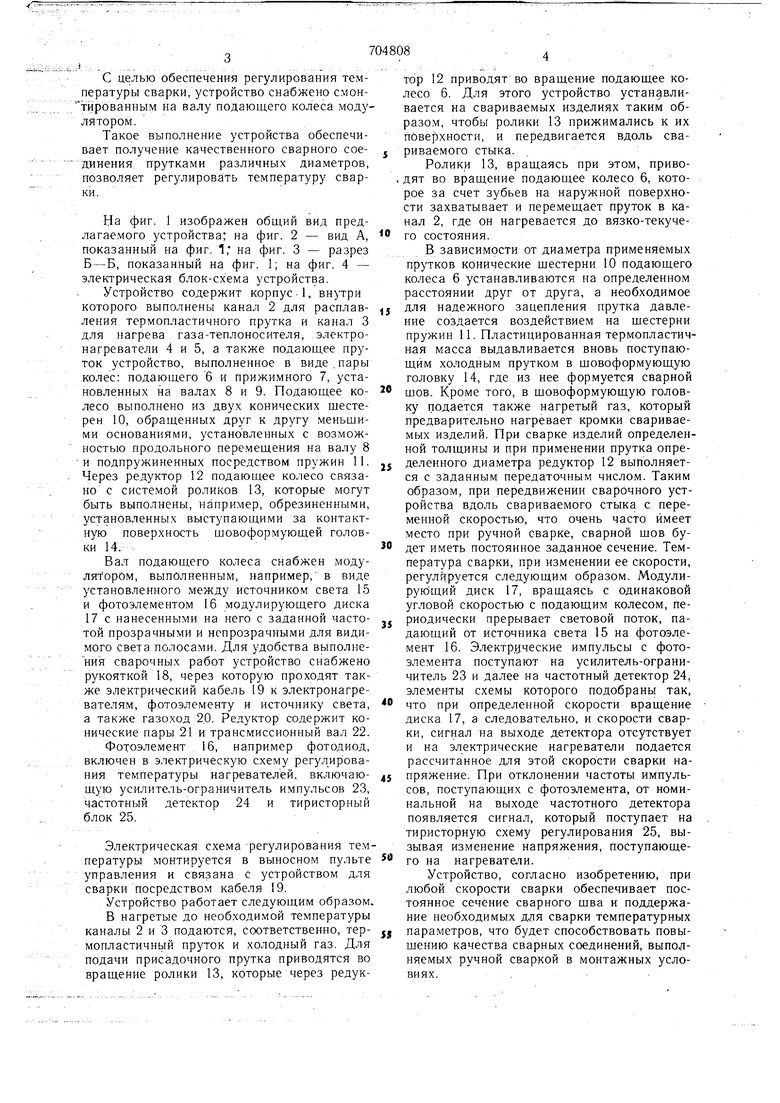
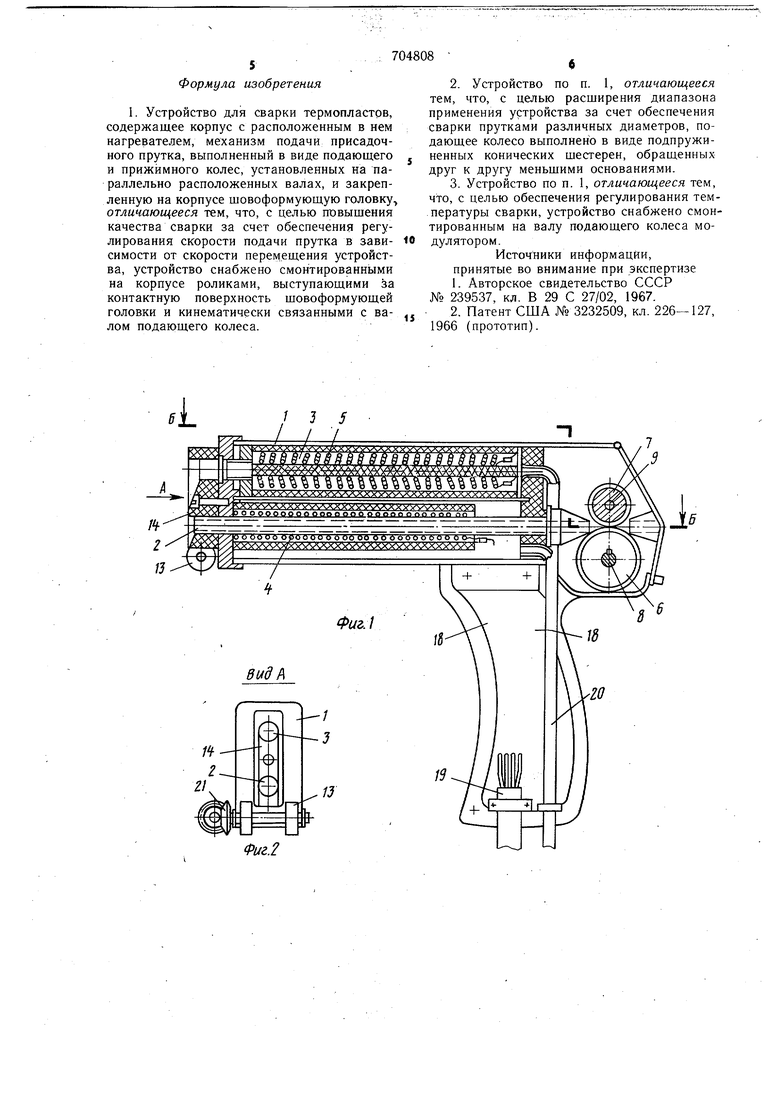
Изобретение относится к области сварки пластмасс, а именно к устройствам для сварки термопластов расплавленным термопластичным прутком. Известно устройство для сварки термопластов, содержап1,ее корпус с нагревателем и механизм подачи присадочного прутка, выполненный в виде втулки с внутренней резьбовой ,нарезкой, вмонтированной в осевое отверстие зубчатого колеса, кинематически связанного с приводом 1. Недостаток устройства заключается в том, что оно не обеспечивает выполнение сварных швдв заданного постоянного сечения. Наиболее близким решением из известных является устройство для сварки термопластов, содержащее корпус с расположенным в нем нагревателем, механизм подачи присадочного прутка, выполненный в виде подающего и прижимного колес, установленных на параллельно расположенных валах, и закрепленную на корпусе шовоформующую головку 2 . Недостатком указанного устройства является то, что оно не обеспечивает получения качественных сварных щвов постоянного сечения, т. к. скорость подачи присадочного прутка и скорость перемещения устройства не зависят Друг от друга, а определяются квалификацией сваршика. Кроме того, указанное устройство не позволяет применять для сварки прутки различного диаметра и не обеспечивает регулирование температуры сварки. Целью изобретения является повышение качества сварки за счет обеспечения регулирования скорости подачи прутка в зависимости от скорости перемещения устройства. Указанная цель достигается тем, что устройство снабжено смонтированными на корпусе роликами, выступающими за контактную поверхность шовоформующей головки и кинематически связанными с валом подающего колеса. С целью расщирения диапазона применения устройства за счет обеспечения сварки прутками различных диаметров, подающее колесо выполнено в виде подпружиненных конических щестерен, обращенных друг к другу меньшими основаниями. С целью обеспечения регулирования температуры сварки, устройство снабжено смон тйрованным на валу подающего колеса модулятором. Такое выполнение устройства обеспечивает получение качественного сварного соединения. прутками различных диаметров, позволяет регулировать температуру сварки. На фиг. 1 изображен общий вид предv aгaeмoгo устройства; на фиг. 2 - вид А, показанный на фиг. 1; на фиг. 3 - разрез Б-Б, показанный на фиг. 1; на фиг. 4 - электрическая блок-схема устройства. Устройство содержит корпус-1, внутри которого выполнены канал 2 для расплавления термопластичного прутка и канал 3 для нагрева газа-теплоносителя, электронагреватели 4 и 5, а также подающее пруток устройство, выполненное в виде.пары колес: подающего 6 и прижимного 7, установленных на валах 8 и 9. Подающее колесо выполнено из двух конических шестерен 10, обращенных друг к другу меньшими основаниями, установленных с возможностью продольного перемещения на валу 8 и подпружиненных посредством пружин 11. Через редуктор 12 подающее колесо связано с системой роликов 13, которые могут быть выполнены, например, обрезиненными, установленных выступающими за контактную поверхность шовоформующей головки 14. Вал подающего колеса снабжен модулятором, выполненным, например, в виде установленного между источником света 15 и фотоэлементом 16 модулирующего диска 17 с нанесенными на него с заданной частотой прозрачными и непрозрачными для видимого света полосами. Для удобства выполне ния сварочных работ устройство снабжено рукояткой 18, через которую проходят также электрический кабель 19 к электронагревателям, фотоэлементу и источнику света, а также газоход 20. Редуктор содержит конические пары 21 и трансмиссионный вал 22. Фотоэлемент 16, например фотодиод, включен в электрическую схему регулирования температуры нагревателей, включающую усилитель-ограничитель импульсов 23, частотный детектор 24 и тиристорный блок 25. Электрическая схема регулирования температуры монтируется в выносном пульте управления и связана с устройством для сварки посредством кабеля 19. Устройство работает следующим образом. В нагретые до необходимой температуры каналы 2 и 3 подаются, соответственно, термопластичньж пруток и холодный газ. Для подачи присадочного прутка приводятся во вращение ролики 13, которые через редуктор 12 приводят во вращение подающее колесо 6. Для этого устройство устанавливается на свариваемых изделиях таким образом, чтобы ролики 13 прижимались к их поверхности, и передвигается вдоль свариваемого стыка. Ролики 13, вращаясь при этом, приводят во вращение подающее колесо 6, которое за счет зубьев на наружной поверхности захватывает и перемещает пруток в канал 2, где он нагревается до вязко-текучего состояния. В зависимости от диаметра применяемых прутков конические шестерни 10 подающего колеса 6 устанавливаются на определенном расстоянии друг от друга, а необходимое для надежного зацепления прутка давление создается воздействием на шестерни пружин 11. Пластицированная термопластичная масса выдавливается вновь поступающим холодным прутком в щовоформующую головку 14, где из нее формуется сварной щов. Кроме того, в щовоформующую головку подается также нагретый газ, который предварительно нагревает кромки свариваемых изделий. При сварке изделий определенной толщины и при применении прутка определенного диаметра редуктор 12 выполняется с заданным передаточным числом. Таким образом, при передвижении сварочного устройства вдоль свариваемого стыка с переменной скоростью, что очень часто имеет место при ручной сварке, сварной шов будет иметь постоянное заданное сечение. Температура сварки, при изменении ее скорости, регулируется следующи.м образом. Модулирук)щий диск 17, вращаясь с одинаковой угловой скоростью с подающим колесом, периодически прерывает световой поток, падающий от источника света 15 на фотоэлемент 16. Электрические импульсы с фотоэлемента поступают на усилитель-ограничитель 23 и далее на частотный детектор 24, элементы схемы которого подобраны так, что при определенной скорости вращение диска 17, а следовательно, и скорости сварки, сигнал на выходе детектора отсутствует и на электрические нагреватели подается рассчитанное для этой скорости сварки напряжение. При отклонении частоты импульсов, поступающих с фотоэлемента, от номинальной на выходе частотного детектора появляется сигнал, который поступает на тиристорную схему регулирования 25, вызывая изменение напряжения, поступающего на нагреватели. Устройство, согласно изобретению, при любой скорости сварки обеспечивает постоянное сечение сварного шва и поддержание необходимых для сварки температурных параметров, что будет способствовать повышению качества сварных соединений, выполняемых ручной сваркой в монтажных условиях.,
Формула изобретения
1. Устройство для сварки термопластов, содержащее корпус с расположенным в нем нагревателем, механизм подачи присадочного прутка, выполненный в виде подающего и прижимного колес, установленных на параллельно расположенных валах, и закрепленную на корпусе шовоформующую головку отличающееся тем, что, с целью повышения качества сварки за счет обеспечения регулирования скорости подачи прутка в зависимости от скорости перемещения устройства, устройство снабжено смонтированными на корпусе роликами, выступающими за контактную поверхность щовоформующей головки и кинематически связанными с валом подающего колеса.
2.Устройство по п. 1, отличающееся тем, что, с целью расширения диапазона применения устройства за счет обеспечения сварки прутками различных диаметров, подающее колесо выполнено в виде подпружиненных конических шестерен, обращенных друг к другу меньщими основаниями.
3.Устройство цо п. 1, отличающееся тем, что, с целью обеспечения регулирования температуры сварки, устройство снабжено смонтированным на валу подающего колеса модулятором.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 239537, кл. В 29 С 27/02, 1967.
2.Патент США № 3232509, кл. 226-127,
5 1966 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов | 1984 |
|
SU1214466A1 |
| Устройство для сварки термопластов | 1990 |
|
SU1801766A1 |
| Пистолет для сварки термопластов | 1979 |
|
SU810508A1 |
| Пистолет для сварки термопластов | 1980 |
|
SU919898A2 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU737228A2 |
| Устройство для сварки термопластов | 1978 |
|
SU749672A1 |
| Устройство для сварки термопластов | 1981 |
|
SU941191A1 |
| Устройство для сварки термопластов | 1980 |
|
SU870163A2 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1980 |
|
SU903156A1 |
В- 6
/Z 22
/
Фиг. 5
8
//
iO
/f J
//
16--Ш -/7
