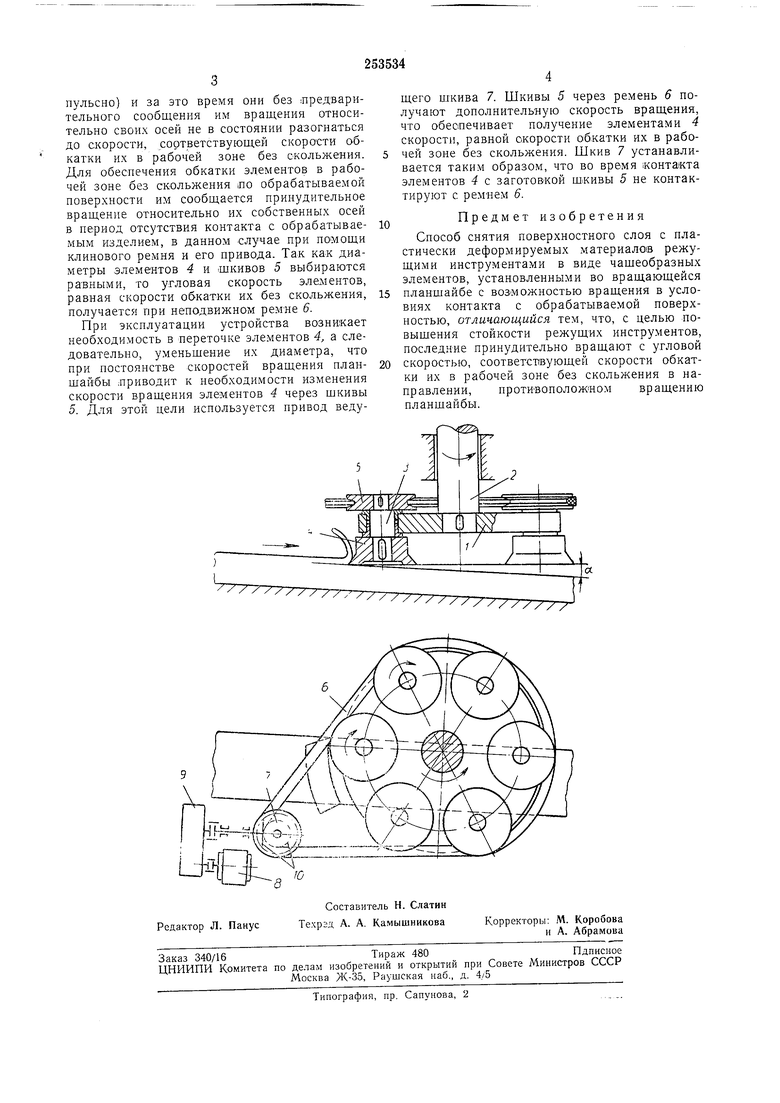
Предложенный способ может быть использован в металлургической промышленности для удаления дефектов поверхности заготовок из пластически деформируемых металлов, например горячих стальных заготовок. Известны способы снятия поверхностного слоя с пластически деформируемых материалов режущими инструментами в виде чашеобразных элементов, установленными во вращающейся планшайбе с возможностью вращения в условиях контакта с обрабатываемой поверхностью. При быстром вращении плаищайбы чашеобразные элементы, входя в контакт с обрабатываемой поверхностью, вращаются на своих осях. При мало,м времени контакта рабочих инструментов с обрабатываемой поверхностью вследствие трения (качения и скольжения) имеет место увеличенный износ рабочих инструментов. Предлагаемый способ отличается от известных тем, что режущие инструменты принудительно вращают с угловой скоростью, соответствующей скорости обкатки их в рабочей зоне без скольжения, в направлении, противоположном вращению планщайбы. Это повышает стойкость режущих инструментов. Устройство содержит планшайбу 1, укрепленную на приводной оси 2. В планшайбе / установлены с возможностью вращения несколько осей 5, на одном конце которых укреплены чашеобразные элементы 4, а на другом - шкивы 5, обхватываемые клиновым ремнем 6. Средний диаметр шкивов выбирается равным диаметру рабочей части элементов 4. Планшайба / наклонена к обрабатываемой поверхности под углом а (примерно 1-2°), что исключает повторный контакт элементов 4 с обрабатываемой поверхностью, уменьшает их износ, снижает энергозатраты и улучшает качество обрабатываемой поверхности. Ремень 6 может при необходимости приводиться в движен 1е ведущим шкивом 7 от электродвигателя 8 через редуктор 9 и коническую передачу 10. При вращении планшайбы / чащеобразные элементы 4 входят в контакт с обрабатываемым изделием п обкатываются по нему, пластически деформируя своей заостренной частью кебольщой объем металла. Благодаря многократному последователыюму воздействию элементов 4, каждый из которых деформирует малый объем металла, происходит отслаивание сплошного тонкого поверхностного слоя обрабатываемого изделия. Элементы 4 воздействуют на изделие в течение весьма короткого про.межутка времени (им
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ ПАТЕНТНО- ТЕХНИЧЕСКАЯ БИБЛИОТЕКА^ 'У | 1969 |
|
SU248618A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХИЗДЕЛИЙ, | 1969 |
|
SU251811A1 |
| УСТРОЙСТВО для РЕЗКИ | 1969 |
|
SU253016A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ КРУГЛОЙ ЗАГОТОВКИ ГЛАДКИМИ ДИСКАМИ | 1967 |
|
SU203431A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| СПОСОБ ИМПУЛЬСНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2302329C2 |
| УСТРОЙСТВО для ОБРАБОТКИ И ЗАТЫЛОВАНИЯ ЗАБОРНОЙ ЧАСТИ МЕТЧИКОВ | 1972 |
|
SU340516A1 |
| СТАНОК ДЛЯ СНЯТИЯ ФАСКИ | 1972 |
|
SU338313A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ АЛМАЗНЫХ РЕЗЦОВ | 1971 |
|
SU419767A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
