Изобретение относится к области строительства трубоироводоБ, Б частности к устройствам для сборки и сварки труб.
Известны вращатели для сварки труб, содержащие станину с колонной, на которой консольно укреплены прижимное устройство и роликовый механизм поворота изделия, снабженный приводом.
Однако это не позволяет осуществить точную центрОБку изделия, что снижает качество сварного соединения.
Отличием предложенного вращателя является то, что он снабжен боковыми зажимными рычагами с роликами, щарнирно соединенными со штоками пневмопривода, устаноБленного на станине и выполненного в виде спаренных пневмоцилиндров, также укрепленных на станине. Прижимное устройство выполнено Б виде двух роликовых колодок, содержащих по два центрирующих ролика, шарнирно укрепленных на штоке дополнительного нневмопривода.
Это позволяет повысить качестБо сварного соединения.
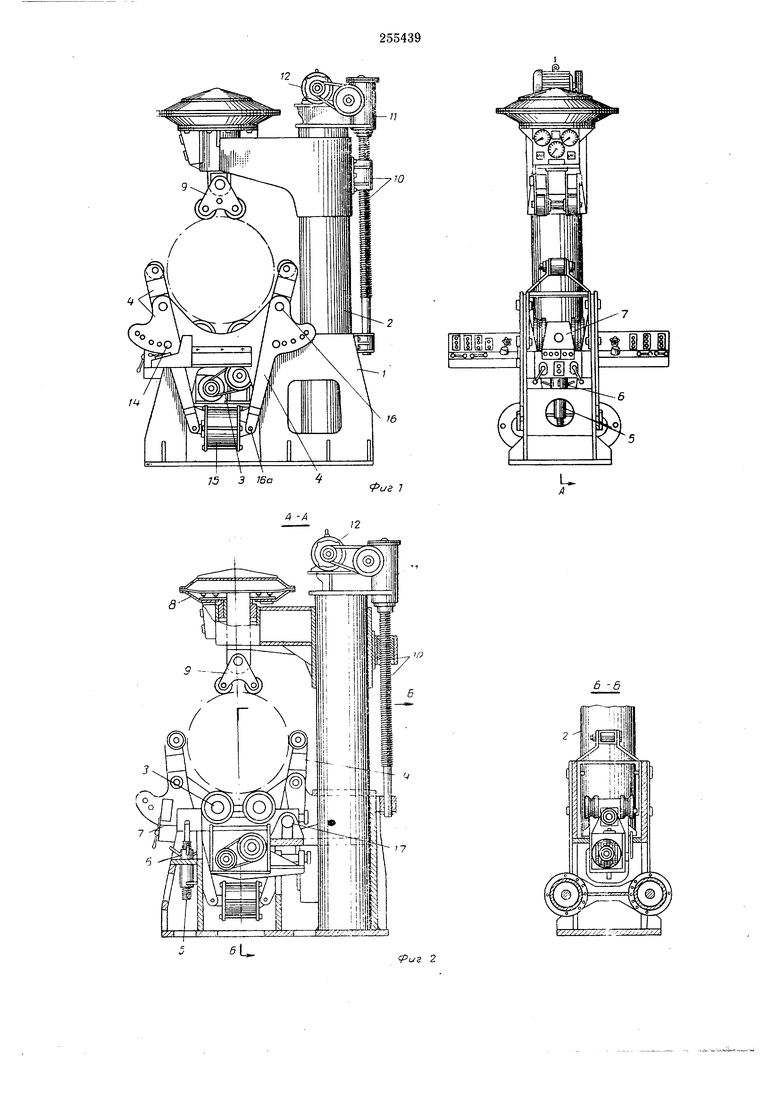
На фиг. 1 изображен вращатель, общий Бид; на фиг. 2 - сечение по А-Л и Б-Б; на фиг. 3 - кинематическая схема вращателя.
На станине 1 закреплены колонна 2 с хоботом, роликовый механизм 3 поворота изделия, боковые зажимные рычаги 4, винтовая
опора 5 со спецгайкой 6 и центральный пульт 7 управления. Пневмопривод 8 с прижимным устройством 9 смонтированы на колонне 2. Перемещение хобота по колонне производится при помощи винтовой пары 10 через червячный редуктор // от электродвигателя 12. Ходовой винт пары 10 соединен с хоботом при помощи кронщтейна с гайкой. Внизу винт закреплен в иодщипниковой опоре.
Прижимное устройство смонтировано при помощи шарнира на щтоке пневмопривода 8. Шарнирное закрепление прижимного устройства позволяет ему самоустанавливаться на теле трубы. Прижимное устройство состоит из двух роликовых колодок, в каждой из которых установлены по два центрирующих ролика. Настройка прижимного устройства на необходимый диаметр труб осуществляется перемещением хобота по колонне 2. Усилие прижима регулируется при помощи регулятора даБления до 17,5 г при давлении воздуха в сети 4-6 кг/см-2.
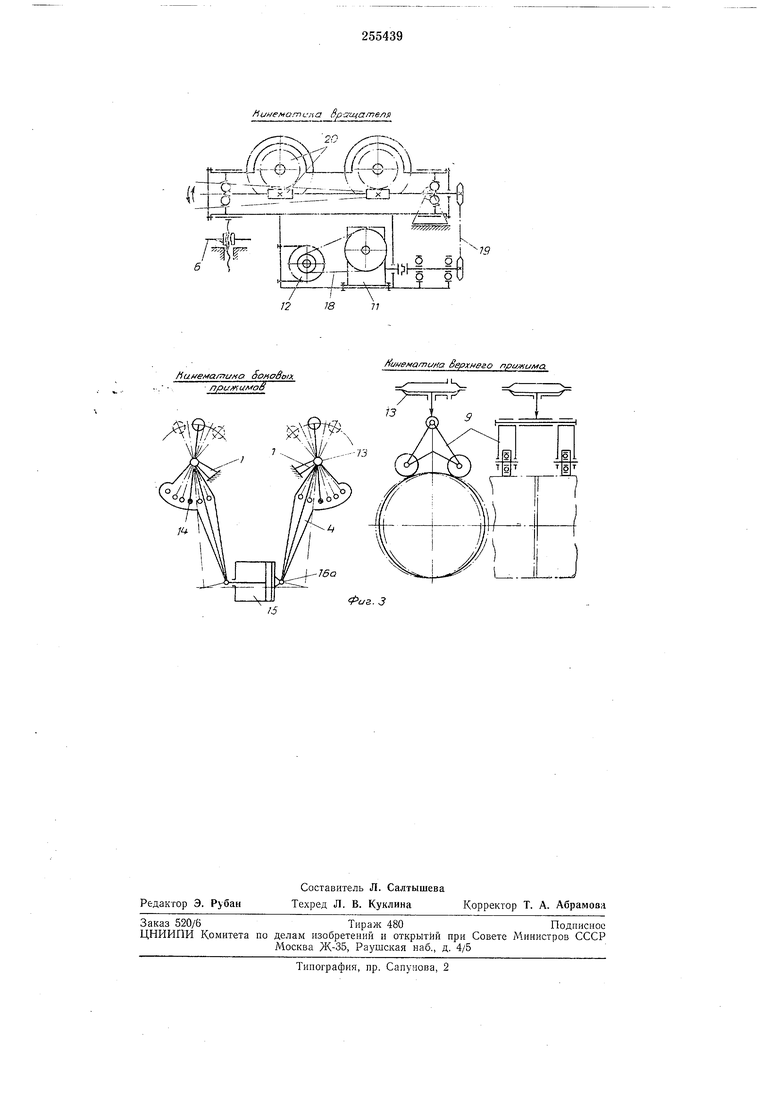
На станине / при помощи пальцев 13 закреплены боковые рычаги 4 с роликами. На необходимый диаметр труб рычаги настраиваются при помощи фиксации пальцев 14 в отверстиях. Боковые рычаги приводятся в действие от пневмопривода 15, который состоит из двух пневмоцилиндров, спаренных между собой при помощи траверсы.
Усилие прижима регулируется при помощи регулятора давления до 17,5 т при давлении воздуха в сети 4-б кгс/слг и достигается за счет соотношения плеч рычагов 4. Боковые прижимы со штоками иневмоцилиндров, связанные в единую пневмомеханическую систему при помош,и шарниров 16 и 16а, имеют надежную самоустановку и самонастройку при обжатии труб диаметром 325-720 мм и выше.
Внутри станины / на шарнирных опорах смонтирован роликовый механизм 3 поворота, предназначенный для врашения и опоры при центровке труб в процессе сварки. Этот механизм имеет два перемепдения иа шарнирах. Первое перемеш,ение осуш,ествляется поперек стыкуемых и свариваемых труб при помощи винтовой опоры 5, закрепленной на спецгайке 6, шарнира 17 корпуса. Это перемещение необходимо для обеспечения одновременного соприкосновения роликов механизма поворота с поверхностями труб при их центровке и калибровке, а таклсе для наладки.
При втором перемещении вдоль трубы происходит изменение угла наклона роликов относительно горизонтали при центровке труб л вращении их. Это перемещение необходимо для более равномерного распределения нагрузок на каждый ролик, лучшего сцепления роликооиор механизма поворота с поверхностью труб и совмещения кромок труб в зоне сварки.
Привод механизма поворота состоит из .электродвигателя постоянного тока, соединенного при помощи клиноремениой передачи 18 с червячным редуктором. Затем через цепную передачу 19 вращение передается двухчервячиой паре 20, расположенной в корпусе механизма поворота.
На приборной панели расположены амперметр и вольтметр для контроля сварки, манометры давления воздуха общей сети, а также таблица тарирования усилий прижимов.
Пульт 7 управления вращателя вмонтирован между стойками в иередней части станины /. Иа пульте расположены реостат для регулирования скорости вращения роликов механизма поворота, кпоиочные станции для
реверсивного управления приводом механизма поворота и краны управления пневмосистем пневмопривода прижимного устройства.
Предмет изобретения
Вращатель для сварки труб, содержащий станину с колонной, на которой консольно укреплены прижимное устройство и роликовый механизм поворота изделия, снабженный нри
водом, отличающийся тем, что, с целью повышения качества сварного соединения, он снабжен боковыми зажимными рычагами с роликами, шарнирно соединенными со штоками пневмопривода, установленного на станине и
выполненного в виде спаренных пневмоци.линдров, также укрепленных на станине, а прижимное устройство выполнено в виде двух роликовых колодок, содержащих по два центрирующих ролика, шарнирно укрепленных
на штоке дополнительного пневмопривода.
Фиг 7
4 -А
6 -6
HuHeNomujta врзщатели
//xi- rc7
teM-ri:: -a,
18Tl
J.if.-riJJ
-75
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАТЕЛЬ ДЛЯ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1971 |
|
SU299324A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Машина для шовной электрической сварки | 1986 |
|
SU1397223A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ ПРЕССОВОЙ СВАРКИ ТРУБ | 2008 |
|
RU2416503C2 |
| Универсальный штоковый вращатель трубного узла | 2021 |
|
RU2779655C1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| УСТРОЙСТВО для СБОРКИ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ?^С?СОЮЗНАЯ jnAlEfilHO-TEXiiii'iEitiAlf Бчвл:-<о~гцд I | 1973 |
|
SU380417A1 |
| Устройство для изготовления сварных шнеков | 1975 |
|
SU599942A1 |
Ни ематимо ёомовои.
npu/f uMoo
/ инематина: Верхнего при/кима.
