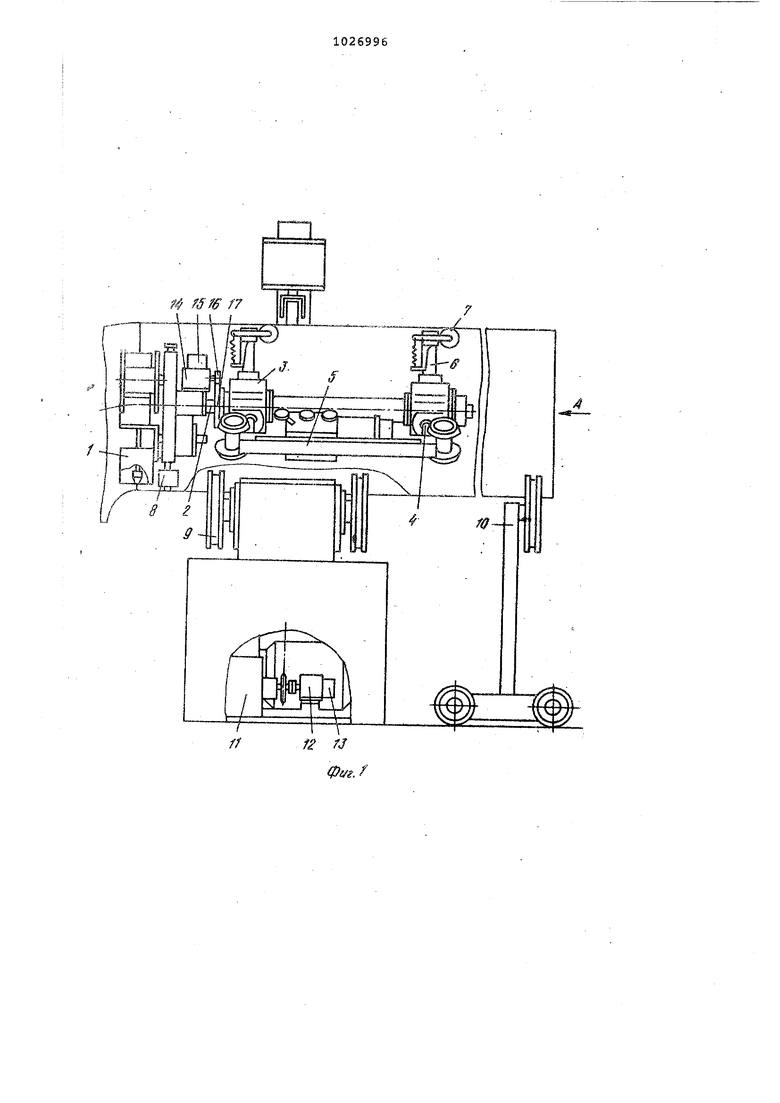
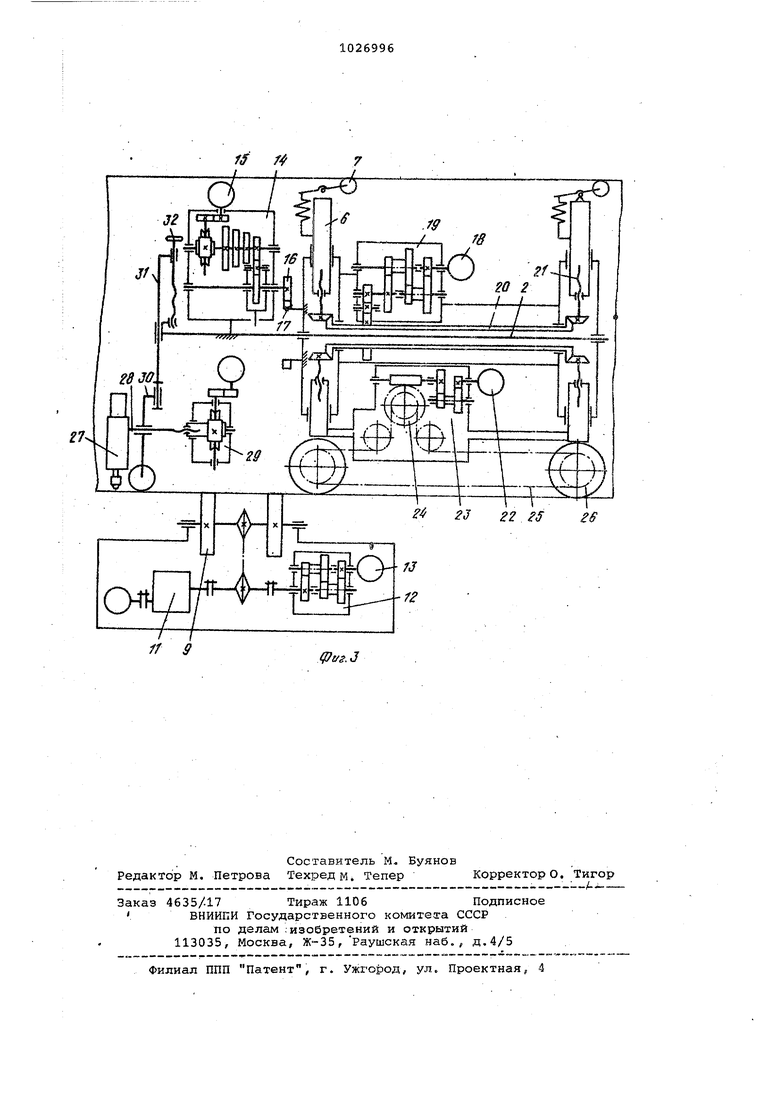
Изобретение относится к сварке, а именно к устройствам для электри inecKOft дуговой сварки внутренних кольцевых швов труб и трубных кон;струкций, и. может быть применено п .изготовлении трубопроводов для теп 710ВЫХ и атомных электростанций, энергомашиностроении, строительстве и других отраслях народного хозяйства. Известно устройство для автомати ческой сварки внутренних кольцевых швов цилиндрических изделий, содержащее внутреннюю штангу со сварочно головкой и наружную штангу с визиро жестко связанные между собой. Для улучшения качества сварки путем пойышения точности совмещения электро р.а со стыком устройство снабжено пр йодными каретками, установленными н внутренней и наружной штангах с воз можностью продольного перемещения, на которых соответственно установле ны сварочная головка и визир, причем привод каретки визира механичес ки связан с ротором сельсин-датчик а привод.каретки сварочной головки с ротором сельсин-приемника, электрически соединенного с сельсин-дат чиком fl. Недостатком данного устройства является наличие наружной и внутрен ней штанг, что ограничивает разМеры свариваемых конструкций и зат)удняет эксплуатацию устройства, а увеличение длины штанг приводит к и вибрации в процессе работы -и тем са нарушает качество сварки. Известно также устройство и способ для газовой шовной сварки. Устройство содержит центраторы, фиксирующие каждую .из свариваемых труб, и расположенное между ними поворотное кольцо со сборочными горелками Сварка производится при неподвижных трубах путем поворота кольца с горелками . Недостатком устройства является невозможность сварки всего.стыка в Фдном пространственном положении, KjJOMe того, невозможность сварки бл ков типа труба - крутоизогнутый отвод, а также трудность перестройки устройства с одного диаметра на другой Наиболее близким к изобретению является устройство для автоматической сварки неповоротных стыков, содержащее механизм зажима, сварочную головку, механизм продольного перемещения для настройки сварочной головки на стык и механизм вращения сварочнойголовки. Вращение сварочной головки и проведение сварки осу ществляется при обкатке выходного зубчатого колеса механизма вращения по неподвижному зубчатому колесу, закрепленному на корпусе механизма разжима СзЦ., Однако сварка отдельных участков стыка производится в различных пространственных положениях, что может привести к снижению качества шва. Кроме того, устройство позволяет производить сварку только весьма узкого диапазона диаметров труб, Целью изобретения является повыимение качества сварки за счет проведения процесса в определенном, заранее заданном пространственном положении. Для достижения поставленной цели устройство, содержащее механизм продольного перемещения с опорными роликами, механизм разжима с упорами и закрепленную на нем свайрчную головку с приводом ее вращения, снабженные.-: шестерней, кинематически связанной с неподвижным зубчатым колесом, закрепленным на корпусе механизма разжима, Снабжено механизмом вращения свариваемого изделия, состоящим из роликов и привода их вращения, электрически связанного.с приводом вращения сварочной .головки« при этом сварочная головка и ролики установленк с возможностью их взаимного вращения в противоположных направлениях с одинаковыми скоростями . Электрическая связь между приводами вращения роликов и сварочной головки выполнена в виде системы селы син-датчик - сельсин-приемник. Сварочная головка снабжена номной системой слежения за стыком, включающей в себя пневмодатЧики, Кроме того, с целью расишрения , диапазона свариваемых стыков, упоры и опорные ролики механизма разжима и механизма продольного перемещения соответственно установлены с возможностью радиального перемещения. На фиг. 1 изображено устройство общий вид; на фиг. 2 - вид А на фиг.1; на фиг. 3 - кинематическая схема устройства. Устройство состоит из сварочной головки 1, закрепленной на оси 2, установленной на подшипниках в корпусе 3 механизма разжима. Механизм разжима опирается своими .выдвижными пи- нолями 4 на приводные каретки 5, , расположенные под углом . На вертикальных выдвижных пинолях б установлены упоры в виде подпружиненных поджимных роликов 7, В прЪтдессе работы сварочная головка опирается роликом 8 на внутреннюю поверхность трубы, которая располагаете.. на при водных роликах 9 мека. вращения свариваемого и:.делйя, а свободный конец ее лежит на поядерливающей опоре 10. Приводные 9 механизма вращения свариваемого изделия связаны цепной передачей с приводом 11 и через мультипликатор 12 с сельсин-датчиком 13. На сварочной головке закреплена коробка скоростей 14 сельсин-приемника 15, на выходном валу которой установлена шестерня 16, находящаяся в зацеплении с колесом 17, жестко закрепленным на корпусе 3 механизма разжима. Сельсин-датчик 13 имеет электрическую связь с сбльсин-приемником 15. На корпусе механизма разжима размещен привод разжима, состоящий из дЁигате.ля 18 и редуктора 19, выходной вал которого через зубчатые передачи связан с коническим колесом 20, являющимся ведущим колесом винт вого механизма 21 выдвижных пинолей 4и 6. На корпусе приводной каретки 5установлен привод, состоящий из , двигателя 22 и редуктора 23, выходная звездочка 24 редуктора связана цепной передачей 25 с опорными роликами 26; Горелка 27 сварочной головки вместе с направляющими 28 под действием привода 29 поиска шва ( система слежения) может перемещаться во втулках каретки 30, которая в свою очередь, установлена на направляющих 31 с возможностью перемещ ния по ним под действием собственно го веса. Для возможности перехода на свар ку труб разл ичных диаметров направляющие 31 под действием винта 32 . могут перемещаться во втулках оси 2 Устройство работает следукшцсм образом. Собранная и прихваченная труба устанавливается на приводные ролики 9 механизма вращения и поддерживающую опору 10 и закрепляется. Горелку 27 перемещают вместе с кареткой 30.по направляющим 31 винтом 32 для обеспечения необходимого вылета ее относительно оси 2 при сварке трубы требуемого диаметра. Пиноли 4 и винтовым механизмом 21, получающим вращение от двигателя 18 через редуктор 19 и коническое колесо 20, . также выставляются на требуемый мер, обеспечивающий свободное перемещение устройства внутри трубы на опорных роликах 26, получающих вращение от двигателя 22 через редуктор 23 и цепную передачу 25. При достижении устройством зоны сварки пневмодатчики положения горелки выдают команду на оста,новку двигателя 22 механизма разжима в трубе, при этом включается двигатель 18 и ПИНОЛИ 6, преодолевая сопротивление пружин роликов 7, упираются в стенку трубы, тем самым фик::ируя положение устройства. Одно времендо с этим включается система слежения и посредством привода 29 выводит горелку 27.на стык свариваемых труб. . После этого подается команда на начало сварки, затем отключается привод 11 механизма вращения и ролики начинают вращать трубу вместе с зафиксированным механизмом разжима, при этом вращение получает и сельсин-датчик 13 и имеющий с ним электрическую связь сельсин-приемник 15j который передает вращение через коробку скоростей 14 выходной шестерне Г6, которая, обкатываясь по неподвижному относительно корпуса 3 зубJaTOMy колесу 17, поворачивает сварочную головку со скоростью вращения трубы, но уже в противоположную сторону, тем самым удерживая сварочную головку постоянно в вертикальном положении (сварка в нижнем положении) . После проведения сварки пиноли механизма центрирования отводятся ц устройство выводится из трубы или перемещается по ней к зоне сварки следующего-стыка. Затем процесс повт торяется в той же последовательности. Экономический эффект предлагаемоГО устройства по сравнению с прототипом достигается за счет применения высокопроизводительной автоматической сварки в поворотном положении внутренних кольцевых швов при предварительном укрупнении трубных конструкций . //
// 9
.J /
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ | 1972 |
|
SU326032A1 |
| Устройство для внутренней сварки кольцевых швов | 1977 |
|
SU735389A1 |
| Установка для сварки внутренних кольцевых швов цилиндрических изделий | 1983 |
|
SU1097472A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Устройство для автоматической сварки | 1978 |
|
SU715263A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для сварки внутреннихшВОВ ТРубНыХ КОНСТРуКций | 1978 |
|
SU795827A1 |
| Устройство для автоматической сварки угловых швов | 1977 |
|
SU733937A1 |

1. УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ВНУТРЕННИХ КОЛЬЦЕВЫХ ШВОВ, содержащее механизм продоль . ного перемещения с опорными ролика1Ш, механизм разжима с упорами и закрепленную на нем сварочную головку(,с приводом ее вращения, снабженным шестерней, кинематически связанной с неподвижным зубчатым колесом, закрепленньш на корпусе механизма разжима, о т ли ч ающеес я тем, что, с целью повышения качества сварки за счет проведения процесса в определенном, заранее заданном пространственном положении ,устройство снабжено механизмом вращения свариваемого изделия, состоящим из роликов и привода их вращения электрически связанного с приводом вращения сварочной головки, при этом сварочная головка и ролики установлены с возможностью их взаимного вращения в противоположных направлениях с одинаковыгли скоростями. 2.Устройство по п. 1, о т л и чающееся тем, что электрическая связь между приводами враще- . ния.; роликов И сварочЕюй головки выCS полнена в виде системы сельсин(О датчик - сельсин-приемник . 3.Устройство по п. 1, о тл и чающееся тем, что сварочная головка снабжена автономной системой слежения за стыком, вклюЧсшзщей в себя пневмодатчики. 4.Устройство по п. 1, отличающееся тем, что , с целью расширения диапазона свариваемых стыков, упоры и опорные ролики мео го ханизма разжима и механизма продольного перемещения соответственно установлены с возможностью радиально(Х го перемещения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
