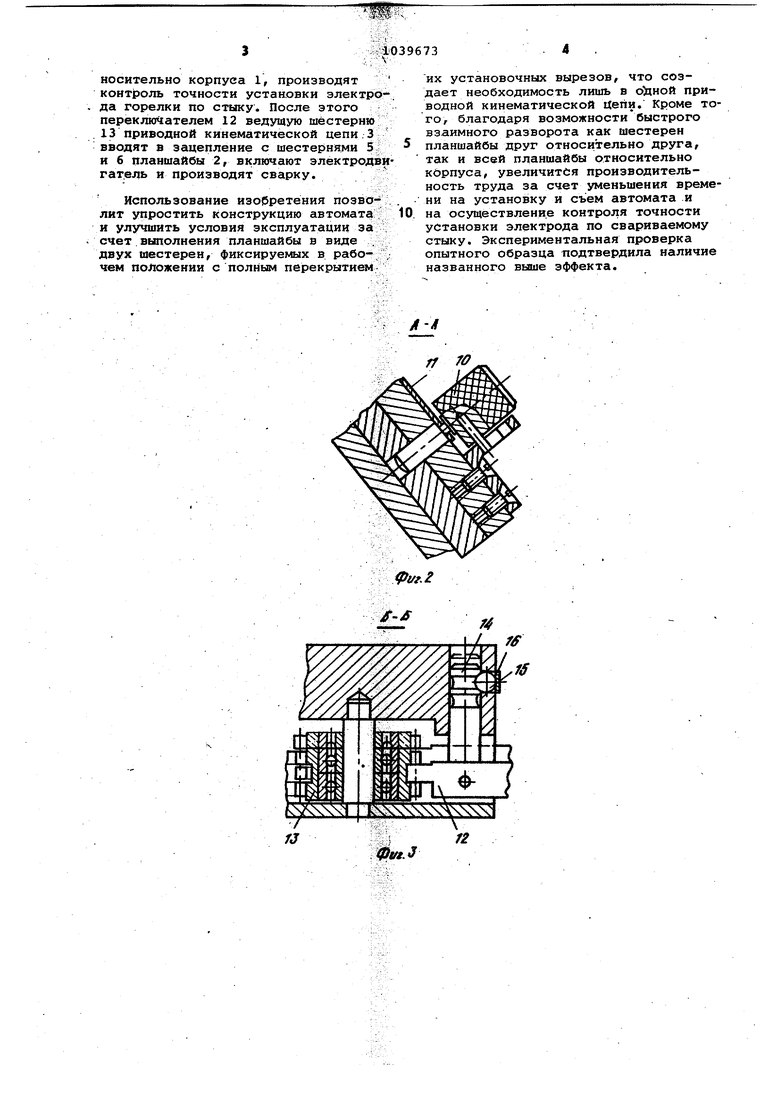
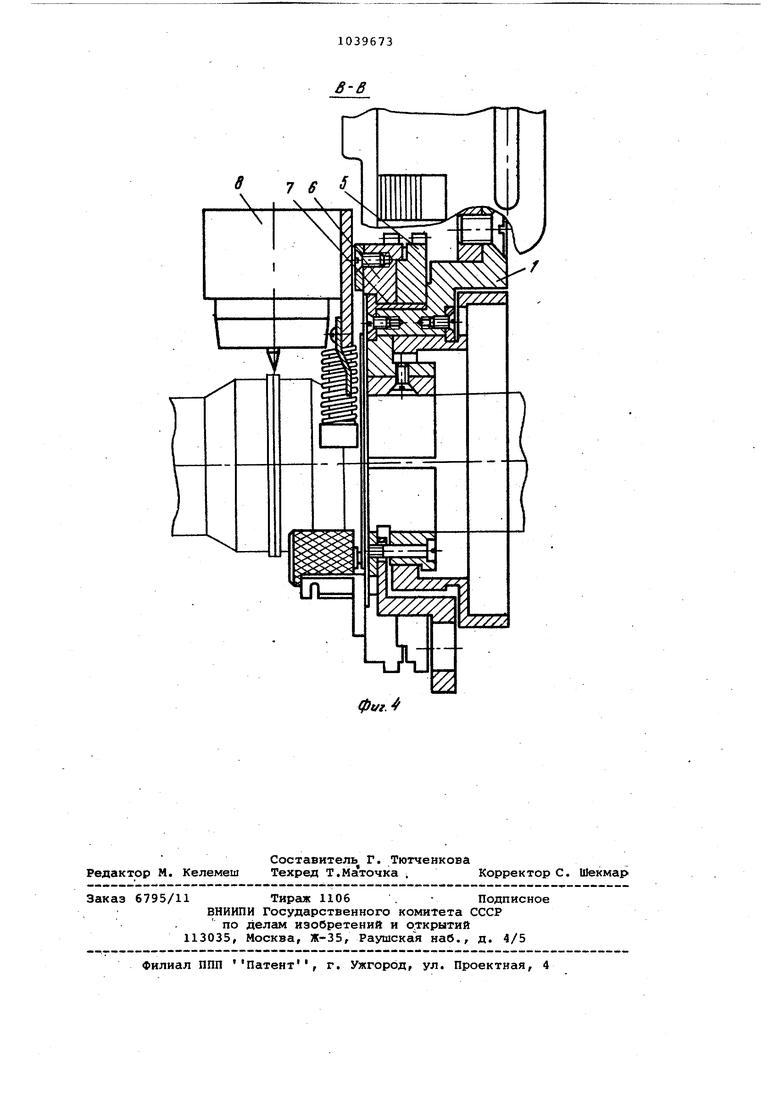
Изобретение относится к устройствам для сварки кольцевых швов неповоротных стыков трубопроводов дуговой сваркой неплавящимся электродом, используемым преимущественно в труднодоступных местах. Известен автомат для сварки кольцевых швов йеповоротных стыков трубопроводов , содержащий выполненный с установочным вырезом корпус, на кото ром смонтирована планшайба,выполненная также с установочным вырезом и н сущая сварочную головку, фиксирующие вкладыши, охватывающие свариваемую трубу и размещенные внутри корпуса, а также приспособление для закрепления автомата на трубе. Последнее выполнено в виде смонтированной в корпусе поворотной втулки, охватывающей фиксирующие вкладыши, причем внутрен няя поверхность втулки выполнена эксцентричной относительно внешней поверхности и оси поворотной втулки Cl В данном устройстве для обеспечения непрерывного вращения планшайбы в рабочем режиме необходимо две параллельные приводные кинематические цепи, которые перекрывают прохождение установочного выреза. Это приводит к усложнению конструкции и ухудшению условий эксплуатации из-з суммарных ошибок изготовления двух приводных кинематических цепей, которые влияют на плавность рабочего хода. Кроме того, при совмещении установочных вырезов корпуса и план шайбы для установки (и съема) авто- мата на трубу, а также при контроли ровании точности установки электрод горелки по стыку, необходимо вращать планшайбу при помощи двигателя, что снижает производительность труда. Цель изобретения - упрощение кон струкции, улучшение условий эксплуатации и повышение производительности труда. Цель достигается тем, что автомат для сварки кольцевых швов неповоротных стыков снабжен механизмом отключения приводной кинематической цепи, встроенным в корпусе, Лланшайба выполнена в виде двух приводных шестерен, установленных одна на другой на общей оси, причем торцы шестерен снабжены отверстиями дли фиксации их относительно друг друга а механизм отключения приводной кинематической цепи выполнен в виде плоского переключателя, один конец которого установлен в кольцевой проточке ведущей шестерни приводной кинематической цепи, а другой смонтирован на подвижной оси, установленно с возможностью ее фиксации подпружиненньм шариковым фиксатором. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 фиксатор шестерен планшайбы (разрез А-А на фиг. 1); на фиг. 3 - механизм . отключения приводной кинематической цепи (разрез Б-Б на фиг. 1); на фиг. 4 - корпус с планшайбой (разрез В-В на фиг. 1). Автомат для сварки кольцевых швов неповоротных стыков трубопроводов включет корпус 1 с размещенными в нем планшайбой 2 и приводной кинематической цепью 3 с электромотором, встроенным в ручке 4 корпуса 1. Планшайба 2 выполнена в виде двух шестерен 5 и 6 которые смонтированы одна на другой и одновременно на общей оси 7 в корпусе 1, имея таким образом возможность как независимого друг от друга так и совместного вращения. Корпус 1 и шестерни 5 и 6 планшайбы 2 выполнены с установочными вырезами для установки (съема) автомата на трубе. Шестерня б планшайбы 2 несет на себе сварочную го- : ловку 8 и фиксатор 9 для совместного вращения шестерен 5 и б. Фиксатор 9 выполнен в виде располоя нного в отверстиях на торцах шестерен 5 и 6 цилиндрического стержня 10, подпружиненного плоской пружиной 11. Причем отверстия под фиксирующий штифт 10 размещены на торцах шестерен 5 и б таким образом, что рабочее положение фиксатора 9 соответ,ствует полному перекрытию устано вочных вырезов шестерен 5 и 6. Для осуществления свободнрго вращения шестерен 5 и 6 в Kopnice 1 встроен механизм отключения приводной кине- . матической цепи 3, который выполнен в виде плоского переключателя 12, расположенного одним концом в кольцевой проточке, посаженной на оси с возможностью скольжения ведущей шестерни 13, а другим - на подвижной оси 14J фиксируемой в различных положениях шариковым затвором 15, подпружиненным плоской пружиной 16. Устройство работает следующим образом. При помощи переключателя 12 выводят ведущую шестерню 13 из зацепления с шестернями 5 и б пладшайбы 2. Затем освобождают шестерни 5 и 6 от взаимйой фиксации, выдвинув подпружиненный штифт 10 фиксатора 9, разворачивают шестерни 5 и 6 друг относительно друга и одновременно относительно корпуса 1 до совмещения их установочных вырезов. Далее закрепляют автомат на трубе, у места сварки, разворачивают шестерни 5 и 6 друг-относительно друга до срабатывания фиксатора 9, осуществляя таким образом полное перекрытие установочН1& вырезов шестёрен 5и б. Эатем, BpautaH вновь зафиксированные шее-. , jepHH 5 и 6 планшайбы 2 относительно корпуса 1, производят контроль точности установки электро-, да горелки по стыку. После этого переключателем 12 ведущую шестерню 13 приводной кинематической цепи 3 вводят в зацепление с шестернями 5 и 6 планшайбы 2, включают электродвигатель и производят сварку.
Использование изобретения позволит упростить конструкцию автомата и улучшить условия эксплуатации за счет выполнения планшайбы г виде . двух шестерен, фиксируемых в рабо- , чем положении с полным перекрытием
их установочных вырезов, что создает необходимость лишь в приводной кинематической Цепи. Кроме того, благодаря возможности быстрого взаимного разворота как шестерен планшайбы друг относительно друга, так и всей планшайбы относительно корпуса, увеличится производительность труда за счет уменьшения времени на установку и съем автомата и на осуществление контроля точности установки электрода по свариваемому стыку. Экспериментальная проверка опытного образца подтвердила наличие названного выше эффекта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротных стыков труб | 1967 |
|
SU254690A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Устройство для сварки кольцевых швов неповоротных стыков труб | 1984 |
|
SU1225157A1 |
| Устройство для сварки неповоротных стыков труб | 1987 |
|
SU1505728A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1966 |
|
SU223231A1 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1618558A1 |
| Установка для сварки сильфонов | 1977 |
|
SU713081A1 |
1. АВТОМАТ ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ НЕПОВОРОТНЫХ СТЫКОВ ТРУБйПРОВОДОВ, содержащий корпус, на котором смонтирована планшайба с фиксатором и приводной кинематической цепью,о т ли ч а ющи и с я тем, что, с целью упрощения автомата и повышения производительности путем уменьшения времени на установку и . съем, автомат снабжен механизмом отключения приводной кинематической цепи, встроенным в корпусе, а план- , шайба выполнена в виде двух приводных шестерен, установленных одна на другой на общей оси, причем торцы шестерен снабжены отверстиями для фиксации их относительно друг друга. 2. Автомат по п. 1, отличающий с я тем, что,механизм отключения приводной кинематической цепи выполнен в виде плоского переключателя, один конец которого установлен в кольцевой проточке ведущей шестерни приводной кинематической цепи, а другой смонтирован на подвижной ocrf, установленной с возможностью ее фик-§ сации подщружиненным шариковым фик(О сатором. . о DO СО э:) ч| DO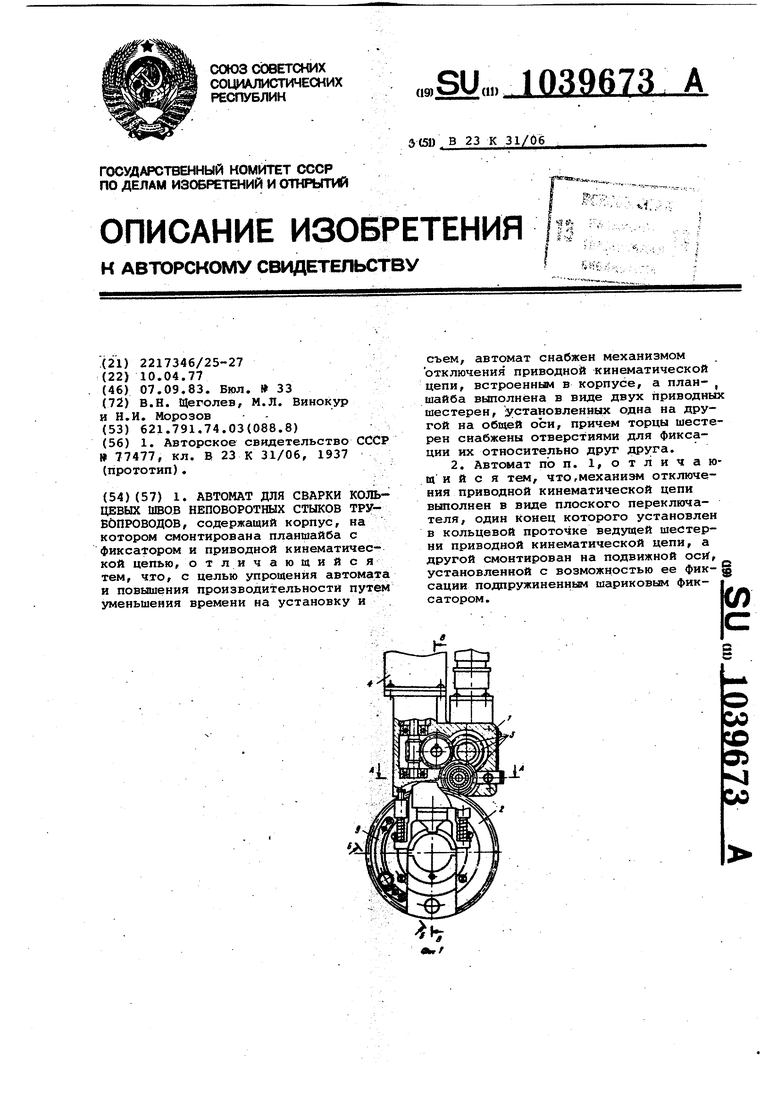
Г2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ передачи посредством частотно-модулированных колебаний | 1937 |
|
SU77477A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
