(54) СПОСОБ ТРЕХФАЗНОЙ ДУГОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ дуговой сварки алюминиевых сплавов на переменном токе неплавящимся электродом | 1985 |
|
SU1266687A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1798077A1 |
1
Изобретение относится к электродуговой сварке в среде защитных газов, преимущественно металлов и сплавов больших толщин, широко используемых в машиностроении, самолетостроении, судострое-. НИИ и др. отраслях промышленности.
Известен способ сварки двумя неплавящимися электродами, установленными на различных уровнях от оси свариваемого стыка 1.
Недостатками известного способа сварки являются ограниченная проплавляющая спосЪбность сварочной дуги, обусловленная невысокой степенью концентрации тепловой энергии, горящей в. открытом пространстве (КПД трехфазной дуги составляет 0,5-0,52), так как конструкция горелки не предусматривает дополнительного обжатия основной проплавляющей дуги и недостаточное «катодное распыление при сварке алюминиевых сплавов (дробление тугоплавкой окисной пленки ), обусловленное узкой полосой зачистки, приблизительно равной по ширине диаметру электрода. При сварке алюминиевых сплавов больших толщин, ширина сварочного шва получается больше диаметра электрода и в этом случае окисная пленка переходит в сварочный шов с переферийных зон сварочной ванны, что значительно снижает механические свойства сварного шва, а следовательно, ухудщает качество свар5 ки.
Известен способ двухдуговой трехфазной сварки в постороннем продольном магнитном поле, при котором сварку ведут с повышенной скоростью. Способ воляет получить повышение производительности процесса сварки и сварные Н1вы высокого качества 2.
Однако в известном способе недостаточная проплавляющая способность дуги 15 вследствие недостаточно концентрированного ввода тепла в свариваемое соединение. .
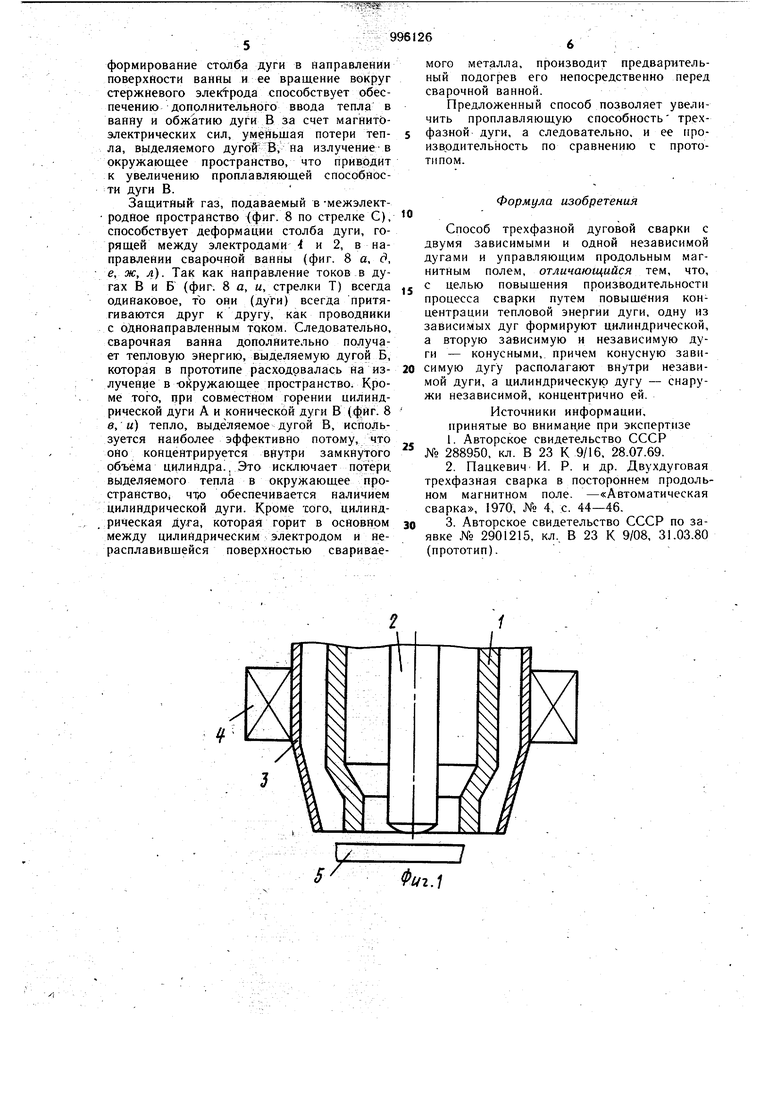
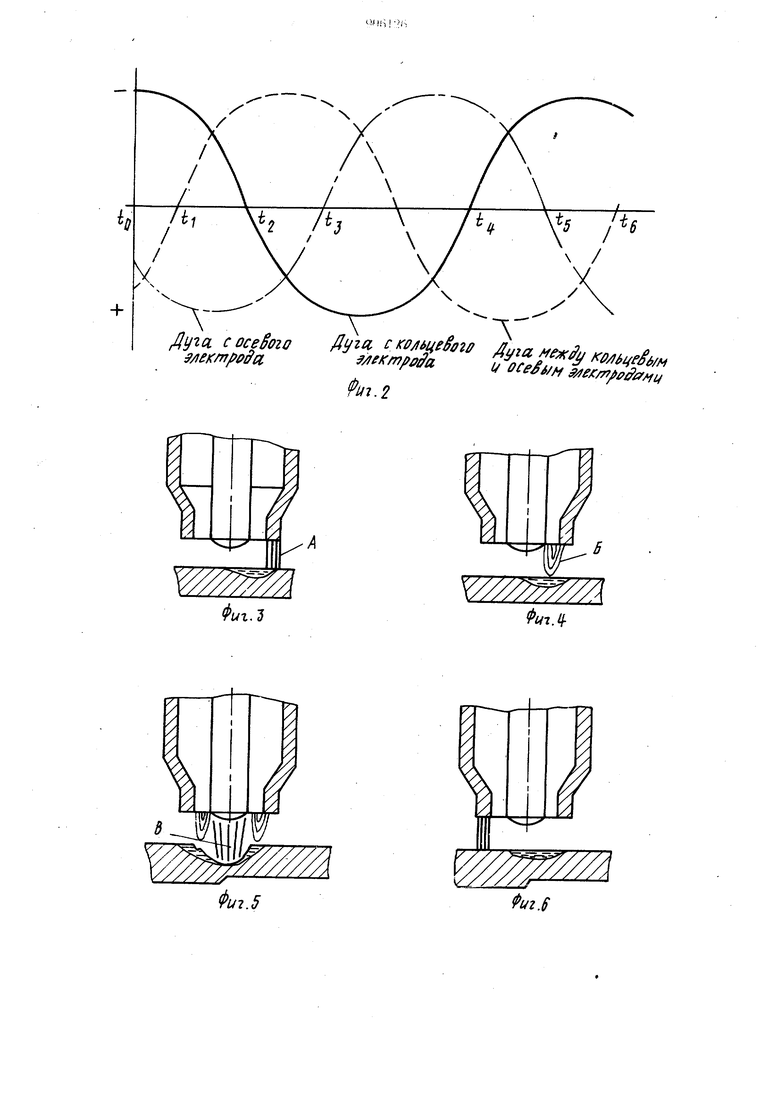
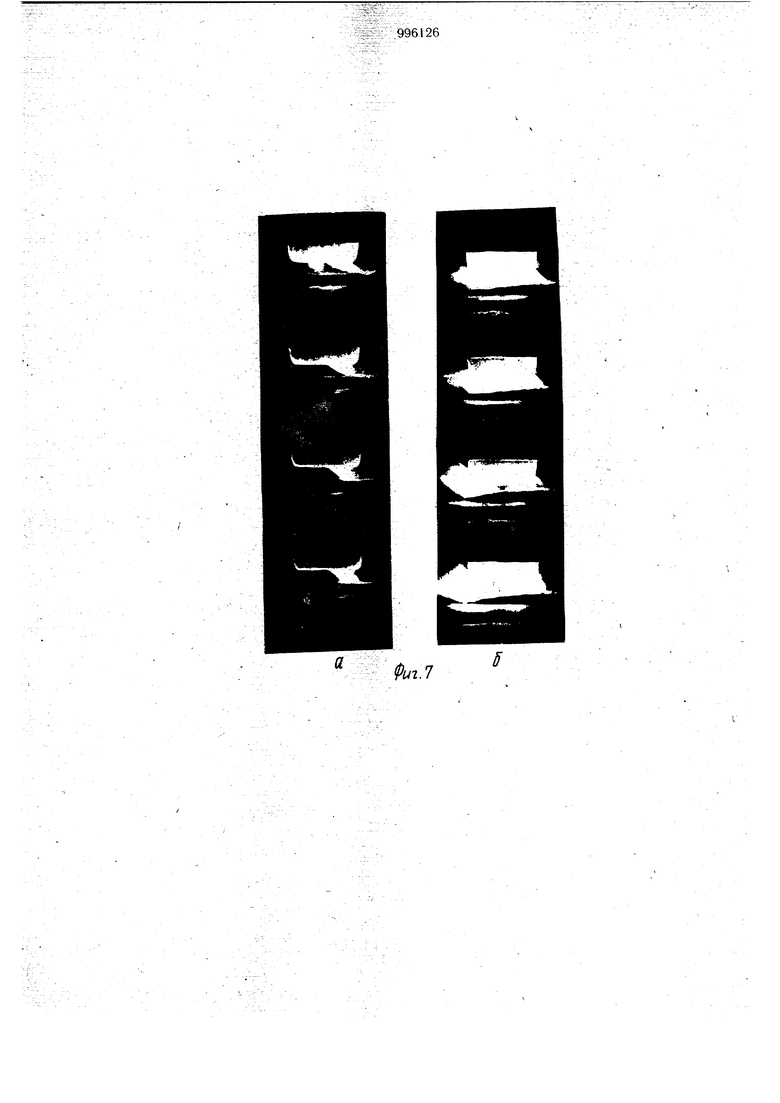
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ трехфазной дуго20вой сварки с двумя зависимыми и независимыми дугами, при котором на сварочную ванну воздействуют продольным относительно зависимых дуг импульсным реверсируемым магнитным полем 3. Недостатком известного способа является также низкая проплавляющая способность дуги, что не тюзволяет повысить производительность процесса сварки. Цель изобретения - повышение производительности процесса сварки путем повышения концентрации тепловой энергии дуги. Цель достигается тем, что согласно способу трехфазной дуговой сварки с двумя зависи.мыми и одной независимой дугами и управляющим продольным магнитным полем, одну из зависимых дуг формируют цилиндрической, а вторую зависимую и независимые дуги - конусными, причем конусную зависимую - дугу располагают внутри независимой дуги,- а цилиндрическую дугу - снаружи независимой, концентрично ей. На фиг. 1 схематически изображена горелка, реализующая предложенный способ; на фиг. 2 - порядок подачи напряжения при сварке изделия; на фиг. 3-6 - положение дуг в различные моменты времени; на фиг. 7 - кинограммы горения дуги; на фиг. 8 - порядок горения дуг. Устройство содержит кольцевой электрод 1, внутри которого расположен стержНевой электрод, 2. Электроды 1 и 2 расположены в корпусе 3, выполняющем одновременно роль сопла для подачи защитного газа. На корпусе 3 установлена электрокатушка 4 магнитная, генерирующая управляющее магнитное поле. В кольцевой зазор между электродами 1 и 2 подают защитный газ. Позицией 5 обозначено свариваемое изделие. В момент времени t,, одновременно горят три дуги: А - дуга между кольцевым электродом и изделием, зависимая цилиндрическая дуга; Б - дуга между стержневым и кольцевым электродами, независимая конусная; В - дуга между стержневым электродом и изделием, зависимая конусная. Цричем, дуги Б и В горят в полупериоды прямой полярности, а дуга А - в полупериод обратной полярности. Возбуждение и горение дуги А при отсутствии управляющего магнитного , поля приводит к ее горению на произвольном участке электрода без движения активных пятен по поверхности свариваемого изделия 5 и торца электрода, что подтверждается результатами скоростной киносъемки (фиг. 7 а). Это способствует быстрому разрушению электрода из-за токовых нагрузок в месте привязки дуги. При наложении управляющего магнитного поля столб дуги А приводится во вращение и при соответствующих параметрах сварочного тока и индукции управляющего магнитного поля приобретает цилиндрическую форму, а катодное ц,ятно под действием пондеромоторных сил начинает вращаться по закономерной круговой траектории, расположенной на поверхности свариваемого изделия, производя, тем самым, интенсивную закономерную катодную обработку этой поверхности и обеспечивая предварительный (впереди ванны) и сопутствующий (позади ванны) подогрев свариваемого металла, увеличивая проплавляющую способность дуги трехфазного тока в целом (фиг. 7 б). Процесс интенсифицированного под действием управляющего магнитного поля катодного распыления дугой А происходит до момента времени t, где она меняет полярность на прямую и возобновляется в момент времени t, когда дуга А снова начинает гореть в полупериод обратной полярности. Дуга В в этот же момент времени to производит плавление свариваемого металла и образует жидкую ванну. Взаимодействие тока этой дуги, протекающего по жидкому расплавленному металлу сварочной ванны с управляющим магнитным полем, способствует появлению пондеромоторных сил, приводящих к перемешиванию жидкого металла ванны в одном на- правлении. Этот процесс протекает до момента времени tj, где дуга В меняет свою а следовательно, изменяется нолярность и направление движения жидкого металла ванны на противоположное. С этого момента времени дуга В горит в полупериод обратной полярности и наличие управляющего магнитного поля способствует закономерному движению катодного пятна по поверхности жидкого расплавленного металла сварочной ванны, что способствует интенсификации процесса катодного распыления на поверхности расплавленного металла до момента времени tg. Таким образом, наличие управляющего магнитного поля способствует закономерной, целенаправленной интенсификации процесса катодного распыления в полупериоды обратной полярности дугой А поверхности свариваемого металла впереди ванны и дугой В - поверхности жидкого расплавленного металла ванны. Кроме того, дуга А производит предварительный и сопутствующий подогрев свариваемого изделия впереди ванны и за ее хвостовой частью, что способствует увеличению проплавляющей способности дуги трехфазного тока. Дуга Б в момент времени to под действием защитного газа, подаваемого в межэлектродное пространство, дефор.мируется в направлении поверхности жидкого металла сварочной ванны и, находясь, в магнитном поле, вращается. Причем, одно из активных пятен движется по торцу цилиндрического электрода, а второе находится на стержневом электроде. Это вращение в направлении происходит до момента времени t, где дуга .меняет свою полярность и начинает вращение в противоположном направлении. Деформирование столба дуги в направлении поверхности ванны и ее вращение вокруг стержневого электрода способствует обеспечению дополнительного ввода тепла в ванну и обжатию дуги В за счет магнитоэлектрических сил, уменьшая потери тепла, выделяемого дугой В, на излучение- в окружающее пространство, что привадит к увеличению проплавляющей способности дуги В.
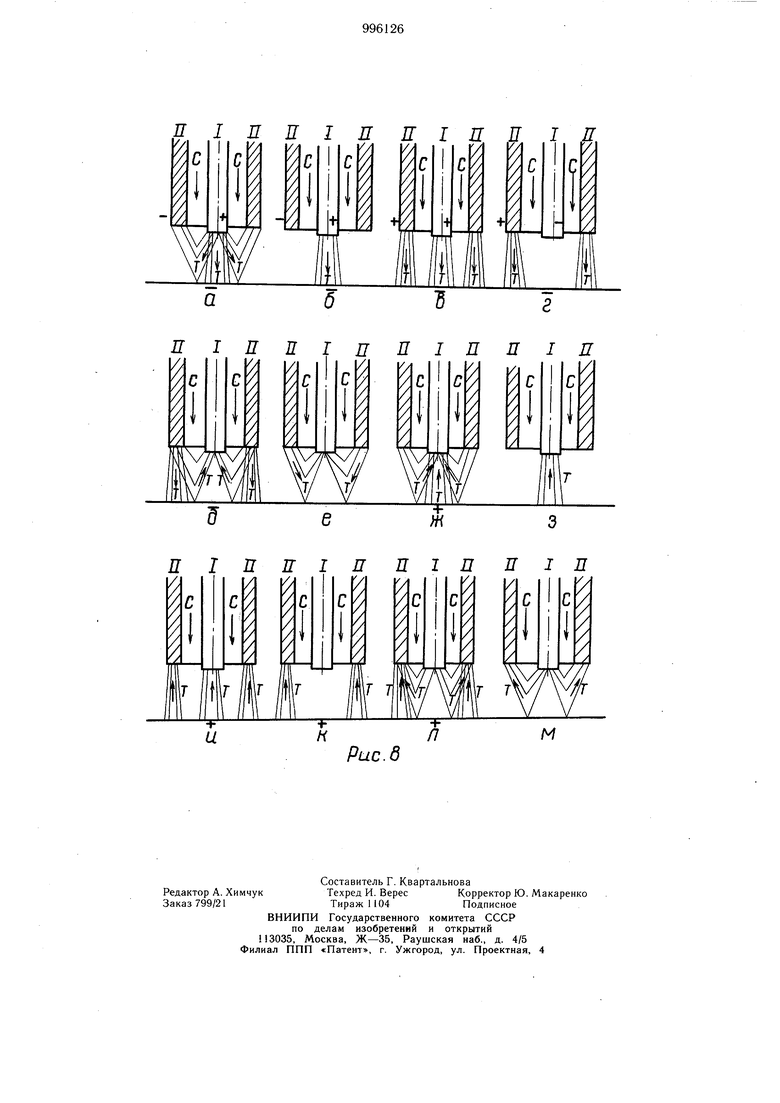
Защитный газ, подаваемый в -межэлектродное пространство (фиг. 8 по стрелке С), способствует деформации столба дуги, горящей между электродами { и 2, в направлении сварочной ванны (фиг. 8 а, д, е, ж, л). Так как направление токов в дугах В и Б (фиг. 8 а, и, стрелки Т) всегда одинаковое, то они (дуги) всегда притягиваются друг к другу, как проводники с однонаправленным током. Следовательно, сварочная ванна дополнительно получает тепловую энергию, выделяемую дугой Б, которая в прототипе расходовалась на излучение в -окружающее пространство. Кроме того, при совместном горении цилиндрической дуги А и конической дуги В (фиг. 8 в, и) тепло, выделяемое дугой В, используется наиболее эффективно потому, что оно концентрируется внутри замкнутого объема цилиндра., Это исключает потери, выделяемого тепла в окружающее проCTpaHCTBOj чтк) обеспечивается наличием цилиндрической дуги. Кроме того, цилиндрическая дуга, которая горит в основном между цилиндрическим электродом и нерасплавивщейся поверхностью свариваемого металла, производит предварительный подогрев его непосредственно перед сварочной ванной.
Предложенный способ позволяет увеличить проплавляющую способность трехфазной дуги, а следовательно, и ее производительность по сравнению с прототипом.
Формула изобретения
10
Способ трехфазной дуговой сварки с двумя зависимыми и одной независимой дугами и управляющим продольным магнитным полем, отличающийся тем, что, с целью повышения производительности процесса сварки путем повышения концентрации тепловой энергии дуги, одну из зависимых дуг формируют цилиндрической, а вторую зависимую и независимую дуги - конусными, причем конусную зависимую дугу располагают внутри незавимой дуги, а цилиндрическую дугу - снаружи независимой, концентрично ей. Источники информации, принятые во внимание при экспертизе
Фиг.
Фит л
ттм
Фиг.5
а
я
П
П
П
с
/
у у
i /
Р
X
ж
