(5) УСТРОЙСТВО ДЛЯ -СВАРКИ ТЕРМОПЛАСТОВ ГАЗООБРАЗНЫМ ТЕПЛОНОСИТЕЛЕМ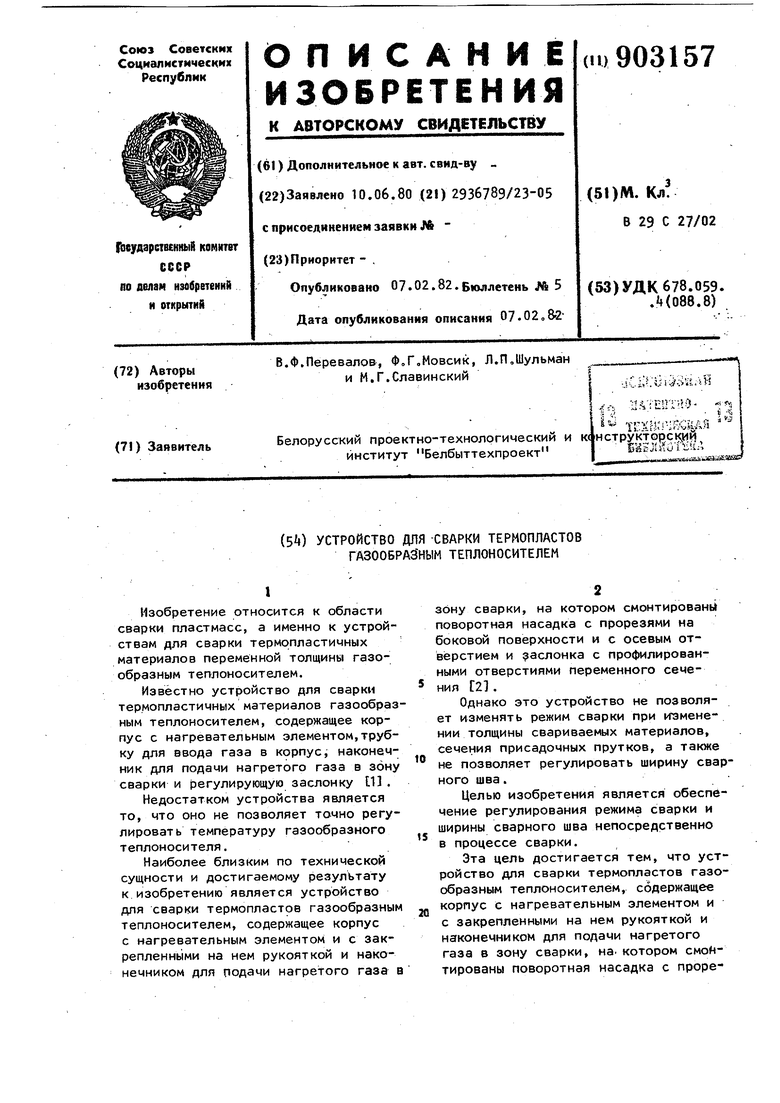

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки газообразным теплоносителем периодически движущейся термопластичной ленты | 1982 |
|
SU1024288A1 |
| Устройство для сварки термопластичных материалов газообразным теплоносителем | 1976 |
|
SU562433A1 |
| Устройство для сварки газообразным теплоносителем термопластичных материалов | 1977 |
|
SU649586A1 |
| Устройство для сварки термопластов | 1977 |
|
SU657996A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1989 |
|
SU1666340A1 |
| Устройство для сварки термопластов | 1979 |
|
SU816764A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1983 |
|
SU1098806A1 |
| Устройство для изготовления наполнения и запечатывания пакетов из ленточного термопластичного материала | 1982 |
|
SU1041423A1 |
| УСТРОЙСТВО для СВАРКИ ТЕРМОПЛАСТОВf^^f/co: о 3 н. А я|п;;йи:;о-и:кк;^;кшi fv,'U:-;r'iC>& ГеКА | 1969 |
|
SU252582A1 |
Изобретение относится к области сварки пластмасс, а именно к устройствам для сварки термопластичных материалов переменной толщины газообразным теплоносителем.
Известно устройство для сварки термопластичных материалов газообразным теплоносителем, содержащее корпус с нагревательным элементом,трубку для ввода газа в корпус, наконечник для подачи нагретого газа в зону сварки и регулирующую заслонку 111.
Недостатком устройства является то, что оно не позволяет точно регулировать температуру газообразного теплоносителя.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для сварки термопластов газообразным теплоносителем, содержащее корпус с нагревательным элементом и с закрепленнь1ми на нем рукояткой и наконечником для подачи нагретого газа в
зону сварки, на котором смонтированы поворотная насадка с прорезями на боковой поверхности и с осевым отверстием и аслонка с профилированными отверстиями переменного сечения Г21.
Однако это устройство не позволяет изменять режим сварки при изменении толщины свариваемых материалов, сечения присадочных прутков, а также
10 не позволяет регулировать ширину сварного шва.
Целью изобретения является обеспечение регулирования режима сварки и ширины сварного шва непосредственно
15 в процессе сварки.
Эта цель достигается тем, что устройство для сварки термопластов газообразным теплоносителем, содержащее корпус с нагревательным элементом и
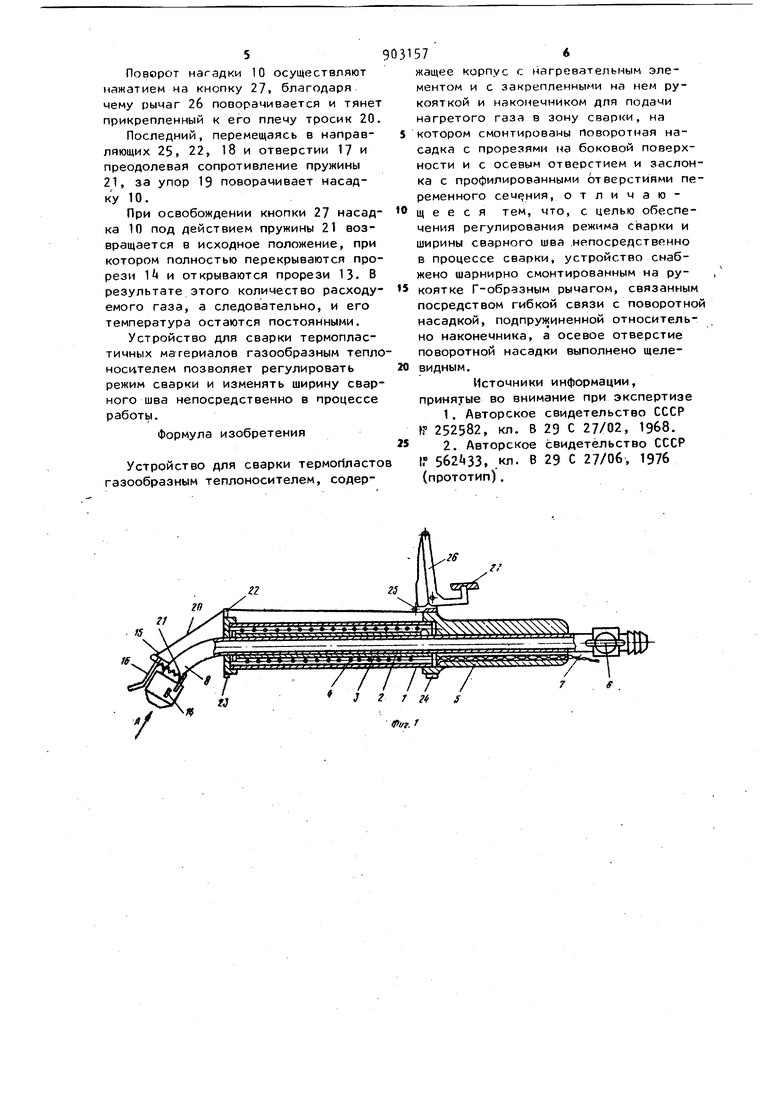
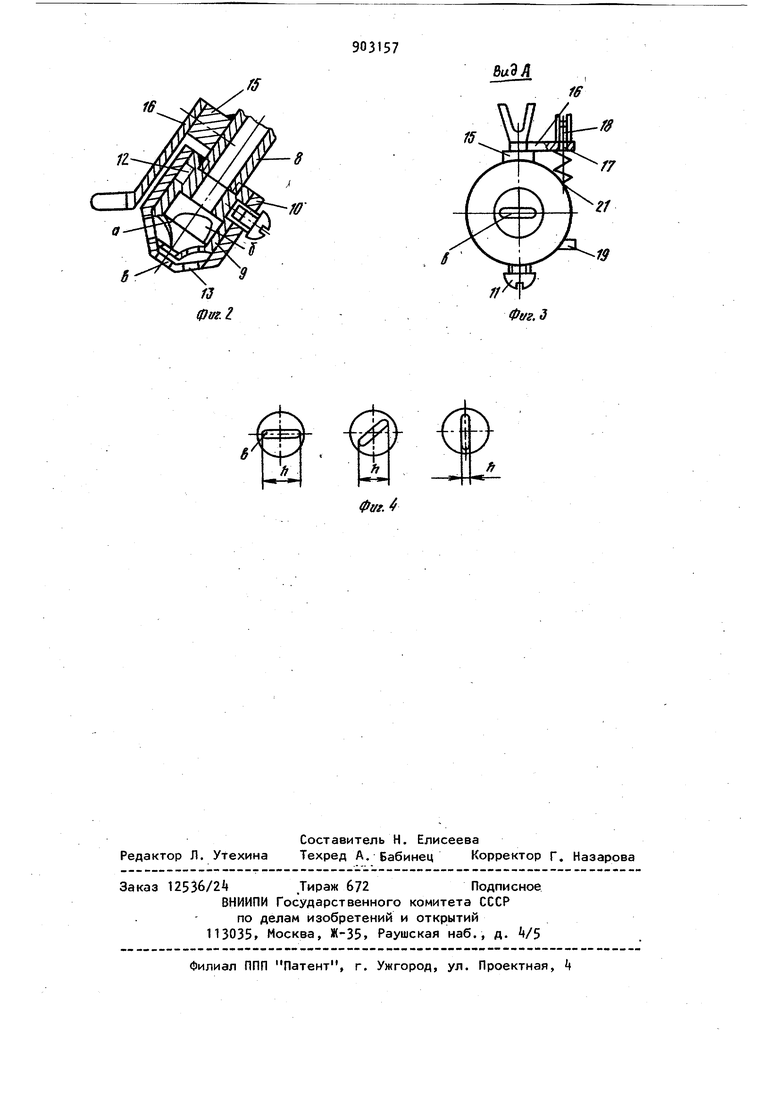
20 с закрепленными на нем рукояткой и наконечником для подачи нагретого газа в зону сварки, на. котором смойтированы поворотная насадка с прорезями на боковой поверхности и с осевым отверстием и заслонка с профилированными отверстиями переменного се чения, снабжено шарнирно смонтирован ным на рукоятке Г-образным рычагом, связанным посредством гибкой связи с .поворотной насадкой, подпружиненной относительно наконечника, а осевое отверстие поворотной насадки выполне но щелевидным. Такое В|з1полнение устройства позволяет регулировать режим сварки, а именно переход от выполнения прихваточ ных работ к сварке, изменять скорость сварки, а также ширину сварного шва непосредственно в процессе сварки. На фиг.1 изображено устройство дл сварки, частичный разрез; на фиг.2 насадка, заслонка и наконечник корпуса устройства в разрезе; на фиг.З вид насадки по стрелке А на фиг.1; на фиг. 4 - положение насадки при различной ширине сварного шва. Устройство для сварки термопластов содержит корпус 1, внутри которого проходит трубка 2. На трубку 2 кадет изолятор 3 с нагревательным элементом Д (электроспиралью). На корпусе 1 закреплена рукоятка 5с краном 6 и электрокабелем 1. С другой стороны корпуса 1 к наконечнику 8 неподвижно прикреплена при помощи, резьбового соединения заслонка 9 вы полненная в виде конусной втулки. В заслонке 9 выполнено осевое отверстие, а также смещенные один относительно другого на 180 профилированные отверстия а, расположенные в конусной части втулки, и профилированные отверстия б, расположен ные в цилиндрической части. На заслонке Э размещена поворотная насадка 10, удерживаемая на ней с помощью стопорного винта И, входящего в кол цевую канавку 12, выполненную в заслонке 9- В конусной части насадки 10 диаметрально противоположно выполнены по образующей щелевидные прорези 13 а в цилиндрической части - диаметрально противоположные боковые пр рези 14. Осевое отверстие в насадки 10 выполнено щелевидным. На наконечнике 8 неподвижно закреп лена, например приварена, колонка 15. к которой присоединена Г-образная пластина 1б. Один конец пластины выполнен в виде V-образной скобы и размещен над насадкой 10 в плоскости прорезей 13. На другом конце пластины 16 выполнено отверстие 17 и прикреплена направляющая 18. На насадке 10 жестко установлен упор 19 на котором закреплен тросик 20. Между упором 19 и пластиной 16 на тросике 20 размещена цилиндрическая пружина 21, которая удерживает насадку 10 в положении, соответствующем полностью открытым прорезям 13 и полностью закрытым прорезям }k. При этом осевое щелевидное отверстие в насадке 10 находится в положении, обеспечивающем максимальную ширину сварного шва. Направляющая 22 закреплена на корпусе 1 при помощи хомутика 23- На рукоятке 5 установлена также с помощью хомутика 2k направляющая 25. Тросик 20 от упора 19 проходит последовательно через пружину 21, отверстие 17, направляющие 18, 22, 25 и крепится к одному плечу Г-образного рычага 26, шарнирно установленного на хомутике 24. На другом плече рычага 26 расположена кнопка 27. Устройство для сварки термопластичных материалов работает следующим образом. Холодный газ, регулируемый краном 6, поступает по шлангу в трубку 2 корпуса 1. Здесь газ нагревается электроспиралью 4, подключенной к электрокабелю 7, и подается через канал наконечника 8 в полость заслонки 9, из которой устремляется наружу несколькими потоками. Режим сварки, например, при изменении ширины свариваемых материалов, сечения присадочных прутков, при необходимости выполнения прихваточных работ или изменения скорости сварки, регулируется непосредственно в процессе сварки поворотом насадки 10 относительно заслонки 9. В результате происходит плавное и синхронное закрывание прорезей 13 и открывание прорезей 14 и изменяется ширина h потока нагретого газа, исходящего из щелевидного осевого отверстия в. Максимальная ширина h потока устанавливается при перпендикулярном к оси прорезей 13 расположении щелевидного отверстия в и полностью перекрытых прорезях 14. В результате нагретый газ полностью используется ля сварки (без выброса за зону сварки). 5 Поворот нагадки 10 осуществляют нажатием ча кнопку 27, благодаря чему рычаг 26 поворачивается и тянет прикрепленный к его плечу тросик 20. Последний, перемещаясь в напревляющих 25 22, 18 и отверстии 17 и преодолевая сопротивление пружины 21, за упор 19 поворачивает насадку 10. При освобождении кнопки 27 насадка 10 под действием пружины 21 возвращается в исходное положение, при котором полностью перекрываются прорези и открываются прорези 13. В результате этого количество расходуемого газа, а следовательно, и его температура остаются постоянными. Устройство для сварки термопластичных материалов газообразным тепло носителем позволяет регулировать режим сварки и изменять ширину сварного шва непосредственно в процессе работы. Формула изобретения Устройство для сварки термопласто газообразным теплоносителем, содер757 жащее корпус с нагревательным элементом и с закрепленными на нем рукояткой и наконечником для подачи нагретого газа в зону сварки, на котором смонтированы Поворотная насадка с прорезями на боковой поверхности и с осевым отверстием и заслонка с профилированными отверстиями переменного сем(ния, отличающееся тем, что, с целью обеспечения регулирования режима сварки и ширины сварного шва .непосредственно в процессе сварки, устройство снабжено шарнирно смонтированным на рукоятке Г-образным рычагом, связанным посредством гибкой связи с поворотной насадкой, подпружиненной относительно наконечника, а осевое отверстие поворотной насадки выполнено щелевидным. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР Ь 252582, кл. В 29 С 27/02, 1968. 2.Авторское свидетельство СССР I 5б2«33, .кл. В 29 С 27/06, 1976 (прототип). е
16
ГО
в
виЭЛ
ГЗ
19
//
Фиг. 3
