-проволоки, о т л и ч а - ю щ е е с я тем, что, с целью повышения точности и чистоты обрабатываемой поверхности, оно снабжено системой подачи абразивной суспензии в емкость и источником постоянного тока, положительной клеммой подключенным к емкости, а отрицательной - к инструменту - проволоке. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР MO 2О7496, кл. В 06 В 1/6о, 1966. 2,Авторское свидетельство СССР № 518237, кл. В Об В 1/ОО, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ КАТАНКИ | 2010 |
|
RU2438812C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2011 |
|
RU2570256C2 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| УЛЬТРАЗВУКОВОЙ ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ И РЕЛАКСАЦИОННОЙ ОБРАБОТКИ | 2008 |
|
RU2393953C2 |
| УЛЬТРАЗВУКОВОЙ СТАНОК ДЛЯ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ИНСТРУМЕНТОМ | 1970 |
|
SU258486A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2006 |
|
RU2317868C1 |
| УЛЬТРАЗВУКОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА | 2020 |
|
RU2734368C1 |
| Устройство для доводки отверстий | 1989 |
|
SU1692817A1 |
| Станок для ленточного шлифования сложнофасонных поверхностей | 1988 |
|
SU1590346A1 |