(54) УСТРОЙСТВО ДЛЯ МИКРОСВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для микросварки | 1984 |
|
SU1164024A2 |
| Автоматическая установка для присоединения проволочных выводов | 1985 |
|
SU1312869A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Автоматическая установка для присоединения проволочных выводов | 1988 |
|
SU1625630A1 |
| Автоматическая установка для присоединения проволочных выводов | 1983 |
|
SU1215928A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Устройство для присоединения проволочных выводов | 1975 |
|
SU603537A1 |
| Способ монтажа полупроводниковых приборов | 1985 |
|
SU1259591A2 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Инструмент для микросварки | 1977 |
|
SU692710A1 |
I
Изобретение относится к микроэлектронной технике и может быть использовано для автоматического присоединения проволочных перемычек при сборке полупроводниковых приборов.
Известно устройство, состоящее из горизонтального манипулятора с закрепленной на нем сварочной головкой, которая имеет возможность осуществлять йертикальное перемещение, системы управления с переключателем, задающим номер дефектной перемычки, оптической системы, позволяющей наблюдать процесс сварки 1.
В процессе сварки при образовании перемычки между контактной площадкой кристалла и траверсой корпуса, несмотря на то, что имеет место дефектная перемычка, продолжает осуществляться перемещение сварочного инструмента и это может привести к браку из-за разрушения контактных площадок кристалла полупроводникового прибора, так как под сварочным инструментом нет привариваемой проволоки. Отсутствие перемычки определяется визуально. При отсутствии перемычки на обрабатываемом полупроводниковом приборе ее номер вводится вручную в вычислительное устройство и осуществляется повторная сварка.
Известна также термокомпрессионная установка, содержащая стол для перемещения по осям X и У, электронно-оптические средства для автоматической коррекции посадки кристалла, сварочную головку, установленную на столе 2. Система включает в себя средства для позитивной подачи проволоки и имеет капилляр, соединенный со сварочной иглой и с 1ужащий для направления потор а воздуха в соответствии с направлением подачи проволоки. Кроме того, имеется устройство для определения скорости вращения катушки длд подачи проволоки. Если есть обрыв проволоки, то скорость выще максимальной. Но система не позволяет произвести оперативный контроль для каждой перемычки при сварке «внахлест, так как свариваемая проволока зажата в исходном- состоянии.
Наиболее близким техническим решеннем к изобретению является устройство, содержащее сварочную головку с инструментом и приводом вертикального перемещения, горизонтальный манипулятор с токопроводяriuiM рабочим столом и приводом, вычислительное устройство, управляющее приводами, катушку с привариваемой проволоKoii 3. Такое устройство с автоматическим циклом сварки ие имеет системы контроля за качеством образуемого сварочного соединения между т аверсой корпуса полупроводникового прибора и привариваемой проволокой или между контактной площадкой кристалла и привариваемой проволокой. Это влияет на качество и надежность полупроводниковых приборов и измерительных систем и в конечном итоге - на процент выхода годных изделий. Кроме того, отсутствие Контроля сварного соединения в процессе сварки влияет на длительность монтажа полупроводникового прибора или измерительной системы, так как дефектное сварное соединение обнаруживается Только на последуюнхих операциях после истечения некоторого промежутка в.ремени, причем этот промежуток времени может быть довольно значительным из-за особенностей технологического цикла производства полупроводниковых приборов и измерительных систем. ПосЛе этого обрабатываемый прибор возвращается на операцию сборки и дефектная перемычка заваривается заново, причем условия сварки изменились и заново устанавливают корпус на столик, производят позиционирование и ввод корректирующих данных на неточность посадки кристалла, что занимает значительное время. Все это влияет на производительность полупроводниковых приборов и измерительных систем. .
Целью изобретения является контроль качества сварного соединения непосредственно в процессе сварки, т. е. своевременное выявление дефекта сварки и оперативное его устранение, формирование новой неремычки взамен некачественной в постоянном режиме сварки.
Цель достигается тем, что в устройство введен пороговый элемент, корпус катун1ки изолирован от рабочего стола, при этом вход порогового элемента соединен с корпусо / катуппш, а выход соединен со входом вычислительного устройства.
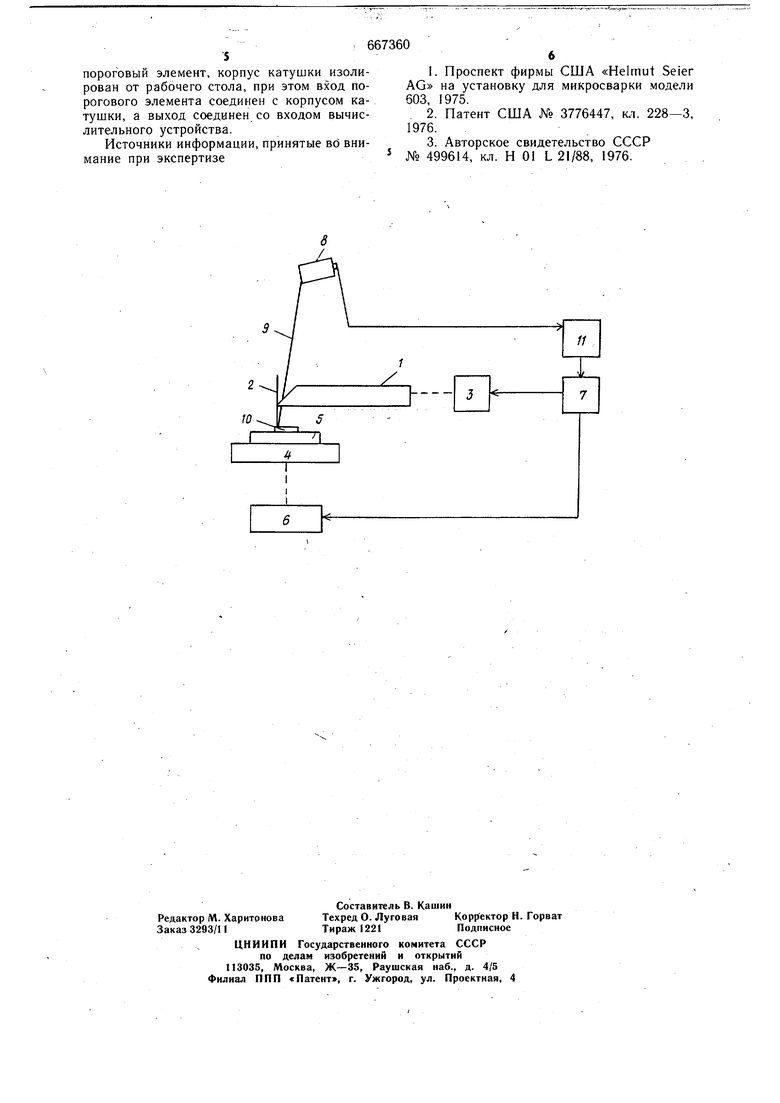
Ыа фиг. 1 изображено предлагаемое устройство, функциональная схема. Оно включает в себя сварочную головку I с инструментом 2 и приводом вертикального перемещения 3, горизонтальный манипулятор 4 с рабочи.м столом 5 и приводом 6, управляемым вычислительным устройством 7, катущка 8 с привариваемой ироволокой 9, обрабатываемый полупроводниковый прибор 10 и пороговый элемент 11.
Устройство работает следующим образом.
В соответствии с программой вычислительное устройство 7 через привод 6 перемещает горизонтальный .манипулятор 4 с расположенным на нем токопроводящим рабочим столом 5, на котором закреплен обрабатываемый прибор 10 таким образом, что вертикальная ось инструмента 2, закрепленного в сварочной головке 1, совпадает с центром траверсы полупроводникового прибора, затем привариваемая проволока 9 по; дается с изолированной от корпуса- катущки 8 под основание инструмента 2. Вычислительное устройство 7 подает команду на привод вертикального перемещения 3 сварочной головки 1, также изолированной от
корпуса, и она перемещается до соприкосновления с траверсой полупроводникового прибора 10, который через рабочий столик и горизонтальный манипулятор имеет электрический контакт с корпусом, образуя замкнутую на пороговый элемент II электрическую цепь. Затем происходит сварка, в процессе которой создается более качественный или менее качественный электрический контакт между траверсой и привариваемой проволокой. По команде от вычислительного устС ройства 7 сварочная головка 1 поднимается и горизонтальный манипулятор 4 перемещает обрабатываемый полупроводниковый прибор таким образом, чтобы совместить вертикальную ось инструмента 2 с центром конJ тактной площадки кристалла полупроводникового прибора. Сварочная головка опускается на контактную площадку, образуя перемычку.
Если в процессе этой операции произо1нел обрыв проволоки или имеет место некачественное сварное соединение проволоки и траверсы полупроводникового прибора, то команда на образование следующей сварной точки не подается, а срабатывает пороговый элемент 11, формируя сигнал, который поступает на вход вычислительного устройства 7. Последнее подает команду на приводы 3 и 6 и возвращается в состояние, предществующее появлению сигнала в пороговом элементе. Дефектная перемычка варится заново.
0 Кроме того, вычислительное устройство 7 может формировать команды остановки процесса сварки с одновременной выдачей сигнала оператору об образовании дефектной перемычки или нарушении нормальной работы устройства.
Формула изобретения
Устройство для микросварки, содержа0 щее сварочную головку с инструментом и приводом вертикального перемещения, горизонтальный манипулятор с токопроводящим рабочим столом и приводом, вычислительное устройство, управляюихее приводами, катущку с привариваемой проволокой, отличающееся тем, что, с целью контроля качества сварного сое/чинения непосредственно в процессе сварки, в устройство введен
пороговый элемент, корпус катушки изолирован от рабочего стола, при этом вход порогового элемента соединен с корпусом катушки, а выход соединен со входом вычислительного устройства.
Источники информации, принятые Bd внимание при экспертизе
