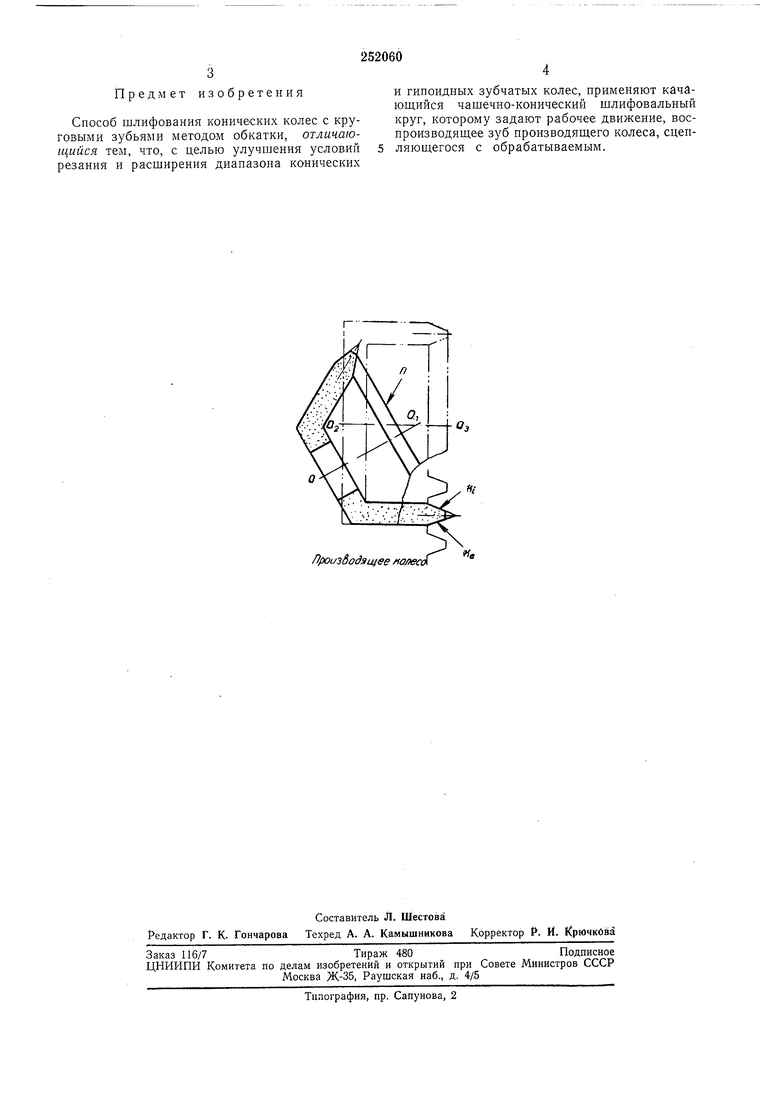
Известен способ шлифования конических колес с круговыми зубьями с помощью чашечноцилиндрического шлифовального круга. Этим способом работают отечественный зубошлифовальный полуавтомат модели 5А872 и зубошлифовальные станки фирмы «Глиссон, модели № 7, 17, 27. Достоинство этого способа шлифования заключается в непрерывности процесса формообразования, а также в простоте конструкции станка. Известен способ шлифования конических колес с круговыми зубьями, имеющими прямолинейный профиль, при помоши чашечно-конического круга, применяемый в станках фирмы «Глиссоп моделей № 14 и 18. Однако в этом случае подача шлифовального круга осуществляется путем врезания его в обрабатываемое колесо, поэтому он не может быть применен для обработки обкатных конических зубчатых колес. Предлагаемый способ отличается от известного тем, что, с целью улучшения условий резания и расширения диапазона конических и гипоидных зубчатых колес, применяют качающийся чашечно-конический шлифовальный круг, которому задают рабочее движение, воспроизводящее зуб производящего колеса, сцепляющегося с обрабатываемым. Способ поясняется чертежом. При этом способе боковые и наружная поверхности зуба производящего колеса воспроизводятся образующими конусов рабочих поверхностей Ке, KI и Я чашечно-конического шлифовального круга при движении их вдоль обрабатываемого зуба, получаемом за счет качения оси О - О шлифовального круга вокруг оси 02 - Оз, конических поверхностей боковых сторон зуба производящего колеса. Одновременно обрабатывается одна впадина конического колеса, т. е. боковые стороны двух соседних зубьев и дно впадины между ними, за счет обкатки их по зубу производящего колеса, воспроизводимому инструментом. Для перехода к обработке следующей впадины инструмент и изделие отводятся друг от друга, обрабатываемое колесо получает делительный доворот одним из известных способов, а люлька станка вместе с инструментом возвращается в исходное положение, после чего цикл обработки повторяется. При шлифовании описываемым способом нагрев обрабатываемой поверхности значительно ниже по сравнению со шлифованием чашечноцилиндрическим кругом, что снижает опасность термического повреждения поверхности зуба, а следовательно, повышает, контактную прочность обрабатываемого зубчатого колеса. 3 Предмет изобретения Способ шлифования конических колес с круговыми зубьями методом обкатки, отличающийся тем, что, с целью улучшения условий резания и расширения диапазона конических и гипоидных зубчатых колес, применяют качаюш,ийся чашечно-конический шлифовальный круг, которому задают рабочее движение, воспроизводяш;ее зуб производящего колеса, сцепляющегося с обрабатываемым.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147976C1 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147268C1 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2228822C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КРУГА ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2146995C1 |
| ПРАВЯЩИЙ ИНСТРУМЕНТ | 2000 |
|
RU2208510C2 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА ДЛЯ ПРЕРЫВИСТОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147978C1 |
Лроизбодяи ее А
