1
Изобретение относится к сварке пластмасс, а именно к устройствам для сварки деталей из термопластов нагретым присадочным материалом.
Целью изобретения является повышение качества сварки за счет обеспечения автоматического изменения скорости перемещения устройства в зависимости от скорости подачи присадочного материала.
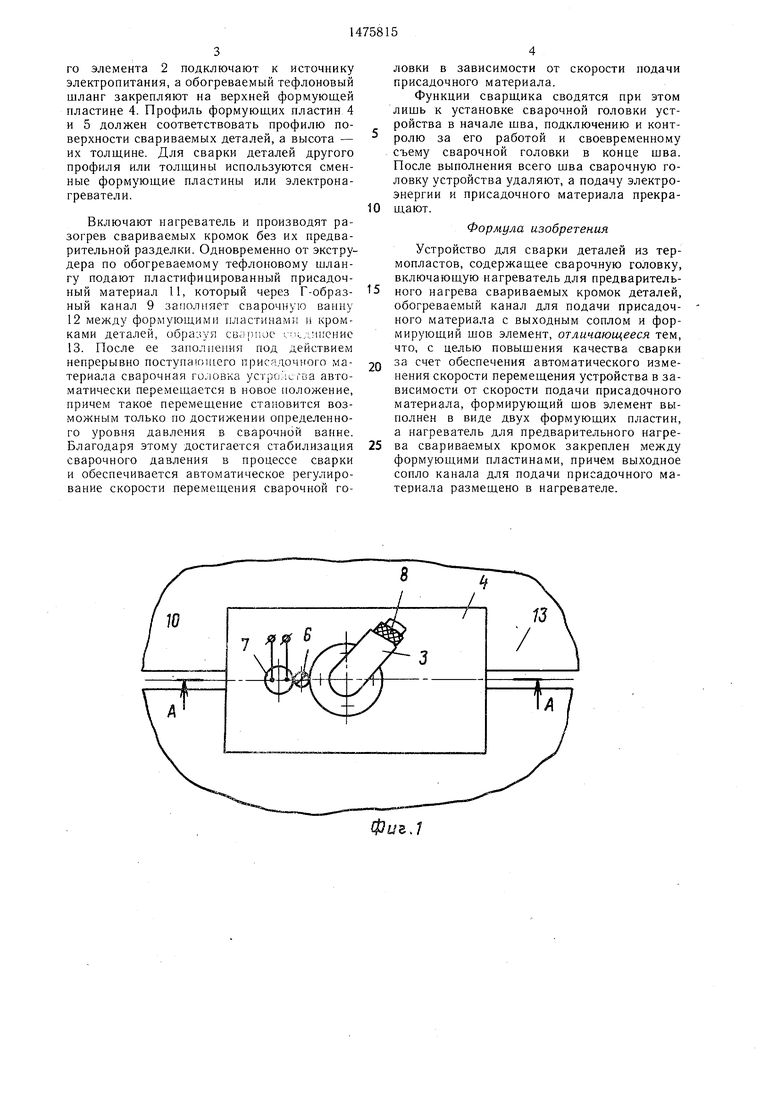
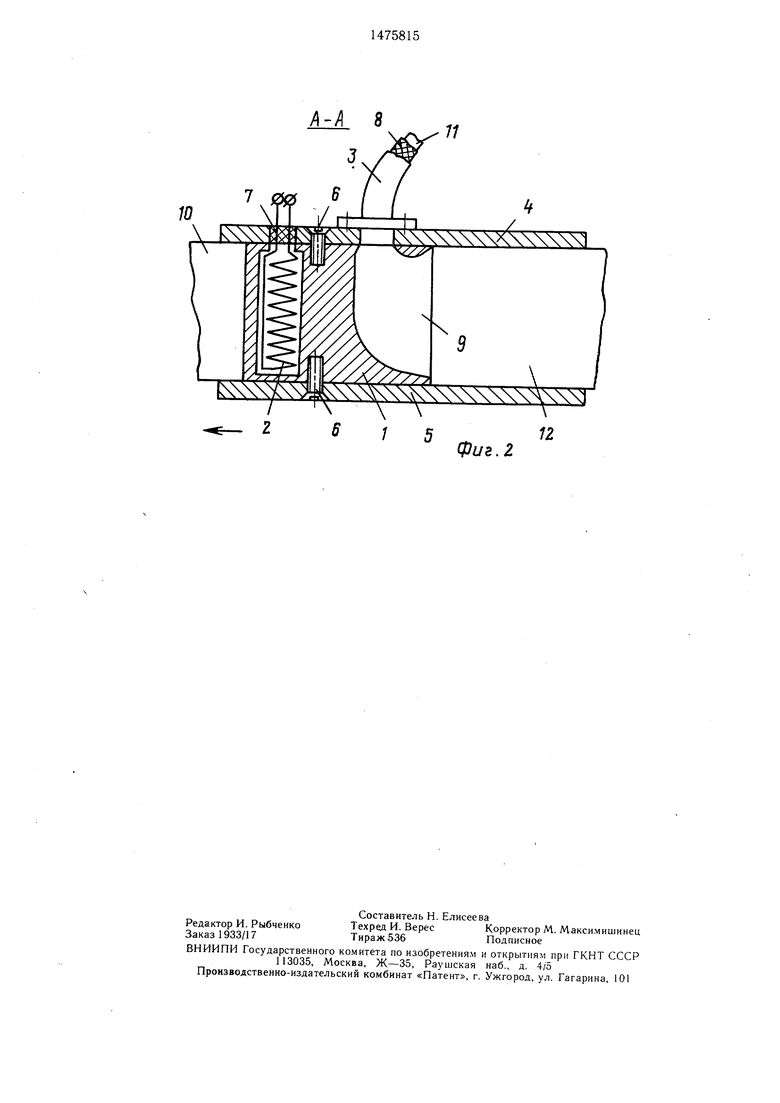
На фиг. 1 изображено устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для сварки деталей из термопластов содержит сварочную головку, включающую нагреватель 1 для предварительного нагрева свариваемых кромок деталей с электронагревательным элементом 2, обогреваемый канал 3 для подачи присадочного материала и формирующий шов элемент, выполненный в виде верхней 4 и нижней 5 формующих пластин.
Нагреватель 1 закреплен с помощью винтов 6 между формующими пластинами 4 и 5. Толщина нагревателя соответствует
величине зазора между свариваемыми деталями, а высота - толщине этих деталей. Выводы электронагревательного элемента 2 через изолирующую втулку 7 выведены наружу и подключены к источнику электропитания (не показан). Канал 3 для подачи присадочного материала представляет собой тефлоновый шланг из термостойкого материала, усиленный металлической оплеткой 8, одновременно используемой в качестве нагревательного элемента для обогрева шланга.
Канал 3 связан с выходным соплом в виде, выполненного в корпусе нагревателя 1 Г-образного канала 9, по которому присадочный материал подается между кромками свариваемых деталей и формирующими пластинами 4 и 5.
Устройство работает следующим образом.
В зазор между свариваемыми деталями 10 вводят сварочную головку устройства, перемещение которой по высоте ограничено верхней 4 и нижней 5 формующими пластинами. Выводы электронагревательно4 J
сл
00
сл
го элемента 2 подключают к источнику электропитания, а обогреваемый тефлоновый шланг закрепляют на верхней формующей пластине 4. Профиль формующих пластин 4 и 5 должен соответствовать профилю поверхности свариваемых деталей, а высота - их толщине. Для сварки деталей другого профиля или толщины используются сменные формующие пластины или электронагреватели.
Включают нагреватель и производят разогрев свариваемых кромок без их предварительной разделки. Одновременно от экстру- дера по обогреваемому тефлоновому шлангу подают пластифицированный присадочный материал 11, который через Г-образ- ный канал 9 заполняет сварочную ваннх 12 между формующими пластинами и кромками деталей, образуя .ле ; .. мнение 13. После ее заполнения под действием непрерывно поступающего пригоночною материала сварочная гсмовка уорс автоматически перемещается в новое положение, причем такое перемещение становится возможным только по достижении определенного уровня давления в сварочной ванне. Благодаря этому достигается стабилизация сварочного давления в процессе сварки и обеспечивается автоматическое регулирование скорости перемещения сварочной головки в зависимости от скорости подачи присадочного материала.
Функции сварщика сводятся при этом лишь к установке сварочной головки устройства в начале шва, подключению и контролю за его работой и своевременному съему сварочной головки в конце шва. После выполнения всего шва сварочную головку устройства удаляют, а подачу электроэнергии и присадочного материала прекращают.
Формула изобретения
Устройство для сварки деталей из термопластов, содержащее сварочную головку, включающую нагреватель для предварительного нагрева свариваемых кромок деталей, обогреваемый канал для подачи присадочного материала с выходным соплом и формирующий шов элемент, отличающееся тем, что, с целью повышения качества сварки за счет обеспечения автоматического изменения скорости перемещения устройства в зависимости от скорости подачи присадочного материала, формирующий шов элемент выполнен в виде двух формующих пластин, а нагреватель для предварительного нагре- 5 ва свариваемых кромок закреплен между формующими пластинами, причем выходное сопло канала для подачи присадочного материала размещено в нагревателе.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Устройство для сварки термопластов экструдированным присадочным материалом | 1977 |
|
SU716842A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки термопластов | 1977 |
|
SU657996A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1980 |
|
SU903156A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Устройство для сварки термопластов | 1983 |
|
SU1199653A1 |
Изобретение относится к области сварки пластмасс, а именно к устройствам для сварки деталей из термопластов нагретым присадочным материалом. Цель - повышение качества сварки за счет обеспечения автоматического изменения скорости перемещения устройства в зависимости от скорости подачи присадочного материала. Для этого в устройстве для сварки деталей из термопластов формирующий шов элемент выполнен в виде двух формующих пластин. Нагреватель для предварительного нагрева свариваемых кромок закреплен между формующими пластинами. Выходное сопло канала для подачи присадочного материала размещено в нагревателе. 2 ил.
Фиъ.1
:SN T VSXV VVCNXX V
XX XXXXXXXXXXXX
11
X
X
9
У
Фиг. 2
П
| Устройство для сварки термопластов газообразным теплоностителем | 1977 |
|
SU643359A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки термопластичного материала | 1968 |
|
SU519116A3 |
| Солесос | 1922 |
|
SU29A1 |
