(54) СПОСОБ ЭЛЕКФРОДУГОВОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ широкослойной наплавки | 1987 |
|
SU1555077A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| Устройство для сообщения сварочной горелке колебаний | 1978 |
|
SU791492A1 |
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2106949C1 |
| НАУГЛЕРОЖИВАЮЩАЯ ПАСТА ДЛЯ НАПЛАВКИ | 2021 |
|
RU2755912C1 |
. , -- - Изобретение относится к сварочному П1х иэводству и мфке быть нс Ользовано на предприятиях, проиэводяных наплавку деталей электродуговым спо собсм.. Известны способы сварки инаплйв кИ в которых проплавляющая с пой об тностб-дуги регулируется с помощью различных магнитных систем. При на,плавке колеб рощимся электродом глуби на проплавления основного металла и очертания зоны проплавления находятся в функциональной зависимости от скорости колебательного движения электрода (11. Однако известные способы регулиров ания проплавляющей способности дуги с помо11П ю магнитных систем не позволяют изменять ее проплавляющую способность в соответствии со скоростью колебательного движения элект рода непосредственно в процессе наплавки, чтобы обеспечнть равномерное и м 1нимальное проплавление основног металла. / Наиболее близким по технической сущности и достигаемому эффекту к изобретению являотся способ электро Hfcw полем, генерируемый магнитной системой, формируют столб дуги с .се.ченйем Эллиптической формы. - . - - Максимальная прогшавляющая способность . дуги обеспечив,ается при ориентации большой оси сечения деформированного столба дуги вдоль направления его перемещения при сварке 2J. Однако такое регулирование проплавляющей способности туги не позволяет изменять ее проплавляющую способность в соответствии со скоростью колебательного движения электрода непосредственно в процессе наплавки и обеспечить равномерное и минимальное проплавление основного металла, т.е. высокое качество наплавленного металла, так как проплавляющая способность дуги обусловлена либо определенной ориентацией большой оси сечения деформированного столба дуги по отношению к направлению сварки, либо определенным силовым воздействием магнитной системы. Цель изобретения - пов лиемие качества наплавленного металла путем регулирования проплавллющеп способности ДУГИ ПРИ напланко с колоблминЦель достигается тем, что в спо обс элсктродуговой обработки, при котором магнитным полем, генерируеьп магнитной системой, формируют столб дуги с сечением эллиптической ормы, магнитной системе сообщают крутильные колебания относительно оси столба дуги с частотой, равной частоте колебаний электрода.
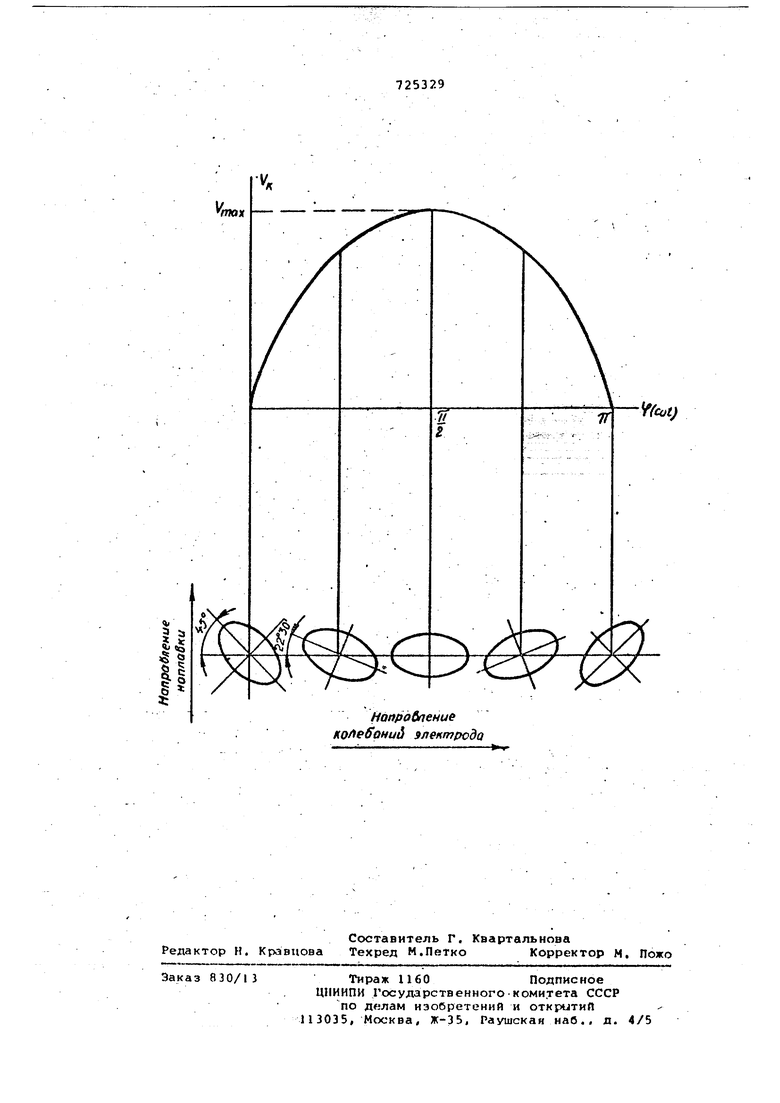
На чертеже показана схема колебаний электрода.
С помощью механизма кривошипношатунного типа мгновенную скорость его ттЬггеречного перемещения определяют из формулы
v г -41 , где г - радиус кривошипа)
10 - уг.л6вая скорость f ...Ч - угол поворота кривошипа Максимальная проплавляющая Способность дуги (большая ось ориентирована вдоль направления колебания) соотйётствует положению электрода, когда v, v,, минймаль на я проплавляющая способность дуги (больЩйя ось ориентирована под углом 4 5° к йаправлению колебаний) собтвётст вует положению электрода, когда v 0. СкбрЬсть перемещения электрода Отгнос:итеЛьн:о изделия в этот момент равна скорости наплавки. При ориентации большой оси под углом 45 к направлению колебания равная проплавляющая спЬсЬбн6ст1ь дуги обеспечивается как в напра вленйи колебаний, так ив направ л ёни и на п ла в к и. П ромежу t оч ньм п ойШсёШям электрода также соответствует определенная ориентация большой 6с:иПО ртйрШеййю к направлению колебаний. Таким образом достигается piBfloMepiHbCTb npbfiлавйения основного металла. Данный способ йаплавки, с регулированием тзроплавляющей-способ-HOdtH дуги, позволяет уменьшить глубину проплавления основного металла за счет увеличения частоты колебаний. При известных способах наплавки увеличение частоты колебаний, ка;к правилб приводит к нёсплавлейиям в центральной части Наплавляемого валика, что Hejttonj ifMMi:).Лабораторные эксперименты показывают высокую чувствительность сварочной ДУГИ к колебаниям магнитной системы, что позволяет создавать различные конструкции устройств для колебаняй магнитной системы с целью получения необходимого эффекта, а также использовать известные устройства ; Производят наплавку Пластин из низкоуглеродистой .CTajiH. При наплавке используют типовое сварочое оборудование) полуавтсмат ПЛГ502 с7источником питания ВЛУ-50, а также каретку с размещеи1илм на ней механизмом колебания горелки кривоижпно-шатунного тнпа. Горелка магнитсплава (6НДК40Т8АА, которая устаиаиливается на наружном сопле горелки с возможностью разворота вокруг него синхронно с колебаниями горелки.
Наплавку осуществляют в смеси гаJ зов (75% Аг, 20% COj и 5% Oj) сварочной проволокой СВ08Г2С. Режим наплавки;
Сварочный ток, А400-420
Напряжение на дуге, В 28-30 Q Скорость наплавки,м/ч 9 Амплитуда колебаний, мм30 Частота колебаний, кол/мин 43
5 Приведенный режим наплавки обес- . печивает удовлетворительное формирование наплавляемых валиков. Для определения Глубины и равномерности проплавления основного металла изготовляют микроашцфы.
Проплавление основного металла равномерное.
Максимальная глубина проплавления в центре зоны пропЛ(авления 1,0-1,5 мм.
5 Доля участия основного металла в наплавденном 16-20%. Наплавка на этом же режиме, но без колебаний магнитной системы показывает, что проплавление основного металла неравномерное.
и Максимальная глубина проплавления основного металла по краям зоны проплавления 3,5-4 мм, а в центре 1,01,5 мм. Доля участия основного металла в наплавленном 35-}0%.
, , Преимущества предлагаемого способа напла1зки позволяют уменьшить неравномерность химического состава металла по толщине наплавляемых слоев и, тем самым, в зависимости от толщины рабочего слоя, снизить расход
0 наплавочного материала на 20-30%, а также снизить уровень остаточных напряженийв наплавляемых деталях.
Формула изобретения
Способ электродуговой обработки, при котором магиитнй4 полем, генерируемьи магнитной системой, формируют столб дуги с сечением эллиптической
формы,о т л и ч а ю щ и и с я тем, что, с целью повышения качества наплавленногЪ регулирования проплавляющей способности дуги при наплавке с колебаниями электрода, магнитной системе сообщают крутильные колебания относительно оси столба дуги с частотой, равной частоте колебаний электрсада.
Источники информации, принятые во внимание при экспертизе
О1. Плазменная наплавка композиционного сплава при магнитном воздействии на дугу.-Экспрссс-инфо ация «Сварка , 1974, 28, с. 11. 2. ПатёТ1т США № 3275786,
I/
max - -- колебаний улектрсда
(cot)
// I
Нопробпениб
