Известны способы автоматической дуговой сварки с колеблющимся электродом, в частности с возвратно-поступательными колебаниями вдоль оси шва.
Однако известный способ не позволяет эффективно влиять на ввод тепла дуги в изделие, на условия кристаллизации сварочной ванны и формирование шва. Сушность предлагаемого способа заключается в том, что поворот электрода производят относительно шарнира на угол 30-45° в сторону, противоположную направлению сварки, и на угол 5° в наравлении сварки по траектории с радиусом кривизны от 40 до 50 мм вдоль оси шва.
В результате этого достигается пульсация сварочного тока при ненрерывно горящей дуге, обеспечивающая более рациональный ввод тепла дуги, изменяемость проплавляющей способности дуги, полное стабильное проплавление сечения свариваемого изделия. Улучшаются условия кристаллизации сварочной ванны, условия формирования шва, исключается при прочих равных условиях опасность появления прожогов и расширяются технолошческие возможности регулирования ввода тепла и режима сварки. В результате этого повышается качество сварки. Сущность предложенного способа поясняется чертежом.
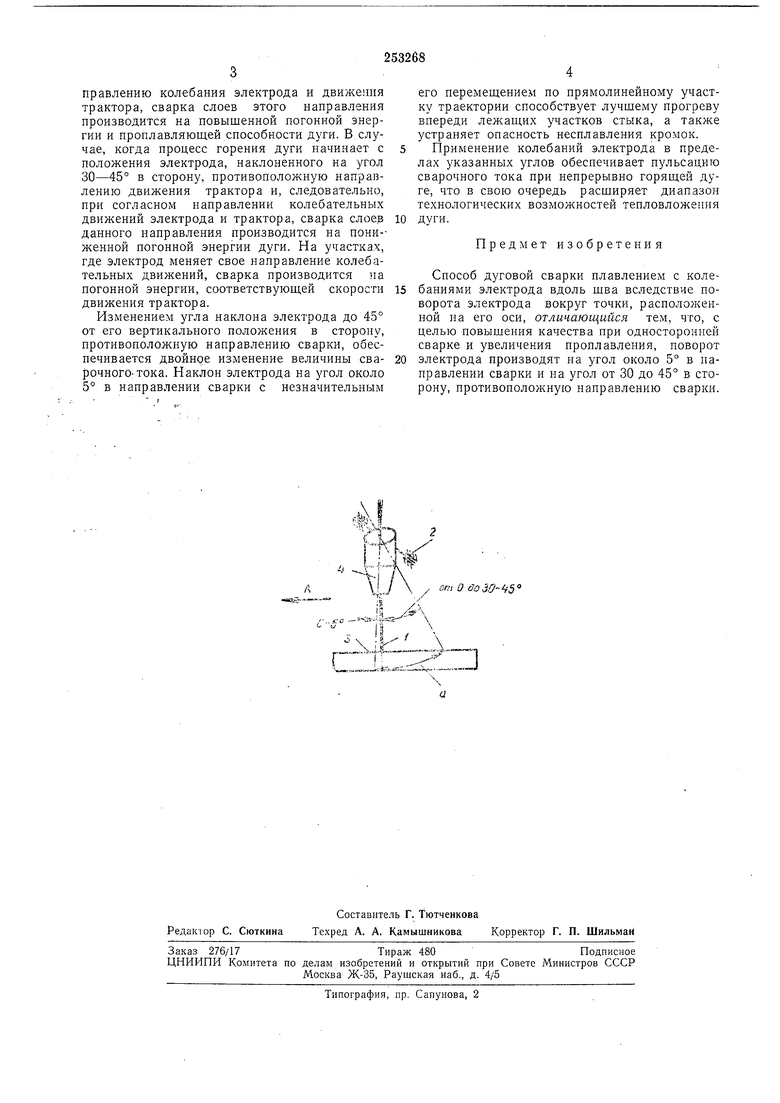
положения в сторону, противоположную паправлению сварки, и на угол около 5° в направлении сварки по траектории а с радиусом кривизны от 40 до 50 мм вдоль оси стыка 5.
Колебательное движение электроду придаются с помощью токосъемного наконечника 4. Стрелка А показывает направление перемещения сварочного трактора (головки).
С изменением угла наклона электрода изменяются его положение и направленность воздействия дуги.
При этом каждому положению электрода в пределах одной амплитуды колебания присущи соответствующие им направленность дуги, вылет и наклон электрода, напряжение дуги и сварочный ток.
Изменение этих параметров в большую пли меньшую сторону обеспечивает пульсацию сварочного тока лри непрерывно горящей дуге плавящимся электродом. Эти изменения, в свою очередь, зависят от направленности колебательных движений электрода.
Таким образом, в пределах двух амплитуд колебания электрода погонная энергия и проплавляющая способность дуги изменяются трижды. При этом, когда процесс горения дуги начииается с положения электрода, наклоненного на угол около 5° в сторону сварки и, следовательно, при противоположных по паправлению колебания электрода и движения трактора, сварка слоев этого направления производится на повышенной погонной энергии и проплавляющей способности дуги. В случае, когда процесс горения дуги начинает с положения электрода, наклоненного на угол 30-45° в сторону, противоположную направлению движения трактора и, следовательно, при согласном направлении колебательных движений электрода и трактора, сварка слоев данного направления производится на пони-женной погонной энергии дуги. На участках, где электрод меняет свое направление колебательных движений, сварка производится па погонной энергии, соответствующей скорости движения трактора.
Изменением угла наклона электрода до 45° от его вертикального положения в сторону, противоположную направлению сварки, обеспечивается двойное изменение величины сварочного- тока. Наклон электрода на угол около 5 в направлении сварки с незначительным
его перемещением по прямолинейному участку траектории способствует лучщему прогреву впереди лелсащих участков стыка, а также устраняет опасность несплавления кромок.
Применение колебаний электрода в пределах указанных углов обеспечивает пульсацию сварочного тока при непрерывно горящей дуге, что в свою очередь расщиряет диапазон технологических возможностей тепловложепия
дуги.
Предмет изобретения
Способ дуговой сварки плавлением с колебаниями электрода вдоль щва вследствие поворота электрода вокруг точки, расположенной на его оси, отличающийся тем, что, с целью повышения качества при односторонней сварке и увеличения проплавлепия, поворот электрода производят на угол около 5° в паправлении сварки и на угол от 30 до 45° в сторону, противоположную направлению сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| Способ трехфазной дуговой сварки | 1980 |
|
SU996126A1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ электродуговой обработки | 1978 |
|
SU725329A1 |
| Способ дуговой сварки плавящимся электродом | 1987 |
|
SU1530374A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД ФЛЮСОМ НАРУЖНЫХ ИЛИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2010 |
|
RU2410215C1 |
| Способ сварки больших толщин в узкую разделку | 1971 |
|
SU473576A1 |
| Способ сварки сжатой дугой | 1978 |
|
SU806311A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2070492C1 |
л-л о 0030- 5
