Известна штамповка горловин при помощи прессов таким образом, что сначала ходом штампа в матрице выдавливается отверстие горловины, а затем ходом пунсона загибаются ее края.
В предлагаемом прессе, снабженном матрицей с центральной открытой полостью, внутри которой установлена подвижная плита, последняя выполнена двухступенчатой с целью прочного удерживания листа для загибания его краев.
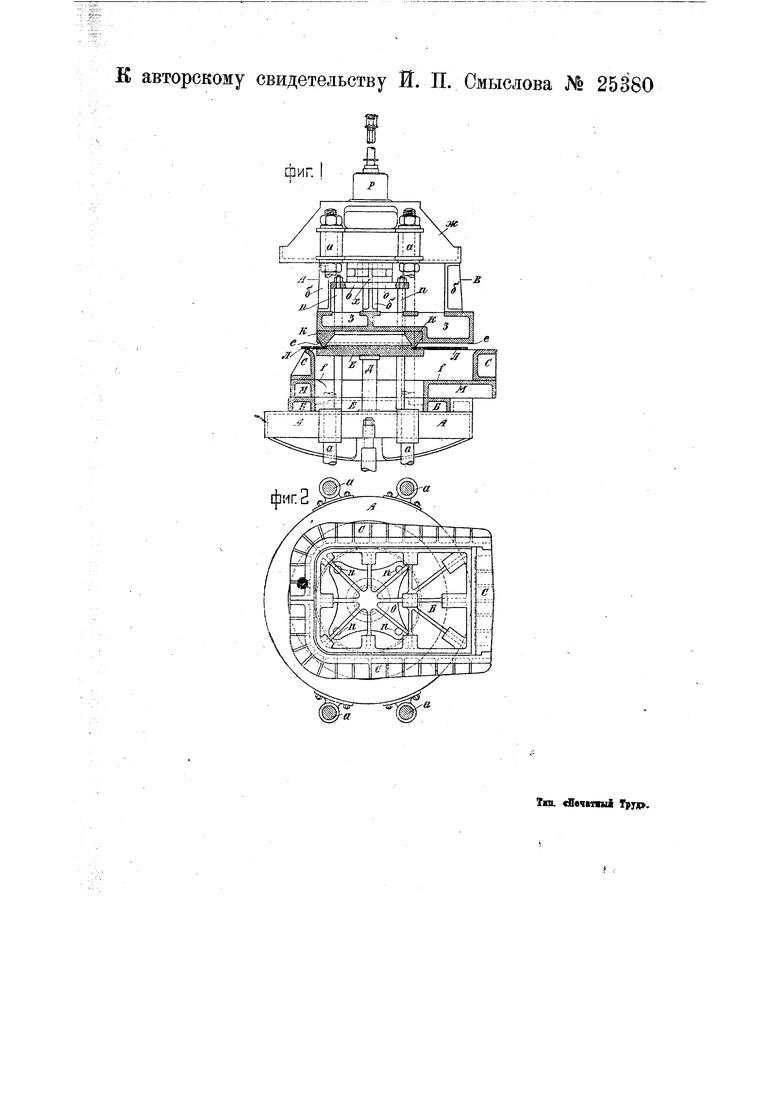
На чертеже фиг. 1 изображает боковой вид пресса с частичным разрезом; фиг. 2-разрез по линии АВ на фиг. 1.
На нихчней плите А пресса (фиг. 1 и 2), связанной со штоком поршня гидравлического цилиндра, укреплена матрица, состоящая из прокладок Б, М и обжимного кольца С. Поршень, поднимающий плиту я, представляет собой гидравлический цилиндр, внутри которого помещена скалка Д проходящая через центральное отверстие в плите А и несущая плиту Е с круглым выступом. К верхней части Ж пресса, связанной с колонками а, прикреплены ноги б для соединения верхней части 3 штампа с пунсоном К. Для штамповки смычного листа плита Е поднимается на уровень верхней кромки обжимного кольца С и на нее укладывается нагретый лист Л так, чтобы выступ плиты Б поместился в вырезе листа. Затем продолжается поднимание И, 3.
плиты Е до упора листа Л в пунсон Ж, в целях прочного удержания листа от сдвига во время последующей штамповки, после чего уже поднимают плиту А с укрепленными на ней частями матрицы настолько, чтобы прокладка М поверхностью / прижала лист к поверхности е части 3. Во время подъема плиты А происходит первая операция формования смычного листа. Образование в нем воротника достигается одновременным опусканием пунсона /Си плиты Е в матрицу. Для опускания пунсона К служит скалка гидравлического насоса Р, несущая часть Х-0 с прикрепленными к ней, проходящими через отверстия в части 3, шплинтонами п, упирающимися в пунсон К.
Предмет изобретения.
Пресс для штамповки смычных листов кожуха топки паровозных котлов и т. п. с применением матрицы с центральной открытой сверху полостью, внутри каковой полоста установлена подвижная плита а пунсон имеет внешние размеры меньшие внутренних размеров матрицы, отличающийся тем, что в целях прочного удерживания листа для загибания его краев до штамповки отверстия (воротника горловины) при ходе пунсона вниз (в матрицу) подвижная плита Е выполнена двухступенчатой. к авторскому свидетельству И. П. Смыслова № 25380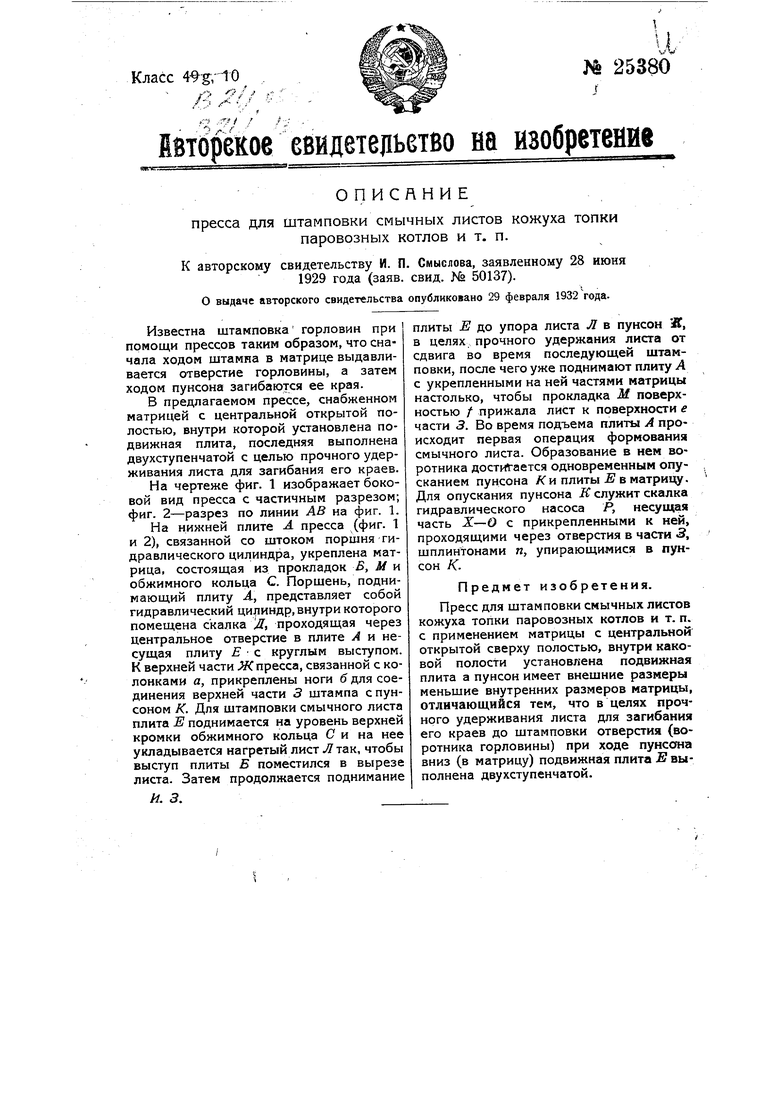
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК ИЗ ПРОВОЛОКИ | 1936 |
|
SU52368A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Приспособление к штампу для обработки предметов одновременно со штамповкой и резанием | 1929 |
|
SU17976A1 |
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для изгибания труб | 1935 |
|
SU47893A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2479374C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| ФОРМОВАННОЕ ГОРЯЧЕЙ ШТАМПОВКОЙ ИЗДЕЛИЕ, ИСПОЛЬЗУЮЩИЙ ЕГО КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ГОРЯЧЕЙ ШТАМПОВКОЙ ИЗДЕЛИЯ | 2017 |
|
RU2714357C1 |