Изобретение относится к производству электронных приборов, в частности к оборудованию для присоединения, (сварки) проволочных выводов диаметром менее 20 мкм полупроводниковых приборов.
Известна установка для присоединения проволочных выводов диаметром менее 20 мкм, содержащая правый и левый манипуляторы, перемацакхциеся в горизонтальной плоскости каретки вертикального переме1аения , одна из которых несет сварочную головку с инструментом и ограничения ее качания, а другая - механизм подачи проволоки YJ.
Недостатком этой установки является низкая проиэводител.ьность из-з раздельного совмещения проволоки и инструмента с контактами плоцадкгшн прибора и необходимости в частом удалении или выпрямпении изoгнytoгo участка конца проволоки, выступающего из капилляра, вызванной тем, что процесс отрезки (частичной) и отрыва проволоки происходит перемещениями сварочного инструмента при неподвижном капилляре механизма подач проволоки, имеющего автономный привоя.
Известна также установка для термокомпрессионной сварки, содержащая сварочную головку с двумя инструментами, механизм вертикальных перемещений сварочной головки с устройством ее нагружения, механизм подачи привариваемой проволоки через центральное отверстие сварочного инструмента, включакхцнй катушку, привод
0 с 3 1жимными губками, и рабочий стол . Недостатками такой установки при использовании ее для присоединения проволочных выводов диаметром менее 20 мкм являются заклинивание
5 проволоки в канале инструмента при подаче ее губками способом проталкивания дпя получения после сварки .мерного отрезка проволоки, выходящего из кансша; невозможность обеспечения высокой точности траектории перемлчки с помощью отгибающего элемента, так как тонкгю проволока при отгибке вибрирует и самопроизвольно смещается относительно второй контакт
5 ной ш1О1аадки, что исключает ее точное совмещение и приварку; обрыв проволоки после сварз и путем передавПивания ее инструментом с центральньал отверстием, что с последующим
0 hoдъeмoм его подрывает проволоку.
способствуя.уменьшению прочности соединения, и приводит к обрывам проволоки внутри капилляра; кроме того/ сварное соединение инструментом с центральным отверстием занимает большую площадь, что неприемлемо для малых контактных площадок (менее 20х 20 мкм), применение же в таком устройстве инструмента с боковым капиллярным отверстием исключено, так как проволочная перемычка формируется отгибакщим элементом, вргидакщчмся совместно с инструментом относительно первого инструмента.
Известна установка для присоединения проволочных выводов, содержащая механизм вертикальных перемещений сварочной головки, выполненной в виде обеспечивающего первое присоединение вывода качсиощегося рычага, несущего сварочный инструмент с боковым капиллярным отверстием и периодически взаимодействующего с уПором, и механизм подачи проволоки ГзТ.
Недостатками установки являются, резкий перегиб проволоки в отверстии инструмента при его подъеме после первой сварки за счет перемещения инструмента по вертикальной траектории в результате чего увеличивается усилие сопротивления, перемещению инструмента относительно проволоки, что исключает возможность работы с проволокой менее 20 мкм, подача проволоки под торец .инструмента после ее отрыва с помощью зажимных губок, так как при быстром перемещении зажимных гуж бок по направлению к инстЕ)ументу про волока .между губками и катушкой испытывает большое усилие на растяжение под воздействием моментов трения и инерции катушки, кроме того, уменьшается надежность подачи свободного конца проволоки из-за ее малой жест кости.
Цель изобретения - повышение производительности и качества приварки на операции присоединения проволочных выводов диаметром менее 20 мм.
Эта цель достигается тем, что установка снабжена установленной на vKtханизме вертикальных перемещений с возможностью возвратно-поступательно го движения в направлении, параллельним продольной оси бокового капиллярного отверстия, наклонной кареткой, вторым качакхдимся рычагом оо сварочным клиновым инструментом с режущей кромкой, обеспечиваицим второе щ исоединение вывода, и 1фиво|днымJynoром, периодически взсшмодействуищим со вторьмхкачаюцикюя рычагЬмг эт рычаги, упоры и механизм подач провлоки смонтированы ма иакяонной карет кв.- .-..- ..
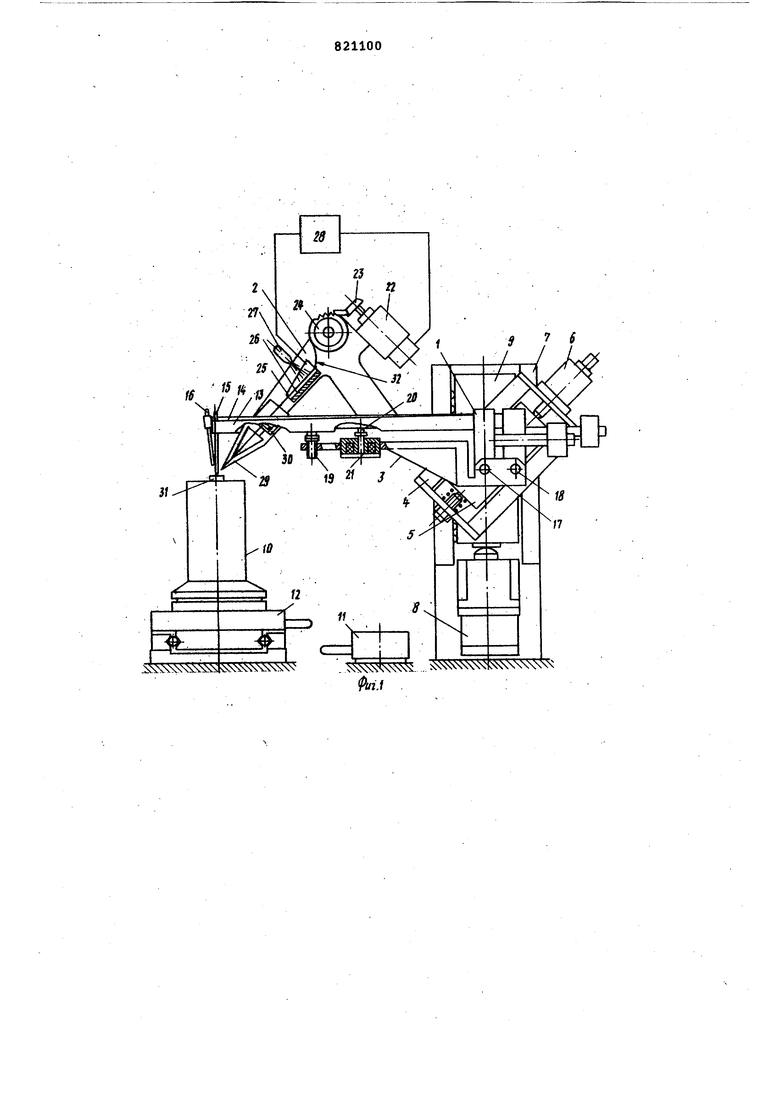
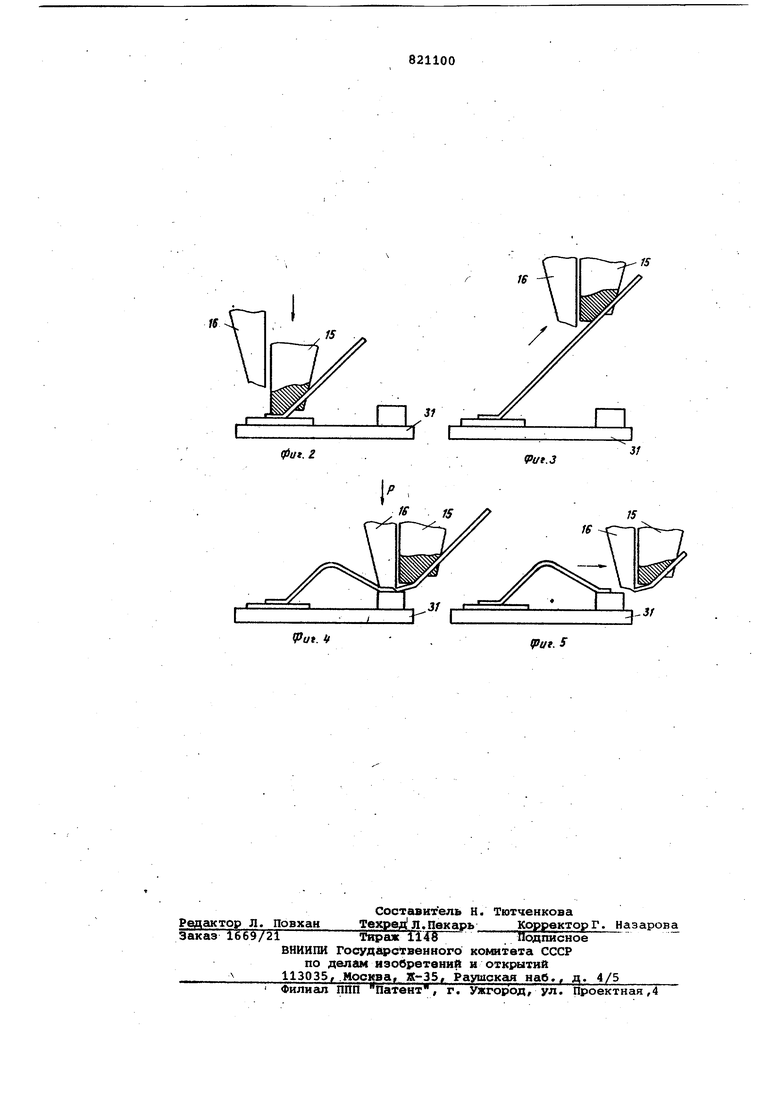
На фиг. 1 представлена установка, общий вид; на фиг. 2 показано положе ние сварочных инструментов при.сварке на кристешле на фиг. 3 г- положание сварочных инструментов после перемещения сварочной головки к траверсе корпуса/ на фиг.4-положение сварочных инструментов в момент присоединения и отрезки проволоки на траверсе, на фиг. 5 - положение сварочных инструментов при перемещении сварочной головки после второй сварк
Установка содержит сварочную головку 1, механизм 2 подачи проволоки, которые посредством кронштейна 3 закреплены 3. механизме перемещения сварочной головки в направлении продольной оси бокового капиллярного отверстия 4, выполненном в виде наклонной каретки 5 и привода 6, механизм вертикальных перемещений сварочной головки 7, состоящий из привода 8 и вертикальной каретки 9, и рабочий стол 10 с ручным приводом от рукоятки 11 крестового стола 12. Сварочная головка 1 состоит из двух рычагов 13 и 14, несущих два сварочных инструмента 15 и 16 и качающихся в опорах 17 и 18. На установленном на наклонной каретке кронштейне 3 закреплены неподвижный упор 19 рычага 13 и подвижный упор 20 с электромагнитным приводом 21 рычага 14. При этом инструмент 15 выполнен с боковым капиллярным отверстием 4, а инструмент 16 выполнен в виде клина с режущей кромкой. Механизм 2 подач;и проволоки состоит из электромагнитного привода 22, храпового механизма 23, катушки 24, устройства 25 образования свободного прогиба
сварочной прр:волоки, включающего в себя желоб 26, сопло 27 и блок 28 управления, и .зажимных губок 29 с электромагнитным приводом 30.
Устройство работает следующим образом.
Оператор, перемещая рабочий стол 10 с помощью рукоятки 11, совмещает контактную площадку кристалла на развариваемом изделии 31 с концом свароной проволоки, расположенной под инструментом 15, и включает привод 8. При этом каретка 9 перемещается вниз, и инструмент 15 опускается на .развариваемое изделие 31 (фиг.2).
В момент касания инструмента 15 с изделием 31 образуется зазор между 1 гчагом 13 (фиг.1) и упором 19. Рычаг 13 поворачивается относительно опоры 17, и через инструмент 15 передается иагружение на свариваемое элементы. Привод 8 выключается, каретка 9 останавливается. По истечении заданной длительности сварки вктцочается привод 8, и каретка 9 перемещается вверх до касания упора 19 с рыЧагом .13, при этом снимается нагружение со свариваеАих элементов. Зажимные губки 29, управляемые электромагнитным приводом 30, освобождаjoT проволоку. Наклонная каретка 5 Ь помощью привода 6 перемещается вверх вдоль направления подачи проволоки (по стрелке на фиг. 3), отводя сварочную головку 1 и механизм 2 подачи проволоки от развариваемого изделия 31. Так как конец проволоки приварен к развариваемому изделию 31 то движение каретки 5 приводит к пер мещению инструмента 15 относительно проволоки. При этом величина прогиба проволоки 32 (фиг.1) уменьшается, и электрический контакт между проволокой и желобом 26 нарушается. Блок 28 управления получает сигнал о нарушении контакта между желобом 26 и проволокой.В верхнем положении каретки 5 зажимные губки 29, управляемые электромагнитным приводом 30, зажимают проволоку. Блок 28 управления вк;JГIЮчaeт электромагнитный привод 22, который пос едством храпового ме ханизма 23 поворачивает катушку 24. При этом -проволока свободно сматывается с катушки 24, и поток сжатого воздуха из сопла 27 прижимаепг ее ic ж лобу 26. Электрический контакт между проволокой и желобом 26 восстанавли вается и блок ,28 управления выключает электромагнитный привод 22. Под вихчный упор 20 с помощью электромагнитного привода 21 перемещается вниз в результате чего инструмент 16 опус кается в рабочее положение.Второе присоединение на траверсе развариваемого изделия 31 осуществляется, с помощью инструмента 16 (фиг.4)при этом в образовании зазора, необходимого для передачи нагружения на свариваемые элементы, участвуют подвижный упор 20 (фиг,1) и рычаг 14, Который поворачивается относительно опоры 18. Профиль инструмента 16 поз валяет одновременно со сваркой производить надрез свободного конц.а про волоки, которая легко отрывается инструментом 16 (фиг.5), при горизонтальном смещении рабочего стола 10 (фиг.1), после чего привод 8 перемещает каретку 9 вверх. Наклонная каре ка 5 от привода 6 опускается вниз. Подвижный упор 20 от электромагнитного привода 6 опускается вниз. Подвижный упор 20 от элвктромагнитно1ю привода 21 поднимает рычаг 14 с инструментом 16 вверх. Сварочная голов ка 1 и механизм 2 подачи проволоки приводятся в исходное положение, и цикл работы установки заканчивается. Применение предлагаемой установки в микросварочном производстве обеспечивает то, что благодаря промежуточной наклонной каретке, несущей оба рычага, проволоКа после первой сварки при перемещении рычага с инструментом вдоль направления проволоки испытывает минимальное воздействие со стороны бокового отверстия инструмента, сквозь которое она проходит. Программируемым перемещением наклонной каретки совместно с последующим перемещением вертикальной каретки обеспечивается оптимальная траектория для образования проволочной перемычки от первой сварки ко второй с необходимой петлей. Оснащение установки вторым качающимся рычагом,несущим инструмент со сварочной и режущей рабочими поверхностями , примыкаю-щий к инструменту с боковым капилляр- ным отверстием и взаимодействующим с приводным упором, позволяет производить приварку проволочной перекычки без принудительной подачи (проталкивания) губками проволоки под рабочий торец инструмента. Преимущества предлагаемой установки по сравнению с известными позволяют повысить производительность.и качество приварки. Формула изобретения . Установка для присоединения проволочных выводов, содержащее механизм вертикальных перемещений сварочной головки, выполненной в виде обеспечивакядего первое присоединение вывода качающегося рычаги, несущего сварочный инструмент с боковым капиллярным отверстием и периодически взаимодействующего с упором, и механизм подачи Проволоки в инструмент, отличающаяся тем, что, с целью повьааения производительности и качества приварки, она снабжена установленной на механизме вертикальных перемещений с возможностью возвратно-поступательного движения Б направлении, параллельном продоль-ной оси бокового капиллярного отверстия, наклонной кареткой, вторым качающимся рычагом со сварочным клиновым инструментом с режущей кромкой, обеспечивающим второе присоединение вывода, и приводным упором, пеиодически взаимодействующим со втоым качакхцимся рычагом, при этом рыаги, упоры и механизм подачи проволоки смонтированы на наклонной каетке. Источники информации, ринятые во внимание при экспертизе 1.Назаров Г.в. и др. Сварка и айка в микроэлектронике. М./ Соетское радио, 1969, с. 146. 2.Патент США № 4053096, л. 228-4,5, 11.10.77. 3.Авторское свидетельство СССР 409808, кл. В 23 31/02, 14.05.74.
jf
IS
n/ г
(fiat. Z
ut. «
31
Pat.3
fS
iput. S
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для присоединения проволочных выводов | 1975 |
|
SU534809A1 |
| Установка для присоединения проволочных выводов методом термокомпрессии | 1976 |
|
SU604056A1 |
| Устройство для монтажа проволочных перемычек | 1986 |
|
SU1430214A1 |
| Устройство для термокомпрессорной сварки проволочных выводов | 1977 |
|
SU707727A1 |
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
| Устройство для присоединения выводов полупроводниковых приборов | 1975 |
|
SU564666A1 |
| Автомат монтажа микросхем | 1973 |
|
SU499614A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Автоматическая установка дляпРиСОЕдиНЕНия ВыВОдОВ | 1979 |
|
SU848220A1 |
| Способ формирования проволочной перемычки | 1989 |
|
SU1731539A1 |