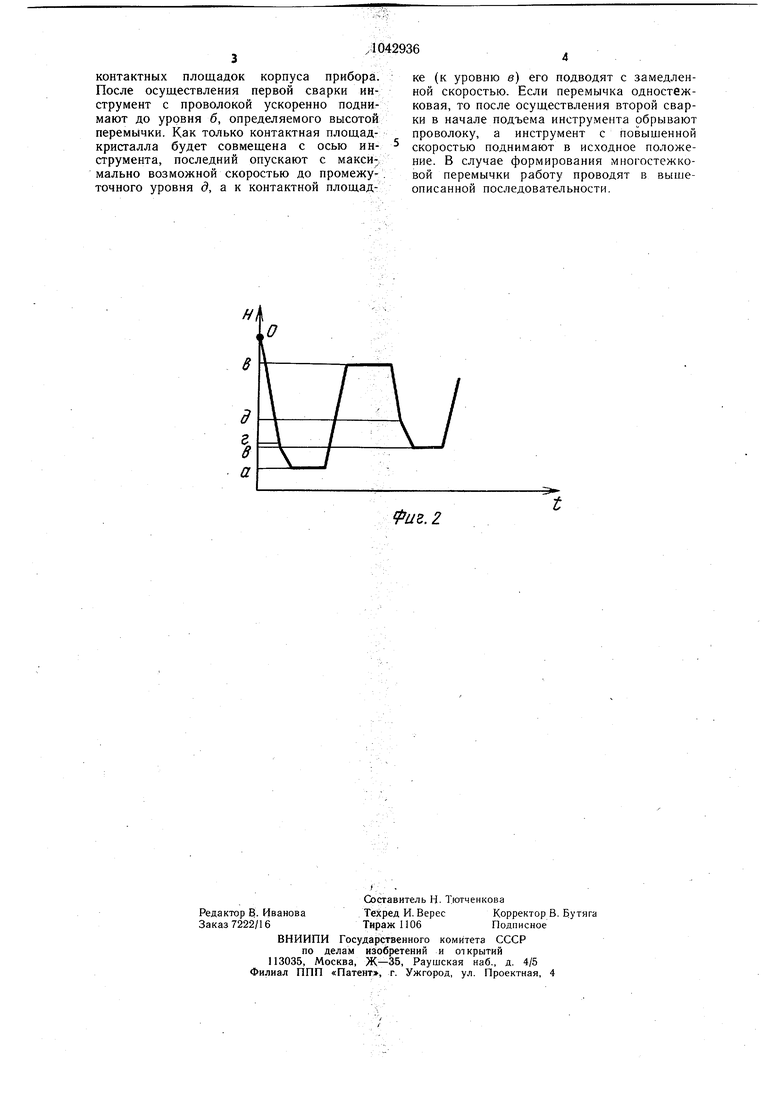
Изобретение относится к изготовлению полупроводниковых приборов, в частности к способам присоединения проводов к приборам. Известен способ монтажа полупроводниковых приборов, заключающийся в формировании проволочных перемычек между корпусом и кристаллом с одинаковыми уровнями. Перемычки формируют после медленного опускания с постоянной дискретностью сварочного инструмента, а после присоединения вывода возвращают его в исходное положение, так же медленно 1. Недостаток известного способа заключается в его низкой производительности из-за относительно медленного опускания сварочного инструмента. Особенно производительность низка при производстве приборов с многостежковыми перемычками. Наиболее близким к изобретению по технической сути является способ присоединения проволочных выводов, заключающийся в определении уровней сварок (корпуса и кристалла), формировании проволочных перемычек ускоренным перемещением сварочного инструмента на, этапе подхода и замедленным перемещением на этапе подготовки к сварке с использованием результатов измерений, присоединении вывода и возврата в исходное положение. Определяют уровни корпуса и кристалла на операций измерения, результаты измерения передают в запоминающее устройство, а прибор на операцию сварки. Каждый уровень определяют удалением места сварки от исходного положения инструмента 2. Недостатком известного способа является его низкая производительность из-за затраты времени на измерения уровней на отдельной операции, на юстировку оптического измерительного прибора и инструмента перед производством сварки. Кроме того, способ неприспособлен для измерения уровней нескольких кристаллов с разными уровнями. Целью изобретения является повышение производительности при сварке приборов с многостежковыми перемычками. Поставленная цель достигается тем, что согласно способу монтажа полупроводниковых приборов, при котором определяют уровни контактных площадок корпуса и кристалла, формируют проволочную перемычку с переменной скоростью перемещения сварочного инструмента до контактной площадки, присоединяют вывод, поднимают инструмент на высоту перемычки, повторно опускают инструмент с переменной скоростью и присоединяют второй конец вывода, определяют уровни контактных площадок по времени перемещения инструмента при формировании первой перемычки из группы одинаковых. На фиг. 1 показана диаграмма формирования первой перемычки из группы одинаковых по уровням; на фиг. 2 - диаграмма формирования каждой последующей перемычки из группы одинаковых. Свариваемый прибор подают на предметный столик устройства, закрепляют и совмещают контактную площадку корпуса с осью инструмента. После Зтого начинают фррмирование первой перемычки, приемы образования которой изображены в виде диаграммы на фиг. 1. Под воздействием привода вертикального, перемещения сварочный инструмент с проволокой опускают с минимальной дискретностью из исходного положения до контактной площадки корпуса прибора, уровень а на диаграмме. Время опускания сварочного инструмента фиксируют в памяти вычислительного устройства, а по нему определяют уровень площадки под первую сварку. После опускания сварочного инструмента с проволокой на контактную площадку производят сварку. Затем сварочный инструмент вместе с проволокой поднимают с повыщенной скоростью до уровня б, обусловленного высотой стежка перемычки. При достижении инструментом заданного уровня делают выдержку, соответствующую времени подвода контактной площадки кристалла под инструмент и совмещения ее с линией сварки. Из этого крайнего рабочего положения инструмент опускают на контактную площадку кристалла, до уровня в, со скоростью опускания на первую площадку кристалла. По времени опускания инструмента на контактную площадку кристалла определяют ее уровень. Время фиксируют в вычислительном устройстве. В момент касания проволокой контактной площадки кристалла проводят вторую сварку вывода. После окончания второй сварки инструмент поднимают в исходное положение, в начале подъема которого обрывают проволоку. Обрывом проволоки завершено формирование первой одностежковой перемычки и одновременно определены уровни. В случае формирования многостежковой перемычки после окончания второй сварки инструмент поднимают в верхнее рабочее по-ложение, а формирование каждого очередного стежка, перемычки производят в вышеописанной последовательности. Вторую и последующие перемычки формируют в соответствии с диаграммой, приведенной на фиг. 2 по результатам измерений. Из исходного положения инструмент с проволокой опускают до уровня г с максимально возможной скоростью. На этом уровне скорость переключают и опускают инструмент до уровня а (контактной площадки) с замедленной скоростью. Превышение промежуточного уровня г над контактной площадкой корпуса прибора выбирают из условия .допуска на разброс высот
контактных площадок корпуса прибора. После осуществления первой сварки инструмент с проволокой ускоренно поднимают до уровня б, определяемого высотой перемычки. Как только контактная площадкрисгалла будет совмещена с осью инструмента, последний опускают с макси-, мально возможной скоростью до промежуточного уровня , а к контактной площадке (к уровню в) его подводят с замедленной скоростью. Если перемычка одностежковая, то после осуществления второй сварки в начале подъема инструмента обрывают проволоку, а инструмент с повышенной скоростью поднимают в исходное положение. В случае формирования многостежковой перемычки работу проводят в вышеописанной последовательности.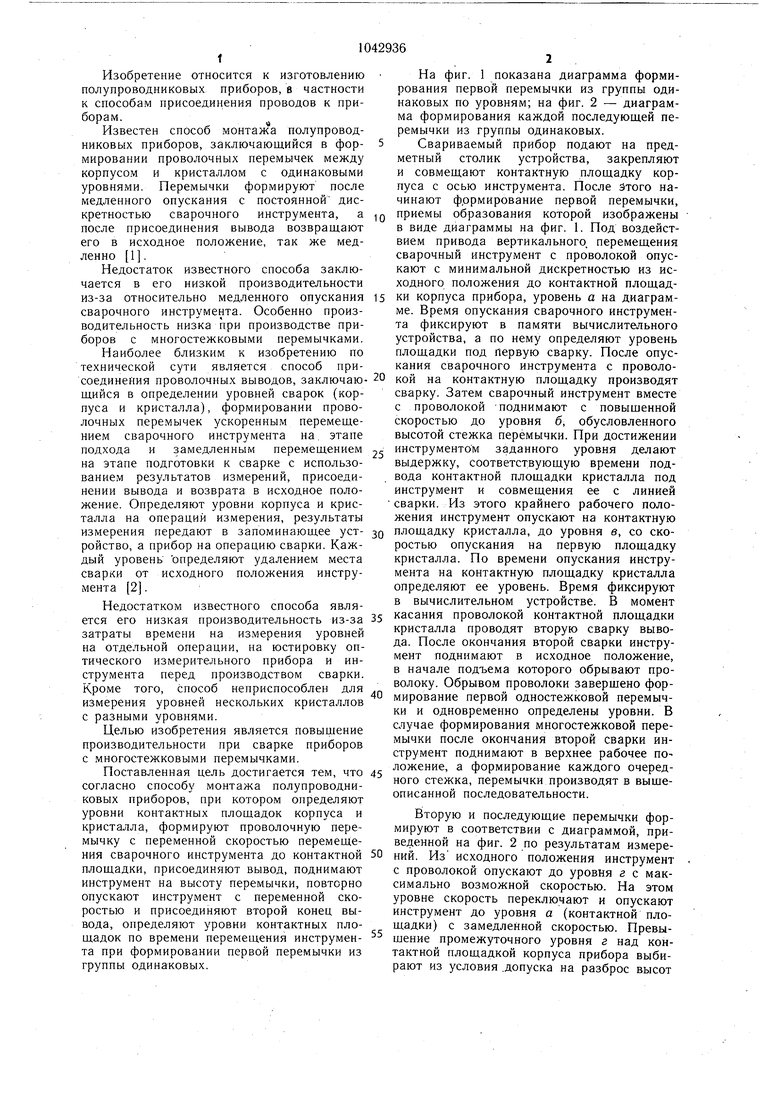
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа полупроводниковых приборов | 1983 |
|
SU1102154A1 |
| Способ монтажа полупроводниковых приборов | 1985 |
|
SU1259591A2 |
| Автоматическая установка для присоединения проволочных выводов | 1985 |
|
SU1312869A1 |
| Устройство для микросварки | 1978 |
|
SU667360A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Способ формирования проволочной перемычки | 1989 |
|
SU1731539A1 |
| Способ проволочного монтажа полупроводниковых приборов | 1990 |
|
SU1764908A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Автоматическая установка для присоединения проволочных выводов | 1983 |
|
SU1215928A1 |
| Устройство для микросварки | 1984 |
|
SU1164024A2 |
СПОСОБ МОНТАЖА ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ, при котором определяют уровни контактных площадок корпуса и кристалла, формируют проволочную перемычку с переменной скоростью перемещения сварочного инструмента до контактной площадки, присоединяют вывод,поднимают инструмент на высоту перемычки, повторно опускают инструмент с переменной скоростью и присоединяют второй конец вывода, отличающийся тем, что, с целью повышения производительности при сварке приборов с многостежковыми перемычками, уровни контактных площадок определяют по времени перемещения инструмента при формировании первой перемычки из группы одинаковых. ю со СА: 05 ./ 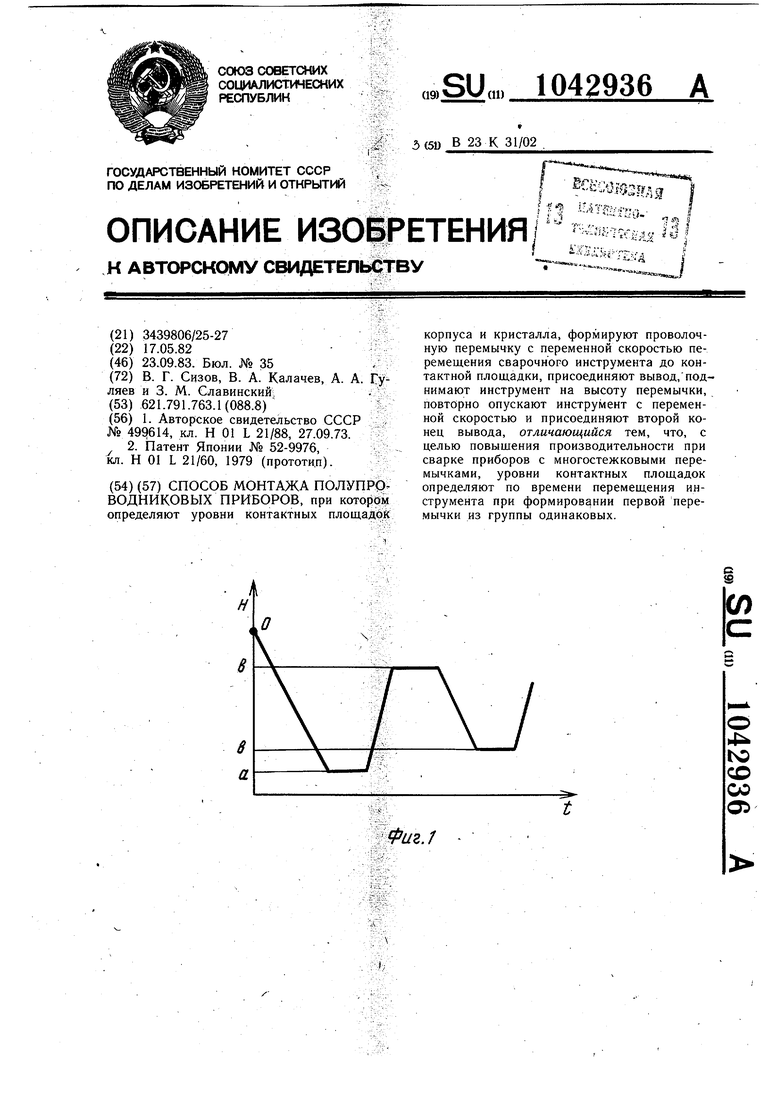
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № , кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
