Настоящее изобретение относится к радиоэлектронной технике, а именно к способу отбраковки термокомпрессионных сварных соединений, например, в полупроводниковых приборах с целью обнаружент я потенциально ненадежных соединений.
Известен способ отбраковки ненадежных термокомлрессионных соединений, основанный на центрифугировании контролируемых изделий. Для осуществления этого способа требуется наличие высокоскоростных центрифуг, способных развивать ускорение 100000 ff. и выше, а также сложная оснастка для установки и крепления приборов на доске центрифуги. Автоматизация процесса отбраковки при реализации известного способа затруднена.
Целью настоящего изобретения является разработка способа 100%-ной отбраковки термокомпрессионных соединений, который по характеру приложения нагрузки был бы аналогичен способу центрифугирования, обеспечивал бы больщой диапазон нагрузок, упрощал операции отбраковки и допускал автоматизацию процесса .отбраковки.
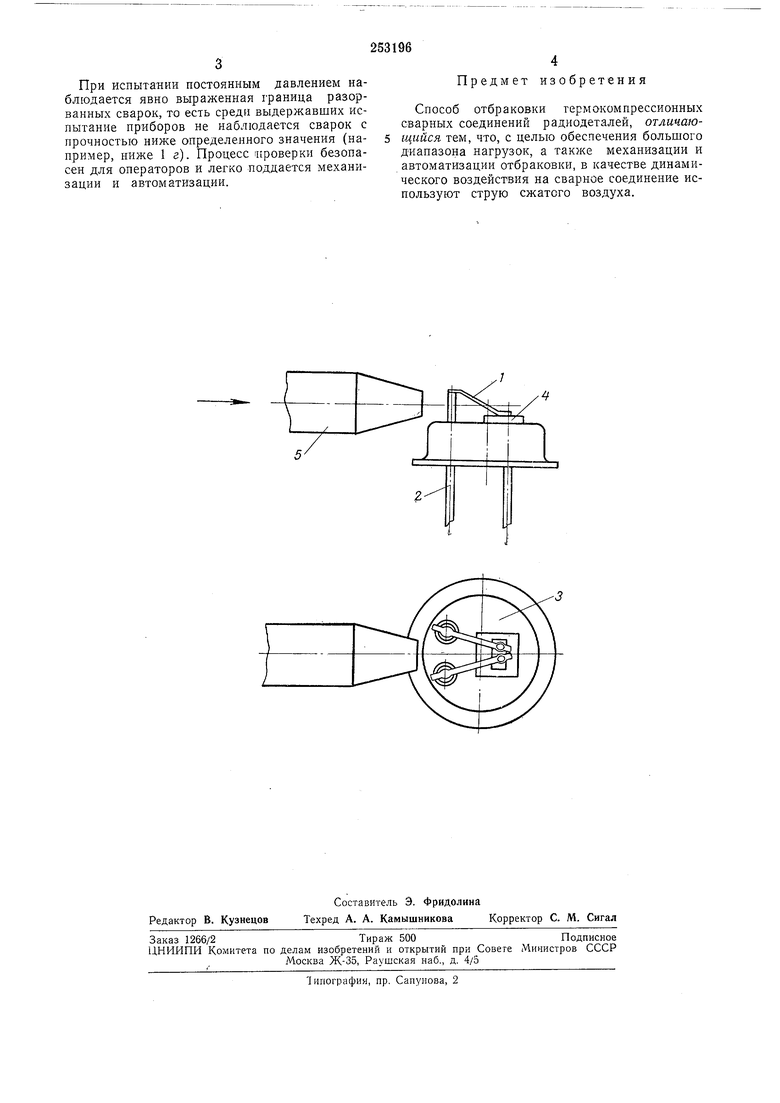
схема устройства для осуществления описываемого способа.
Проволока У приварена одним концом к выводу 2 ножки 3 транзистора, а другим концом к контактной площадке полупроводника 4. Струя сжатого воздуха, выходящая из сопла 5, обдувает проволоку и вызывает ее натяжение, пропорциональное скорости истечения воздуха. При постоянной скорости воздушной
струи усилие, прилагаемое к различным проволокам, одинаково, если одинакова их площадь проекции в плоскости перпендикулярной к оси струи.
Если перед соплом пропускать ряд одинаково ориентированных ножек с кристаллами полупроводниковых приборов и с приваренными проволочными перемычками, то все они подвергаются одной и той же нагрузке, причем сварки с прочностью ниже заданной разрываются. Приборы с оторванными проволочными перемычками легко отбираются из партии при визуальном осмотре. Они могут быть возвращены на повторную операцию термокомпрессии.
Длительность испытания одного прибора не превышает 0,1 сек. Нагрузки на проволоку 0,025 мм и длиной 2 мм регулируются в пределах от О до 5 г при наличии давления в во::душной сети 5 атм.
При испытании постоянным давлением наблюдается явно выраженная граница разорванных сварок, то есть сред выдержавших испытание приборов не наблюдается сварок с прочностью ниже определенного значения (например, ниже 1 г). Процесс гфоверки безопасен для операторов и легко поддается механизации и автоматизации.
Предмет изобретения
Способ отбраковки термокомпрессионных сварных соединений радиодеталей, отличающийся тем, что, с целью обеспечения большого диапазона нагрузок, а также механизации и автоматизации отбраковки, в качестве динамического воздействия на сварное соединение используют струю сжатого воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТБРАКОВКИ МИКРОСОЕДИНЕНИЙ ПОЛУПРОВОДНИКОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2234710C2 |
| Устройство для микросварки | 1978 |
|
SU667360A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Способ монтажа полупроводниковых приборов | 1982 |
|
SU1042936A1 |
| Способ контроля процесса микросварки давлением | 1983 |
|
SU1110582A1 |
| Способ монтажа полупроводниковых приборов | 1985 |
|
SU1259591A2 |
| Способ формирования проволочной перемычки | 1989 |
|
SU1731539A1 |
| ПРОВОЛОЧНЫЙ РАДИАТОР | 2003 |
|
RU2252465C1 |
| СПОСОБ МОНТАЖА КРИСТАЛЛОВ НА ОБЛУЖЕННЫЕ ПЛАТЫ МИКРОСБОРОК | 1987 |
|
RU1496565C |
| Установка для присоединения про-ВОлОчНыХ ВыВОдОВ | 1979 |
|
SU821100A1 |
