Изобретение относится к швейным машинам, в частности к механизмам автоматической подачи швейных изделий с программным управлением.
Известны устройства для обработки швейных изделий по заданному контуру, состояш,ие из механизма линейного перемеш,ения и дифференциального механизма углового перемещения кассеты, укрепленной на вертикальном валу.
Цель изобретения - уменьшить углы давления плоского кулачкового механизма при обработке сложного симметричного профиля с резким изменением направления строчки. Достигается это тем, что в предложенном устройстве кулачок механизма линейных перемещений кассеты воспроизводит лишь участок контура изделия. Обработка всего контура осуществляется за несколько оборотов кулачка при одном обороте кассеты с изделием, при этом число оборотов кулачка равно удвоенному числу осей симметрии, которые имеют -воспроизводимый контур.
На фиг. 1 показано устройство, обший вид; на фиг. 2 - контур воспроизводимой строчки.
Устройство состоит из механизмов линейного и углового перемещения кассеты. Механизм линейного перемещения кассеты -соединен с распределительным валом 1, на котором жестко сидит шестерня 2, входящая в
зацепление с колесом 3 сидящим на валу 4. На Правом конце вала 4 закреплена коническая шестерня 5, имеющая зубья на половине конуса, которая входит в зацепление с
шестернями 6 или 7, сидящими жестко на валу 8.
На валу 8 закреплен кулачок 9, взаимодействующий с роликом 10 ползуна 11. Силовое замыкание ролика 10 с кулачком 9 осуществляется посредством 12. Через втулку 13 ползуна проходит вертикальный вал 14, несущий кассету 15 с изделием. Кассета получает линейное перемещение от кулачка 9 посредством пары шестерен 6 и 7, нопеременное зацепление которых с шестерней 5 обеспечивает кулачку возвратно-вращательное движение.
Механизм углового перемещения кассеты также соединен с распределительным валом,
несущим шестерни 16 и 17. Шестерня 17 входит в зацепление с шестерней 18, свободно сидящей на валу 19. Шестерня 18 несет на себе коническую шестерню 20 дифференциала, состоящего из конических шестерен 20, 21 и
22. Шестерня 21 свободно сидит на оси 23, которая жестко закреплена на валу 19. На левом конце вала 19 сидит зубчатое колесо 24, входящее в зацепление с рейкой 25, которая является толкателем кулачкового мехапод действием пружины 27 взаимодействует с кулачком 28, закрепленным на валу 29, несущей шестерню 30, которое входит в зацепление с шестерней 16.
Такая конструкция механизма позволяет осуществлять сложение двух движений на выходной шестерне 22 дифференциала, свободно сидящей на валу 19. Вращение с постоянной угловой скоростью шестерня 22 получает через шестерни 17, 18, 20 и 21, а с переменной нри обегании шестерни 21 вокруг шестерни 20, от кулачка 28 через шестерни 16, 30, рейку 25 и колесо 24.
На ступицу шестерни 22 посажено цилипдрическое колесо 31, входяшее в зацепление с зубчатым колесом 32. Колесо 32 жестки укреплено «а валу 33, выполненном в виде удлиненной .цилиндрической шестерни, которая необходима для осушествления постоянного зацепления последней с колесом 34 при перемещении ее вместе с нолзуном // механизма линейных перемещений кассеты.
Колесо 34 вращается в подшипниках 35, установленных на нижней плоскости ползуна 11. Зубчатое колесо 34 несет на себе коническую шестерню 36, входящую в заценлеиие с шестерней 37. Последняя осуществляет поворот кассеты, которая крепится к валу 14, свободно вращающемся во втулке 13.
Переменное вращение кассете сообщается с целью получения постоянного шага строчки как на прямолинейных, так и криволинейных участках обрабатываемых деталях.
Перед включением машины обрабатываемая деталь укладывается в кассету 15. Если кассета многопозиционная, загрузка позиции может осуществляться на ходу. После включения машины распределительный вал передает движение механизмам линейных и угловых перемещений кассеты.
Процесс выполнения строчки, например, по контуру детской панамы (см. фиг. 2) осуществляется таким образом, что при обходе первой половины контура СДЕР вокруг неподвижной оси иглы кулачок 9 совершает полный оборот. При обходе второй половины контура FGHC кулачок 9 делает еще один полный оборот, но уже в противоположном
направлении. Таким образом, за время одного оборота кассеты кулачок 9 совершает, два оборога. Иными словами, число оборотов кулачка 9 равно числу оборотов кассеты, умноженными на величину, равную числу симметричных участков обрабатываемого контура.
С целью получения постоянной длины стежка кассета в течение одного оборота совершает неравномерное вращение, которое обеспечиваегся дифференциальным механизмом, суммирующим два движения: равномерное - через шестерни 17, 18, 20, 21 от распределительного вала 1 и неравномерное - от кулачка 28, получающего вращение от распределительното вала через шестерни 16 и 30, кулачок 28, рейку 25, колесо 24, вал 19, шестерню 21. Суммарное движение с шестерни 22, через колеса 31-34 и 36, 37, вал 14 передается кассете 15, которая одновременно получает
и линейное перемещение через ползун 11, кулачок 9, вал 8, шестерни 6 м 5 или 7 и 5, вал 4, зубчатое колесо 3 и шестерню 2 от распределительного вала 1.
При переходе на обработку нанамы другого размера требуется за.менить лишь кулачок 9.
Предмет изобретения
Устройство для обработки деталей щвейных изделий ло заданному контуру, состоящее из механизма линейного перемещения и дифференциального механизма углового перемещения кассеты, укреплегшой на вертикальном валу, отличающеес.ч тем, что, с целью уменьшения углов давления плоского кулачкового механизма лри обработке сложного симметричного профиля с резким изменением направления строчки, кулачок мехапизма линейных перемещений кассеты укреплен на валу, изменяющем направление своего вращения после обработки каждого симметричного участка воспроизводимого контура посредсгвом конической щестерни, имеющей
зубья на половине конуса и получающей движение от распределительного вала машины, кинематически связанного с механизмом углового перемещения кассеты.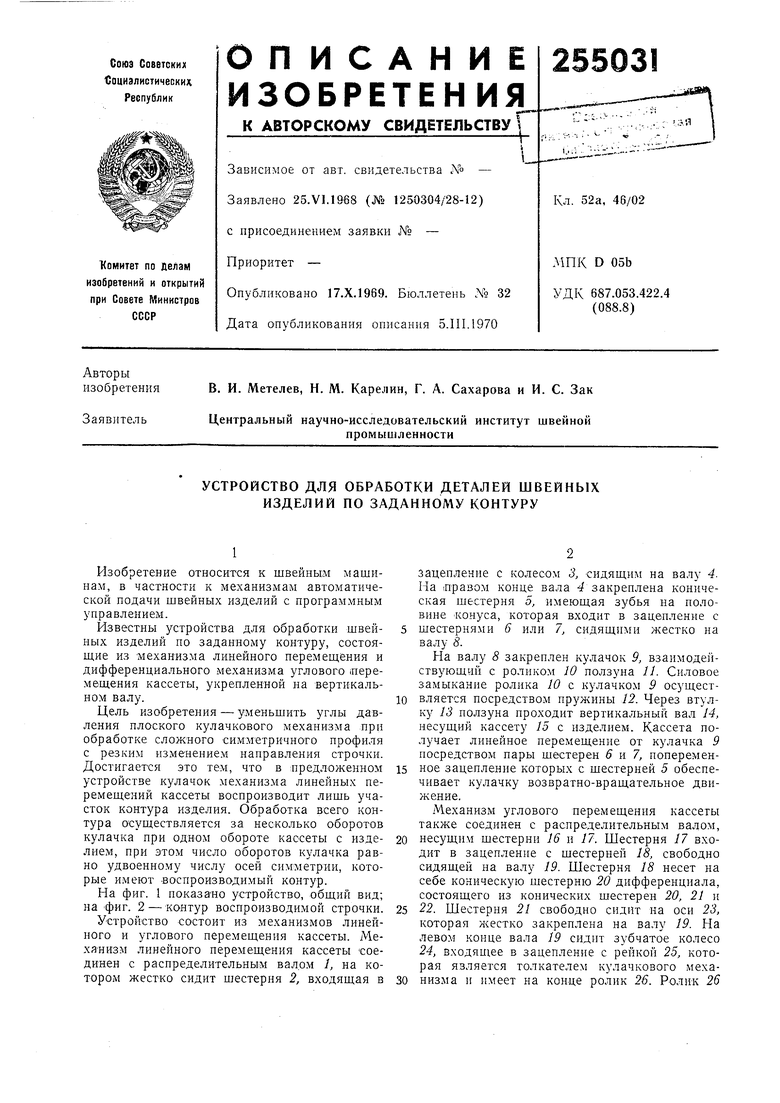

| название | год | авторы | номер документа |
|---|---|---|---|
| КОРОТКОШОВНЫЙ ШВЕЙНЫЙ ПОЛУАВТОМАТ ДЛЯ ВЫПОЛНЕНИЯ ДЕКОРАТИВНЫХ СТРОЧЕК | 1971 |
|
SU297728A1 |
| Полуавтомат для стачивания деталей по заданному контуру | 1974 |
|
SU506665A1 |
| Полуавтомат для обработки швейных деталей по замкнутому контуру | 1976 |
|
SU621815A1 |
| ПРИСПОСОБЛЕНИЕ К ШВЕЙНОЙ МАШИНЕ ДЛЯ ОБРАЗОВАНИЯ КОЛЕЦ ИЗ ТЕСЬМЫ | 1964 |
|
SU166227A1 |
| ОДНОШПИНДЕЛЬНЫЙ АВТОМАТИЧЕСКИЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК | 1949 |
|
SU91305A1 |
| Полуавтомат для стачивания деталей швейных изделий по заданному контуру | 1976 |
|
SU654711A1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| Устройство для перемещения деталейпО зАдАННОМу КОНТуРу HA шВЕйНОй МАшиНЕ | 1979 |
|
SU846618A1 |
| Швейный полуавтомат для выполнения фигурных и закрепочных строчек | 1986 |
|
SU1326681A1 |
| Устройство для позиционной обработки брусковых деталей | 1980 |
|
SU912494A1 |
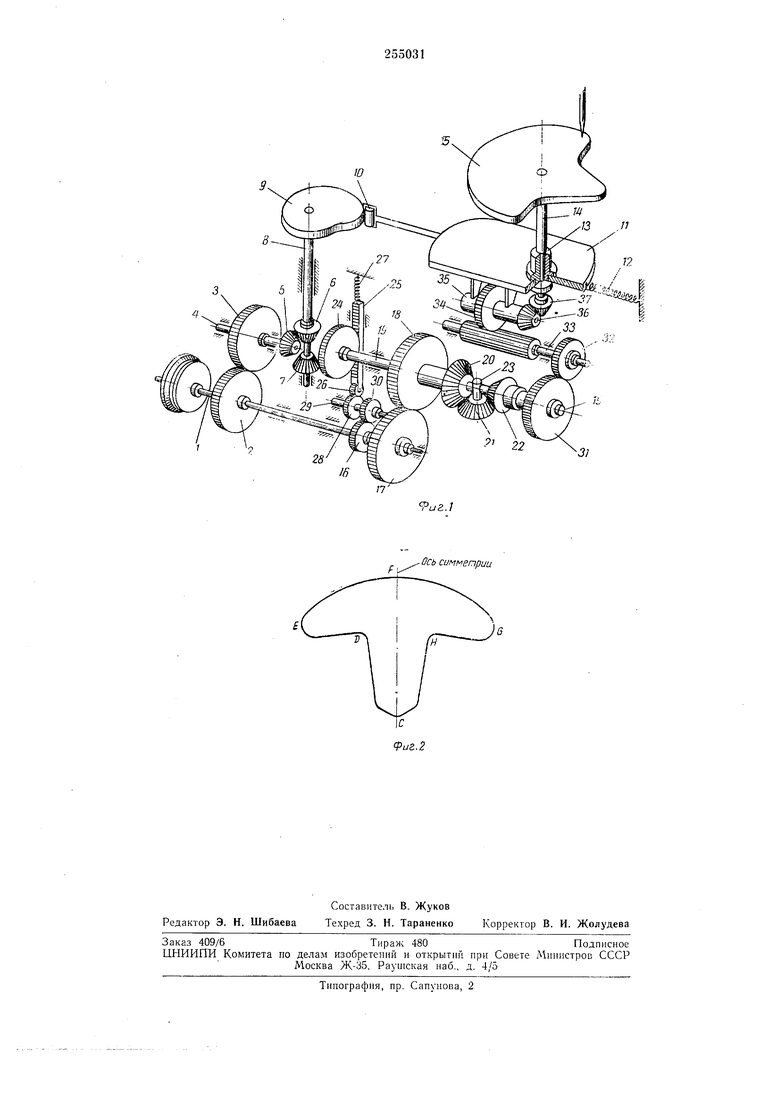
Ось cuMt enpuit
