Изобретение относится к сварке, в частности к способам соединения контактных площадок проволочиьп-ш пере- ьшчкани при изготовлении полупроводниковых приборов.
Целью изобретения является повышение качества полупроводниковых приборов с высокой плотностью проволочного монтажа.
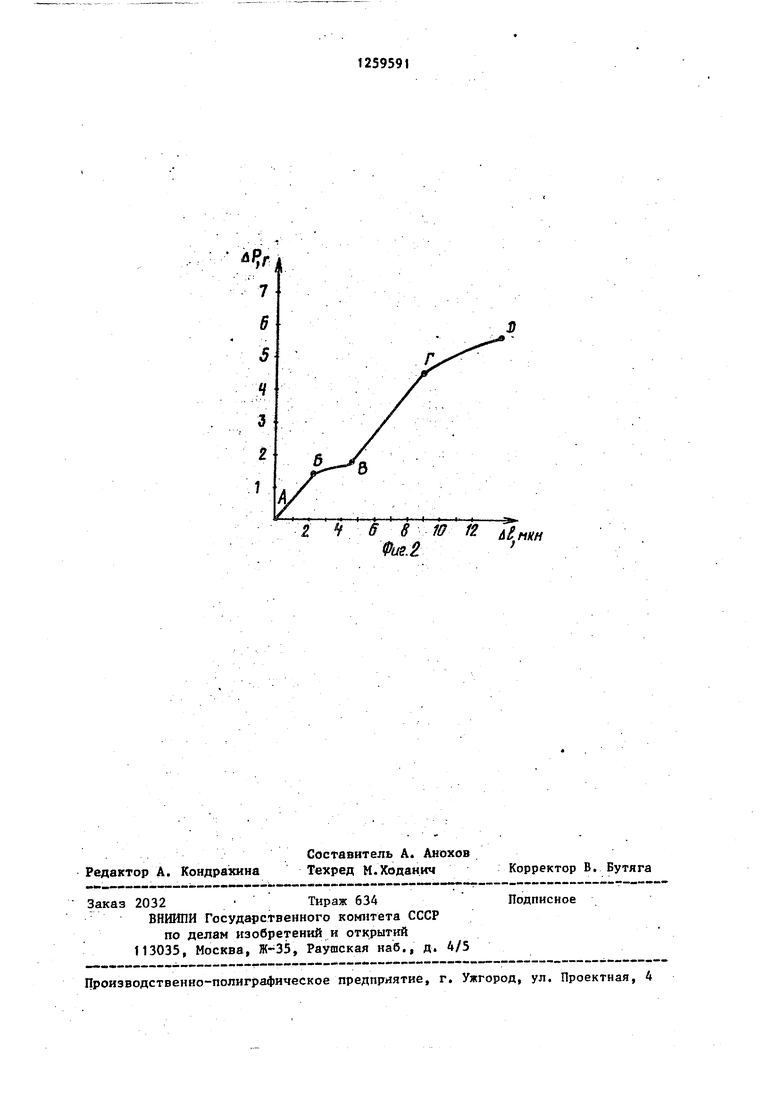
На фиг. 1 приведена схема выполне ния способа монтажа полупроводниковы прибор ов; на фиг. 2 - характерная кривая иагружения проволочных перемы ч.ек до разрушения.
Способ осуществляют следующим об- разом.,
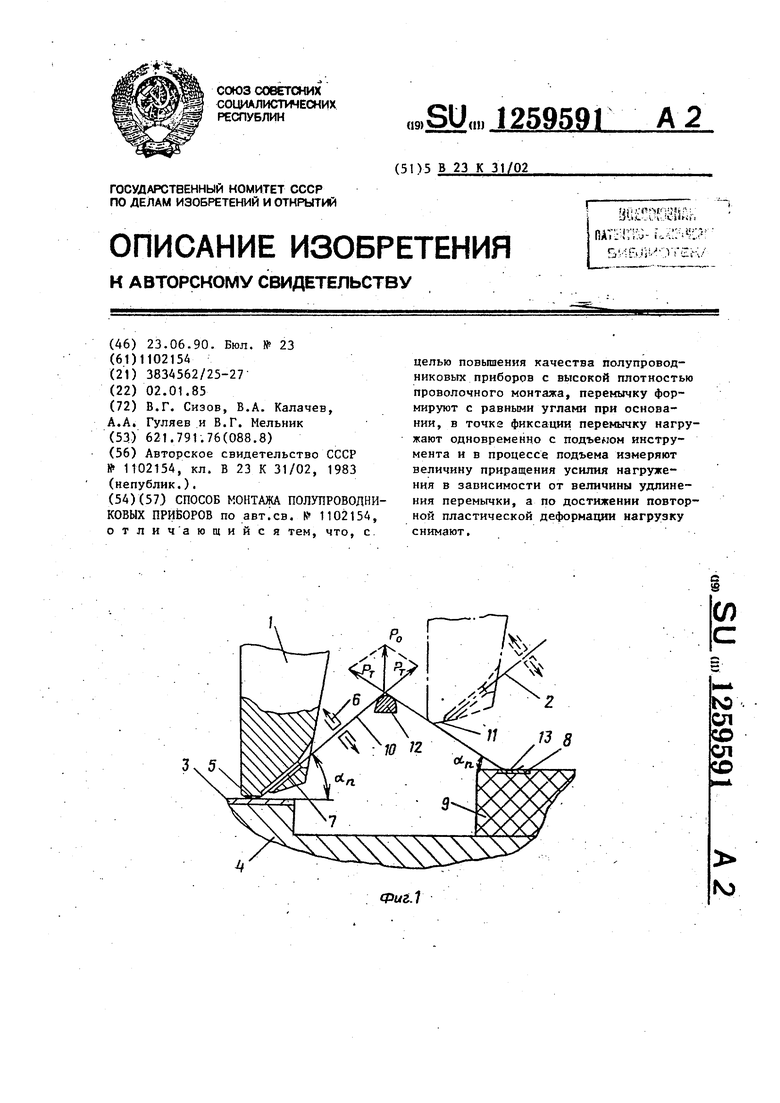
Сварочный, инструмент 1 вместе с проволокой 2 совмещают с контактной площадкой 3 корпуса А прибора и производят сварку первой сварочной точ- ,ки 5, После этого губки 6 для подачи и обрыва привариваемой проволоки 2 разжимают, а инструмент поднимают вверх, протягивая проволоку через канал 7 инструмента. Одновременно с подъемом инструмента начинают перемещать горизонтально прибор, приближая вторую контактную площадку к инструменту. При этом прибор с контактной площадкой 8 на кристалле 9 переме-зо то усилие, которое необх однмо для
щают с такой скоростью, чтобы проволока 2 через канал в иггструменте вытягивалась под необходимым углом к плоскости контактной площадки. Инст ,мент поднимают на необходимую высот перемычки 10, под его рабочий торец 11 подводят фиксирующий элемент 12 формирования сварочной перемычки, например в виде жесткого крючка., и закрепляют неподвижно относительно корпуса прибора.
После фиксирования вершины перемычки начинают опускать инструмент 1 к второй контактной площадке с по стоянньм вытягиванием проволоки 2, При этом прибор горизонтально перемещают в гаправлении инструмента 1. В результате опускания инструмента и перемещения прибора нисходящая ветвь перемычки будет находиться под тем же углом , что восходящая ветвь перемычки, К моменту опускания инструмента 1 контактная площадка 8 подойдет под его рабочий торед 115 затем производят вторую сварку 13.
После этого проволоку 2 зажимают губками 6 для подачи и обрыва проволоки, . отводя их от инстр.унента 1 тем cabftiM обрывая проволоку. Таким образом, сформирована сварочная перемычка требуемой треугольной формы с одинаковыми углами наклона ветвей перемычки к горизонтали (фиг 1). Причем фиксирующий элемент 12 находится непосредственно в вершине перемычки.
Далее фиксирующий элемент 12 преобразуют в измерительный следующим образом. Держатель крючка выполняют Б виде упругого элемента (например плоской пружины из никель-бериллие- вой бронзы) и для использования его в качестве фиксирующего элемента ограничивают его упругость, поджимая к -неподвижному ограничителю электромагнитом. Для использования его в качестве измерительного элемента жесткий фиксируюи1ий элемент осво бождают от ограничения (преобразуют в гибкую и упругую систему - в измерительный олвлмент) . Измеряют упругую деформап,ию фиксир ющего элемента например с помощью тензометрических датчиков.
Однако Б связи с тем, что трение в канале инструмента непостоянно.
5
0
5
0
5
пластической деформации проволоки при формировании перемычки может быТь недостаточным для устранения пров11са 1ия ветвей перемычки перед второй сваркой.
Одновременно с .началом подъема Mj- Kpoci apo4Horo HHCTpyNseHTa 1 начинают нагружать проволочную перемычку элементом 12, например, опусканием корпуса 4 прибора за счет упругих свойств упругого элемента, на котором закреплен элемент 12, В Связи с тем, что усилие прикладывают . в вершине треугольника (фиг,-2), то реакции, возникаемые в сварных соединениях, равны по величине и направлены вдоль оси проволоки с одинаковыми углами наклона к горизонтали, т.е. каждое сварное соединение испытыва- .ется одинаковым усилием.
Корпус прибора опускают с постоянной скоростью с одновременным измерением величины приращения усилия нагружения с периодичностью в 1 мс, создаваемое упругим элементом, по де- фop iaции, например, с помощью тензометров.
Зная величину перемещения прибора (перемещается с постоянной скоростью и измеряя величину приращения усилия (с периодичностью 1 мс) контролируют соотношение лРЛР.
При формировании проволочной перемычки в местах перехода сварного соединения в проволоку и в верхней точке перегиба вследствие упругих свойств сварочной проволоки имеют место радиусы. Поэтому при увеличении усилия нагружения в начальный момент происходит растяжение проволоки в области упругой деформации, а при дальнейшем увеличении происходит изгиб проволоки относительно первого и второго сварных соединений и относительно фиксирующего элемента (участок АБВ фиг,2). При этом .отношение лР/jif. нарушается (участок БВ, фиг.2). При дальнейшем нарастании усилия нагружения проволочная перемычка преобре- тает форму четко выраженного треугольника и усилие нагружения будет про- пропорционально деформации проволоки на (участок ВГ, фиг. 2), . При достижении усилия нагружения величин)., при которой будет происходить пластическая деформадая проволоки, происходит вторич1.юе нару 11ение пропордио 1альности -V (участок ГД).
и I
Пластическая деформация, как правило, происходит в зоне перехода от сварного соединен 1я к сварочной проволоке ДальнеЙ дее увеличе 1ие усилия нагружения приведет к существенной пластической деформации и в последующем - к обрыву прог) . Таким образом, нагружение проволочной перемычки до усилий, превыш. пластическую деформацию в зоне пер-ехода, при- водит к ухудщению качества проволочного монтажа и возможности пере- мычки.Оптимальная величина нагружения выбирается такая,при которой начинается повторная пластическая деформация.
В случае обрыва перемычку разваривают заново, удалив остатки проволоки. При удовлетворительном контроле, т.е. при отсутствии обрьта до достижения усилия, при котором пов59591
торно нарушается соотношение лРЛР « const, фиксирую 1шй элемент 12 отключают от системы, вь водят из-под перемычки и отводят в исходное по- 5 ложение.
Пример. При монтаже полупроводникового прибора, работа ощего в СВЧ-диапазоне и имеющего расстояние между контактными площадками от 10 1,5 до А,5 мм и между перемь чкакв1 150 мкм использовали алюминиевую проволоку, легированную кремнием 1% марки Ак 09 Пт 27 диаметром 27 мкм (механические свойства: относитель- 15 ное удлинение , предел прочности на разрыв 6j39 кгс/мм).
Монтаж осуществляли на установке типа УЗС. А с использованием инструмента, изгЪтoвлe нoгo из сплава ВК6. 0 Рабочая часть упругого элемента, на котором закреплен фиксирующий элемент, выполненньп в виде крючка, имел размеры 10x30x0,8,
Деформацию упругого элемента из- 5 меряли с помошью тензометров типа КТЭ7А, соединенных между собой по мостовой схеме и с измерительной системой. Высоту всех перемычек выполняли одинаковой равной 1,5 мм. Углы наклона ветвей перемычек к горизонтальной плоскости были выполнены paвны n в каждой перемь чке и находились в пределах 15-40 .
Нагружение перемь чки производилось опусканием стола со скоростью 1 мм/с при одновременном подъеме микросварочного инструмента. Усилие, создаваемое упругим элементом в вер- пшне перемь чки длиной 4 мм, высотой 1,5 мм и с углами при основании, равными 37 , в момент повторного нарушения соотношения лР/ii const составило 3,5 г.
Все перемычки с прочными хорошего качества соединениями имели треуголь- . ную форму с равными углами при основании с
Полностью отсутствовали случаи замыкания с тополотй и токоведу- щими дорожками прибора. Время формирования перемычек и
контроля ее прочностных свойств в среднем составило 1 Сс
0
2 468
Фи5.2. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа полупроводниковых приборов | 1983 |
|
SU1102154A1 |
| Автоматическая установка для присоединения проволочных выводов | 1985 |
|
SU1312869A1 |
| Способ проволочного монтажа полупроводниковых приборов | 1990 |
|
SU1764908A1 |
| Способ формирования проволочной перемычки | 1989 |
|
SU1731539A1 |
| Способ монтажа полупроводниковых приборов | 1982 |
|
SU1042936A1 |
| Устройство для микросварки | 1989 |
|
SU1808589A1 |
| Устройство для микросварки | 1984 |
|
SU1164024A2 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Автомат присоединения выводов | 1982 |
|
SU1089866A1 |
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
Редактор А. Кондрахина
Составитель А. Анохов Техред М.Хвданич
Заказ 2032 Тираж 634
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113033, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В. Бутяга
Подпнсное
| Способ монтажа полупроводниковых приборов | 1983 |
|
SU1102154A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
