Изобретение относится к сварочному производству и может быть использовано в машиностроении, для сварки тройников с различной дайной отводов.
Цель изобретения - повьппение производительности за счет обеспе- чения разовой установки С--образной скобы при сварке тройника с трубами при различной длине отводов.
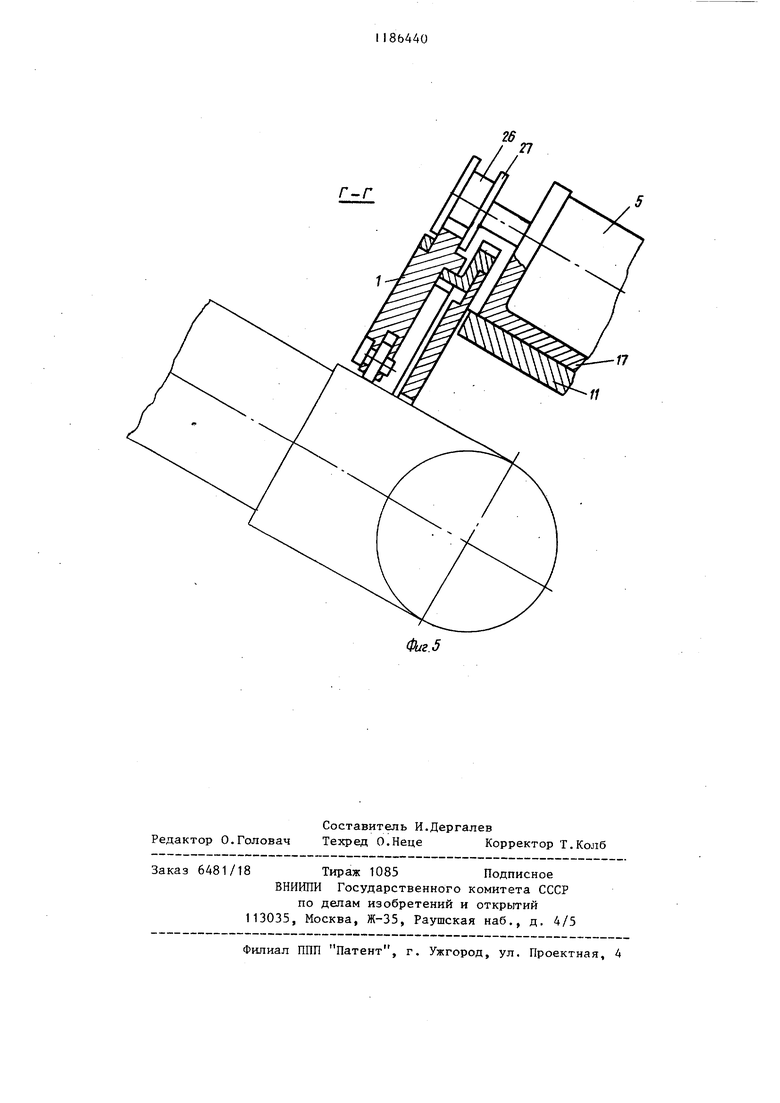
На фиг. 1 изображено предлагаемое устройство, общий вид , на фиг. 2 - вид А на фиг. 1j на фиг.З разрез Б-Б на фиг. 1| на фиг. 4 разрез В-В на фиг. 2; на фиг.З - раз рез Г-Г на фиг. 1.
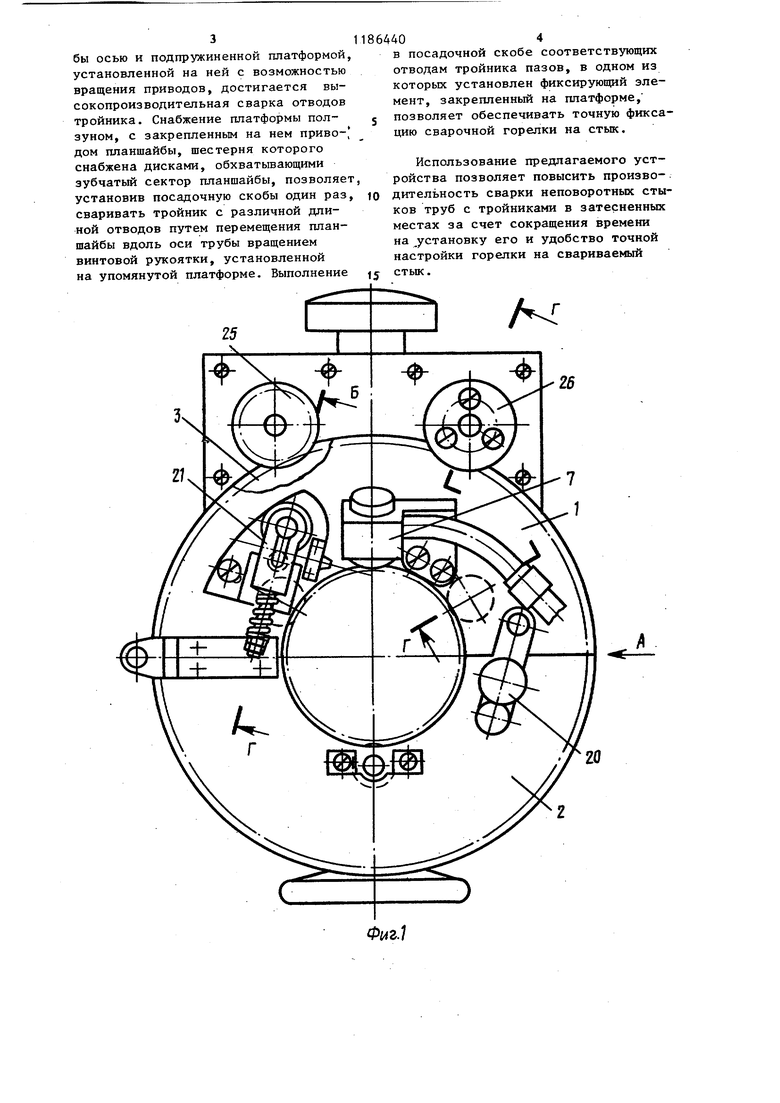
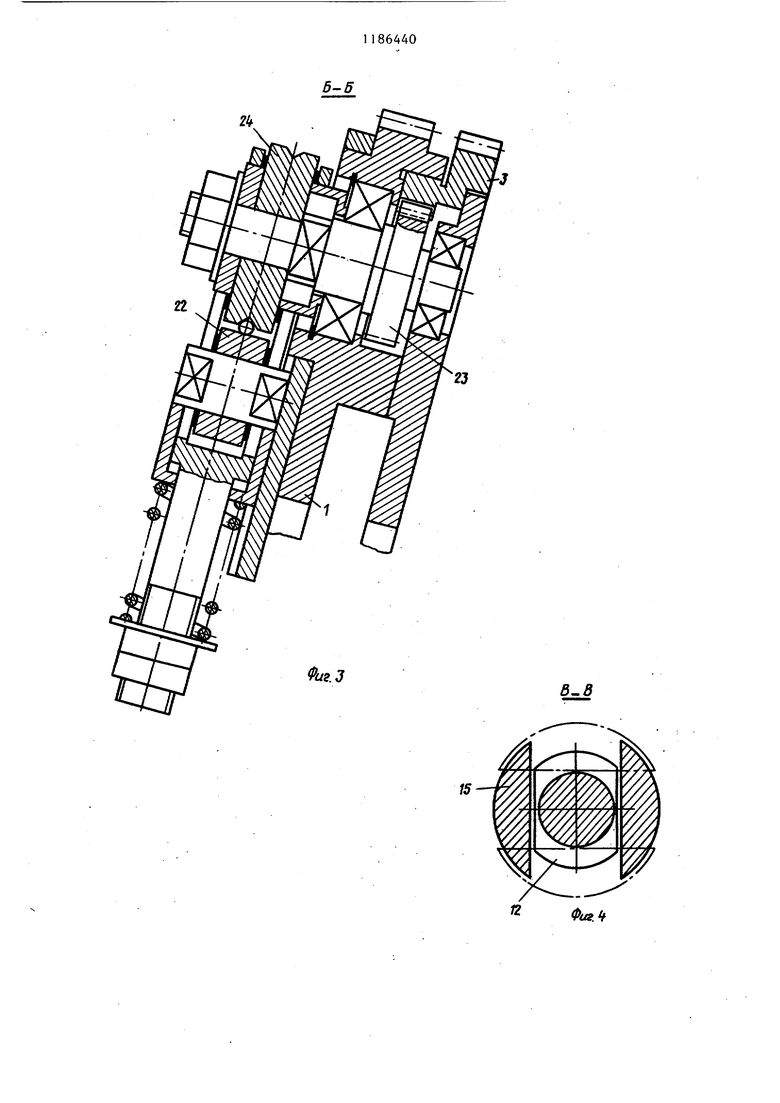
Устройство для сварки неповоротных стыков труб содержит планшайбу, состоящую из шарнирно соединенных зубчатых секторов 1-4, привод 5 вращения, привод 6 подачи присадочной проволоки, сварочную горелку 7 и посадочную скобу 8 с прижимом 9, связанным с винтовой рукояткой 10. Посадочная скоба 8 снабжена поворотной платформой 11, установленной с возможностью вертикального перемещения и вращения относительно оси 12, закрепленной на скобе 8, в торце которой выполнено три паза 13 для фиксатора 14, закрепленного на поворотной платформе 11. На оси 12, имеющей лыски, выполненные на ее утолщенной части, смонтирована рукоятка 15j,которая усилием пружины 16, установленной внутри нее, прижата к поворотной платформе 11. В основании рукоятки 1 выполнен паз, обхватывающий лыски оси 12.
Приводы 5 и 6 закреплены на ползу не 17, установленном на поворотной платформе 11 с возможностью перемещения вдоль осей отводов тройника.
В ползуне 17 выполнена вилка, снабженная гайкой 18, связанной с винтовой рукояткой 19.
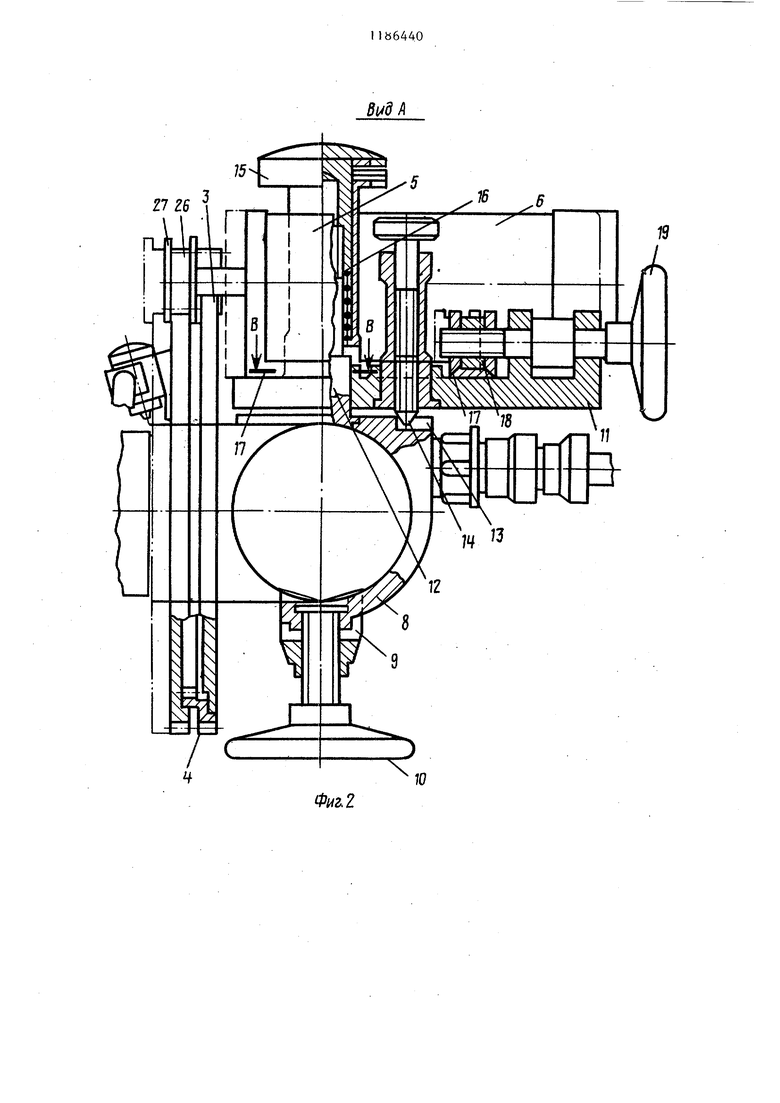
На зубчатом секторе 1 установлены фиксатор 20 планшайбы, сварочной горелки 7, три центрирующих ролика, один из которых подпружинен, и механизм 21 подачи присадочной проволоки, состоящей из подпружиненного прижимного ролика 22 и связанного с внутренним р.енцом зубчатого сектора 3 зубчатого вала 23, на котором закреплен приводной ролик 24.
На приводе 6 подачи присадочной проволоки закреплена шестерня 25,
связанная с зубчатым сектором 3, а на приводе 5 - связанная с зубчатым сектором 1 шестерня 26 и дисками 27, обхватывающими зубчатый- сектор 1.
Устройство работает с: едующим образом.
Установив скобу 8 на тройник, поджав прижим 9 винтовой рукояткой 10 и сомкнув зубчатые секторы 1-4 фиксатором 20,вращением винтовой рукоятки 19 сварочная горелка 7 устанавливается на свариваемый стык. При вращении рукоятки 19 относительно гайки
18,ползун 17, перемещаясь вместе
с последней вдоль оси трубы, смещает закрепленные на нем приводы 5 и 6 и зубчатые секторы 1 и 2 за счет того, что они обхватываются дисками 27 шестерни 26. При включении привода 5 вращения и привода 6 подачи присадочной проволоки крутящий момен шестерни 25 передается зубчатым секторам 1 и 2, вращающим сварочную горелку 7, а крутящий момент шестерни 26 - зубчатым секторам 3 и 4, от внутреннего зубчатого венца которьк вращение передается зубчатому валу 23 механизма 21 подачи присадочной проволоки, в результате чего присадочная проволока, поджатая роликом 22, роликом 24 подается в зону сварки. После окончания сварки стыка отключаются приводы 5 и 6, размЕ 1каются зубчатые секторы 1-4 и отводится рукоятка 15 вверх до тех пор, пока паз в ее основании не выходит из зацепления с лысками оси 12. Затем рукоятка 15 поворачивается относительно оси 12 на прямой угол. При таком повороте основание ки 15 садится на торец утолщенной части оси 12, в результате чего нейтрализуется воздействие пружины 16 на поворотную платформу 11, которая свободно поворачивается на следующий отвод тройника - до опускания фиксатора 14 в очередной паз 13« Затем после смыкания планшайбы на стыке производится точная установка горелки 7 в зону сварки, осуществляемая вращением винтовой рукоятки
19.После установки горелки 7 на
стык включаются приводы и производится его сварка.
Таким образом, путем обеспечения разовой установки посадочной скобы на тройнике, при снабжении этой ско3бы осью и подпружиненной платформой установленной на ней с возможностью вращения приводов, достигается высокопроизводительная сварка отводов тройника. Снабжение платформы ползуном, с закрепленным на нем приводом планшайбы, шестерня которого снабжена дисками, обхватывающими зубчатый сектор планшайбы, позволяет установив посадочную скобы один раз сваривать тройник с различной длиной отводов путем перемещения планшайбы вдоль оси трубы вращением винтовой рукоятки, установленной на упомянутой платформе. Выполнение 404 в посадочной скобе соответствующих отводам тройника пазов, в одном из которых установлен фиксирующий элемент, закрепленный на платформе, позволяет обеспечивать точную фиксацию сварочной горелки на стык. Использование предлагаемого устройства позволяет повысить производительность сварки неповоротных стыков труб с тройниками в затесненных местах за счет сокращения времени на установку его и удобство точной настройки горелки на свариваемый стык. ЛФиг.2
24
Фиг.З
23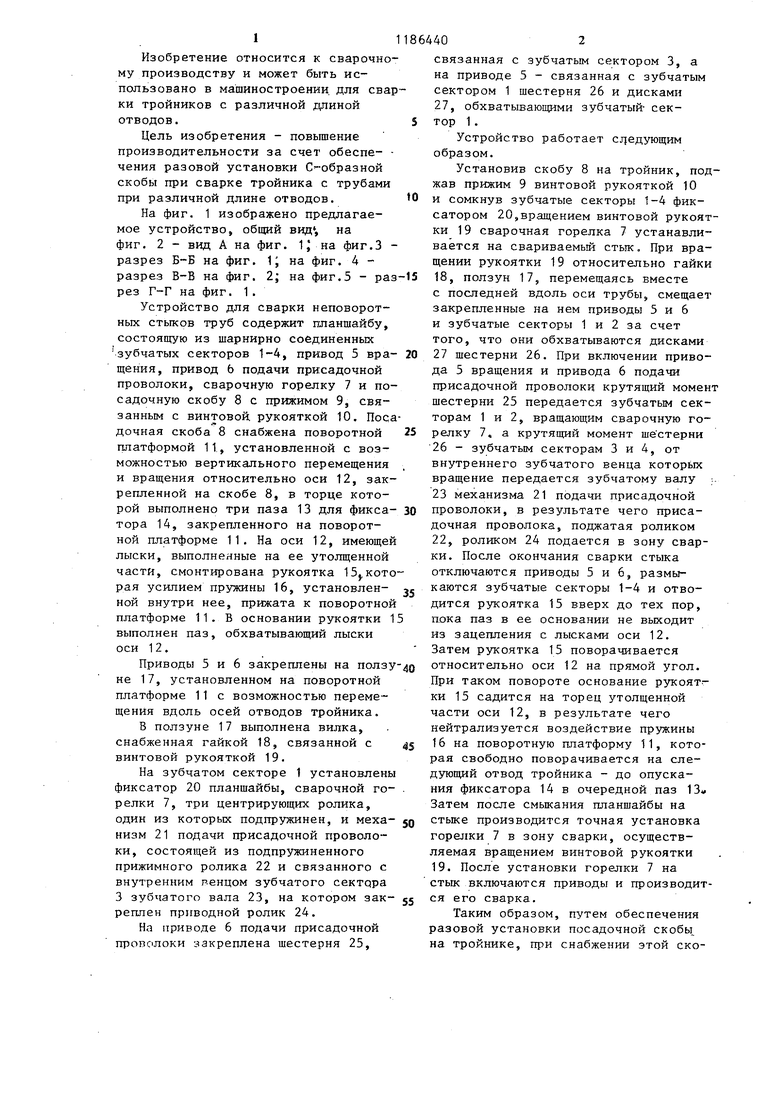
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Установка для сварки кольцевых швов | 1979 |
|
SU941107A1 |
| Устройство для дуговой сварки | 1973 |
|
SU561646A1 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для сварки неповоротных стыков труб | 1974 |
|
SU522930A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
1. УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ, содержащее С-образный корпус, разъемную планшайбу со сварочной горелкой, привод планшайбы с шестерней, механизм закрепления устройства на трубе в виде С-образной скобы, отличающееся тем, что, с целью повышения производительности за счет обеспечения разовой установки С-образной скобы при сварке тройника с трубами, устройство снабжено осью, жестко закрепленной на скобе, механизмом прижатия, состоящим из рукоятки и пружины, поворотной платформой с фиксатором ее положения и ползуном с закрештенньм на нем приводом вращения и с механизмом его передвижения вдоль платформы, при этом рукоятка механизма прижатия установлена с возможностью контактирования с осью и платформой. 2. Устройство по п. 1, отли чающееся тем, что, с целью обеспечения сварки тройника с различной длиной отводов, шестерня привода снабжена дисками, установленными по ее торцам с возможностью контактирования с ппаншайбой.
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU738803A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
