Уже предлагалось для изгибания труб применять фасонные матрицы и матрицы, состоящие из отдельных частей, находящихся под воздействием выталкивателей.
Согласно изобретению в штампе Для изгибания труб посредством пунсона матрица состоит из двух поворотных частей, укрепленных осями на неподвижном основании и несущих подвижные по ним жолобы, находящиеся под воздействием пружин, помещенных в соответствующих прорезах поворотных частей.
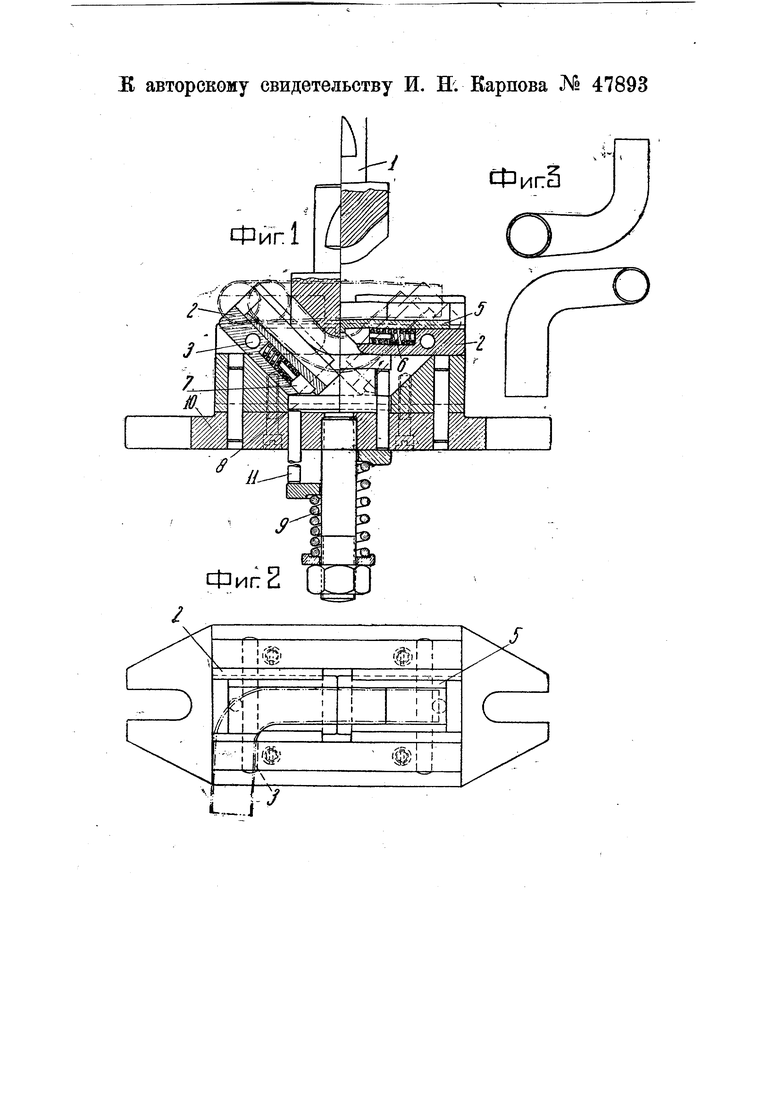
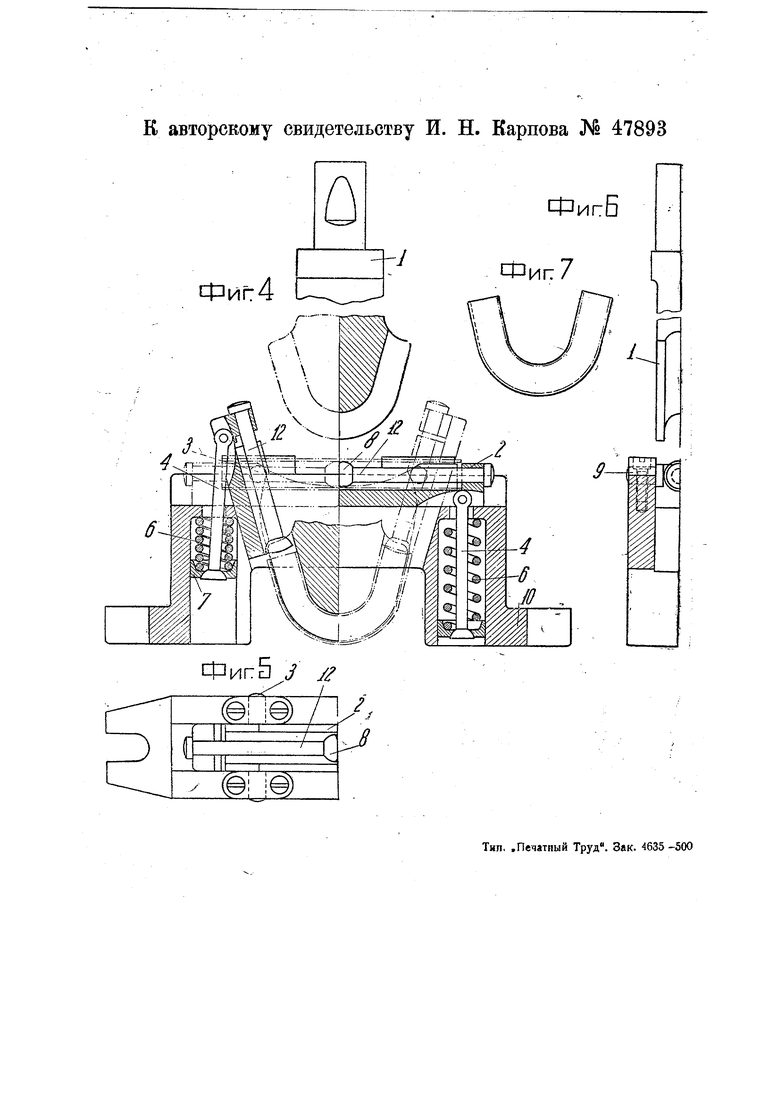
На чертеже фиг, 1 изображает предлагаемый штамп в разрезе при двух положениях его частей; фиг. 2-вид его сверху; фиг. 3-трубы, подвергнутые изгибанию; фиг, 4-видоизмененное устройство штампа в разрезе при двух положениях его частей; фиг. 5-вид его сверху; фиг. б-частичный вид штампа; фиг. 7 - трубу, подвергнутую изгибанию.
Штамп для изгибания труб (фиГ. 1) состоит из пунсона, укрепляемого в ползуне пресса, снабженного желобком глубиной, равной половине диаметра изгибаемой трубы, и матрицы, выполненной из двух цоворотных частей 2, укрепленных осями на неподвижном основании и несущих жолобы 5, прижимаемые друг к другу пружинами б, поме(313)
щенными в соответствующих прорезах частей 2.
При сведении жолобов 5 под действием упоров 7 в горизонтальном положении образуется в матрице общий конический жолоб глубиной, равной половине диаметра изгибаемой трубы.
В поворотных частях 2 имеется продфльный паз для перемещения жолобов 5, а в центре неподвижного основания матрицы-отверстие для прохода шайбы 8 выталкивателя под действием пружины 9.
Неподвижное основание матрицы прикреплено к подушке fO, а последняя при посредстве отверстий в лапах прикрепляется к плите пресса.
Перед изгибанием цилиндрическую заготовку трубы развальцовывают, делают конической и затем отжигают.
При работе со штампом для изгибания трубы берут заготовку трубы необходимой длины и вкладывают в конический жолоб 5, расположенный горизонтально.
При опускании ползуна пресса пунсон / начинает давить на жолобы 5, образуя в месте изгиба замкнутое отверстие, равное наружному диаметру трубы, тем самым предохраняя ее от наружного смятия. При дальнейшем опускании пунсона вниз труба по жолобам 5 не скользит, а выгибается по жолобу пунсона, а жолобы матрицы скользят по прямоугольному пазу поворотных частей 2; последние давят на шайбу 8 выталкивателя, которая, в свою очередь, штифтами 7/ сжимает пружину 9.
При обратном ходе ползуна пунсон 2 уходит вверх, пружина 9 поднимает шайбу 5, и последняя ставит поворотные части 2 в горизонтальное положение; пружина при помощи упоров 7 сводит оба жолоба 5 вместе, вследствие чего изделие сбрасывается с матрицы.
Для придания изделию точно калиброванного профиля в дальнейшем вкладывают трубу в прессформу и расправляют гидравлическим давлением.
Видоизмененный штамп (фиг. 4,5 и 6) состоит также из пунсона 7 с полукруглым жолобом, укрепляемого в ползуне пресса, и матрицы, выполненной в виде поворотных частей 2 на осях 3, соединенных со стержнями #,,. отжимаемыми вниз пружинами б; обе поворотные части 2 имеют жолобы и несут подвижные сердечники 12 для изгибаемой трубы. Кроме того, части 2 установлены своими осями 3 в гнездах подушки Ю и прикрыты планками 9 (фиг. б).
Обе пружины 6 штампа служат для удержания поворотных частей 2 в горизонтальном положении путем нажима на шайбы 7 стержней 4.
Все части матрицы монтируются в подушке 10, устанавливаемой на плите пресса.
Для предохранения трубы в процессе изгибания от смятия внутри, .на конце сердечников /2 имеется калибруюший выступ , равный по диаметру внутреннему диаметру трубы.
При работе с видоизмененным штампом берут заготовку трубы необходимой длины, вставляют с обеих сторон калибруюшие выступы 8 сердечников /2 и вкладывают в жолоб поворотных частей 2 так, чтобы выступы заходили за жолобы.
При опускании ползуна пресса пунсон начинает давить на жолобы, создав для трубы в месте изгиба замкнутое отверстие по диаметру, равное наружному диаметру трубы, благодаря чему труба предохраняется от наружного смятия.
При опускании пунсона / вниз труба обвивает жолоб пунсона и одновременно скользит по жолобам поворотных частей 2, а калибрующие выступы 8 сердечников 72 выходят из трубы.
После выхода калибрующих выступов 8 из трубы и с жолобов труба падает вниз, пунсон 7 и поворотные части 2 занимают исходные положения.
. Предмет изобретения.
1.Штамп для изгибания труб посредством пунсона, отличающийся тем, что матрица состоит из двух поворотных частей 2, укрепленных осями 5 на неподвижном основании и несущих подвижные по ним жолобы 5, находящиеся под действием пружин 6, помещенных в соответствующих прорезах частей 2.
2.Видоизменение штампа по п. 1, отличающееся тем, что поворотные части 2 матрицы установлены на осях 3, соединены с отжимаемыми вниз пружинами б стержнями 4 и несут подвижные сердечн1 ки 72 для изгибаемой трубы. Е авторскому свидетельству И, Ш Фиг 2 ГП Карпова № 47893
1 ®
J©1 :
Д
us
.и
т-)
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ К ШТАМПОВОЧНЫМ ПРЕССАМ ДЛЯ ПОПЕРЕМЕННОГО ВВЕДЕНИЯ В РАБОТУ НЕСКОЛЬКИХ ПУНСОНОВ | 1933 |
|
SU38094A1 |
| Станок для изгибания проволочных крючков | 1936 |
|
SU48106A1 |
| Штамп для изготовления шайб, колец и т.п. | 1929 |
|
SU20929A1 |
| Штамп для гнутья серьги | 1936 |
|
SU49756A1 |
| Способ соединения двух параллельных труб У-образным коленом | 1925 |
|
SU9831A1 |
| Приспособление к прессу для сборки звеньев цепей Галля | 1932 |
|
SU33800A1 |
| Комбинированный штамп | 1926 |
|
SU8896A1 |
| Комбинированный штамп для вытяжки пробивки отверстий | 1929 |
|
SU29462A1 |
| Разъемная прессформа для штампования полых металлических предметов непосредственным давлением на них жидкости изнутри | 1936 |
|
SU51383A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПЛАСТИЧЕСКИХ МАСС ФАСОННЫХ ЧАСТЕЙ ТРУБ | 1935 |
|
SU43490A1 |
ГУ
t,- I

