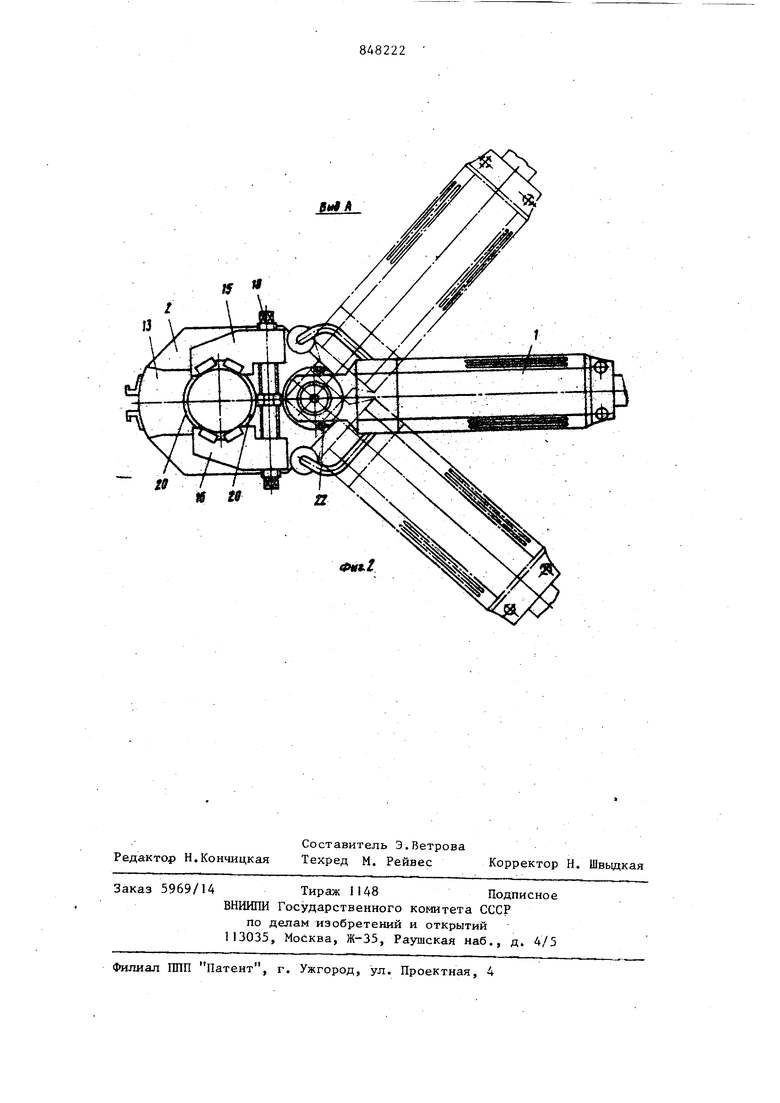
. . -Г Изобретение относится к сварке, иреимущественно к устройствам для сва рки неповоротных стыков труб нештавящимся электродом в среде защитных газов и может быть использовано в машиностроении, судостроении, химическо и других отрасля: промышленности.. Известны автоматы для сварки трубо проводов в монтажных условиях, содержащие С-образный корпус, сварочную горелку, закрепленную на вращающейся вокруг свариваемого стыка планшайбе, механизм вращения планшайбы и механизм автомата на трубопроводе D. Однако расположение зева С-образного корпуса в этих автоматах ограничивает применение их в стеснённых условиях, возможность доступа к стыка трубопроводов у которых различна. Наиболее близким к предлагаемому является автомат для сварки неповорот ных стыков труб, содержащий С-образный корпус с планшайбой, на которой установлена сварочная горелка, связанную с ним с возможностыо фиксированного поворота рукоятку с размещенными в ней приводом вращения планшайбы и приводом ее ручного перемеще- ния и механизм закрепления автомата на трубе Однако этот автомат обладает недостаточно высокой производительностью из-за того, что установка зева С-образного корпуса в необходимое положение по отношению к рукоятке в зависимости от условий монтажа и возможности доступа к стыкам трубопроводов требует сравнительно много времени, а также дополнительного инструмента. Цель изобретения - увеличение производительности за счет сокращения затрат времеш на установку автомата на трубопроводе. Поставленная цель достигается тем, что в автомате для сварки неповоротных стыков труб, содержащем С-рбразный корпус с Ш1а1шайбой,на которой установлена сварочная горелка, связанную 38 с ним с возможностью фиксированного поворота рукоятку с размещенными в .ней приводом вращения планшайбы и при водом ее ручного прокручивания и механизм , закрепления автомата на трубе, рукоятка и корпус смонтированы на общей оси, кинематически связанной с пр водом вращения планшайбы и приводом ее ручного прокручивания. Установка корпуса и рукоятки на од ной оси позволяет быстро в зависимост от условий монтажа и возможности доступа к стыкам трубопроводов установить корпус по отношению к рукоятке в положение, что повышает производительность автомата. .На фиг. .1 показан автомат для свар ки неповоротнь1х стыков труб, общий вид; на фиг. 2 - вид А на фиг. 1 Автомат для сварки неповоротных стыков труб содержит рукоятку I и кор пус 2. В рукоятку 1 встроен злектродвигатель 3 и редуктор 4, приводная шестерня 5 которого входит в зацепление с зубчатым -венцом разъемной планшайбы 6. На оси 7 редуктора 4 посажен маховичок 8 для ручного прокручивания горелки 9 вокруг свариваемого стыка. Бинтовая пружина 10 закреплена одним к коническому зубчатому колесу 11, установленному с возможностью вра щения на оси 7. Свободнь1й конец пружи ны 10 примыкает к крышке 12. Корпус 2 выполнен разъемным и имеет зев (не обозначен) для установки автомата на трубу. В зеве расположен вставной сектор 13. В корпусе 2 смонтирована разъемная планшайба 6, имеющая зев и вставной сектор (на чертеже не показаны) , аналогичнь:е зеву и сектору 13 корпуса 2. Планшайба 6 несет на себе сварочную горелку 9 и механизм 14 закрепления автомата на тру бопроводе, состоящий из кулачков 15 и 1б установленных на направляющей 17,выполненной на корпусе 2. Для привода кулачков 15 и 16 служит винт 18,кинематически связанный с левой и правой резьббйв кулачках 15 и 16. Ккор пусу 2, крышке 19, установленной на нем, и вставному сектору 13 закрепленысменн вкладьш1И 20, служащие для предотвращени утечки инертного газа из корпуса 2 при сварке труб различных диаметров. Рукоятка 1 и корпус 2 соединены с помощью крышки 21, которая закрепл на к корпусу 2 винтами 22, а к редук тору 4 - гайкой 23 с зазором а для возможности повотора Koiniyca J. и рукоятки 1 относительно друг друга. Корпус 2 может быть выполнен разного размера для сварки кал:дого диапазона свариваемых труб, что расширяет зксплуатационные возможности автомата. Корпус 2 и рукоятка 1 автомата смонтированы на одной оси 7, проходящей через крышку 21, при зтом один конец оси 7 установлен с возможностью вращения в крышке 12 редуктора 4, а второй конец - .во втулке 24 корпуса 2. Для фиксации корпуса 2 автомата относительно рукоятки 1 предназначен винт 25, установленный в кронштейне 26, который закреплен к рукоятке I автомата. Предлагаемый автомат работает следующим образом. В зависимости от условий монтажа и возможности доступа к стыкам трубопроводов, корпус 2 с вставным сектором 13 или рукоятку 1 поворачивают в необходимое положение относительно друг другаи 8 таком положении фиксируют винтом 25. При этом планшайба 6 останавливается в положении, не позволяющем произвести разъем корпуса 2. Поэтому маховичок 8 вращают вручную в таком направлении, что трение мeжпv осью 7 и спиральной пружиной 10 раскручивает Пружину, рассоединяя кони-г ческое зубчатое колесо 11 редуктора 4 от оси 7, тем самым обеспечивая вращение планшайбы 6 через приводную шестерню 5 до совпадения зева планШайбы 6 с зевом корпуса 2 . Затем из зева корпуса 2 выполняют вставной сектор 12 и устанавливают автомат На трубопроводе с таким расчетом,чтобы электрод сварочной горелки 9 находился в плоскости стыка свариваемых труб, после чего вращением винта 18 закрепляют автомат кулачками 15 и 16. В зев корпуса 2 вставляют сектор 13, и вращением маховичка 8 ручного прокручивания горелки 9 вокруг свариваемой трубы проверяют правильность установки электрода на стык. Вютючают электродвигатель 3, который передает вращение зубчатому колесу 11, при этом пружина 10 накручивается плотно на ось 7, заставляя ее вращаться. Таким образом, передается крутящий момент на приводную шестерню 5, а от нее - планшайбе 6 с установленной на ней сварочной горолкой 9. Подвод глпания к горелке 9 осущсстр ляст(::я с- пом.щью щеточного устройства (на чертеже не показано). По окончании сварки автомат снимается с трубопровода. Предлагаемая конструкция улучшает эксплуатационные возможности автомата для сварки неповоротных стыков труб, особенно при сварке труб в стесненных, условиях, например на судне, повышается производительность за счет. сокращения затрат времени на установку автомата на трубе.
Формула изобретения
Автомат для сварки неповоротных стыков труб, содержащий С-образный корпус с планшайбой, на которой установлена сварочная горелка, связан8Д
Источники информации,
принятые во внимание при зкспертизе
1.Авторское свидетельство СССР № 300283, кл. В 23 К 37/02, 1969.
2.Авторское свидетельство СССР № 349544, кл. В 23 К 31/06, 1970. 26 ную с ним с возможностью фиксированного поворота рукоятку с размещенными в ней приводом вора:ения планшайбы и приводом ее ручного прокручивания и механизмзакрепления автомата на труб& отличающийся тем, что, с целью повьш1ения производительности за счет сокращения времени установки автомата на трубе, рукоятка и корпус смонтированы .на общей оси, кинематически связанной с приводом вращения планшайбы и приводом ее ручного прокручивания.


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Автомат для сварки неповоротных стыков труб | 1978 |
|
SU742084A1 |
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| Устройство для сварки неповоротных стыков труб | 1976 |
|
SU648365A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU1018832A1 |
| Автомат для сварки неповоротных стыков труб | 1984 |
|
SU1227391A2 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU770701A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
t flf 17 Л 7 If в « Jy w Л Я ictt It
