1
Изобретение относится к устройствам для сборки тонкостенных трубчатых детален, преимущественно под сварку продольных швов.
Известно устройство для сборки труб, содержащее основание, внутреннюю оправку и наружное зажимное устройство, выполненное в виде трех приводимых от одиого привода зажимных колодок, две из которых жестко закреплены на концах поворотных рычагов, кинематически связанных с приводо.м иоступательпого перемещения, взаимодействующим своим штоком с центральной зажимной колодкой, установленной с возможностью церемеи1,ения по направляющим.
В предлагаемом устройстве с целью повышения качества сборки за счет последовательного взаимодействия колодок с деталью упирающийся в центральную колодку п:ток привода снабжер подвижными наконечнико.м и стаканом с установленной внутри стакана между его дном и наконечником пружиной, обеспечивающей первонача„аьное прижатие детали к оправке центральной колодкой.
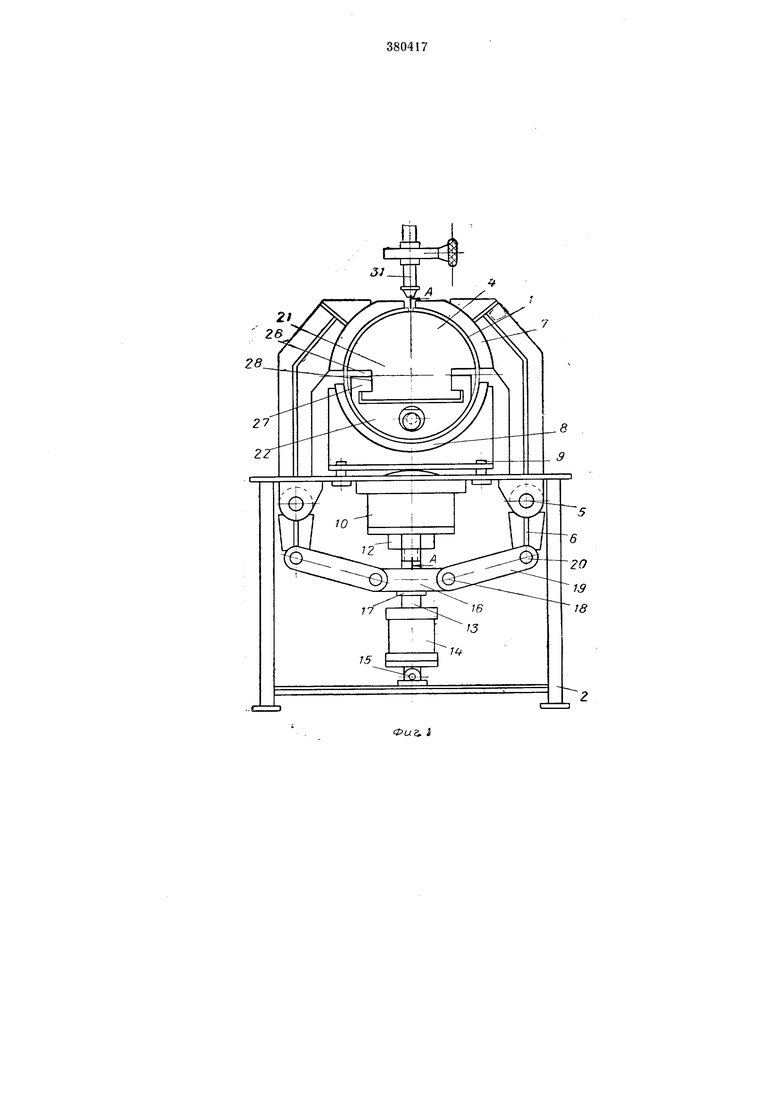
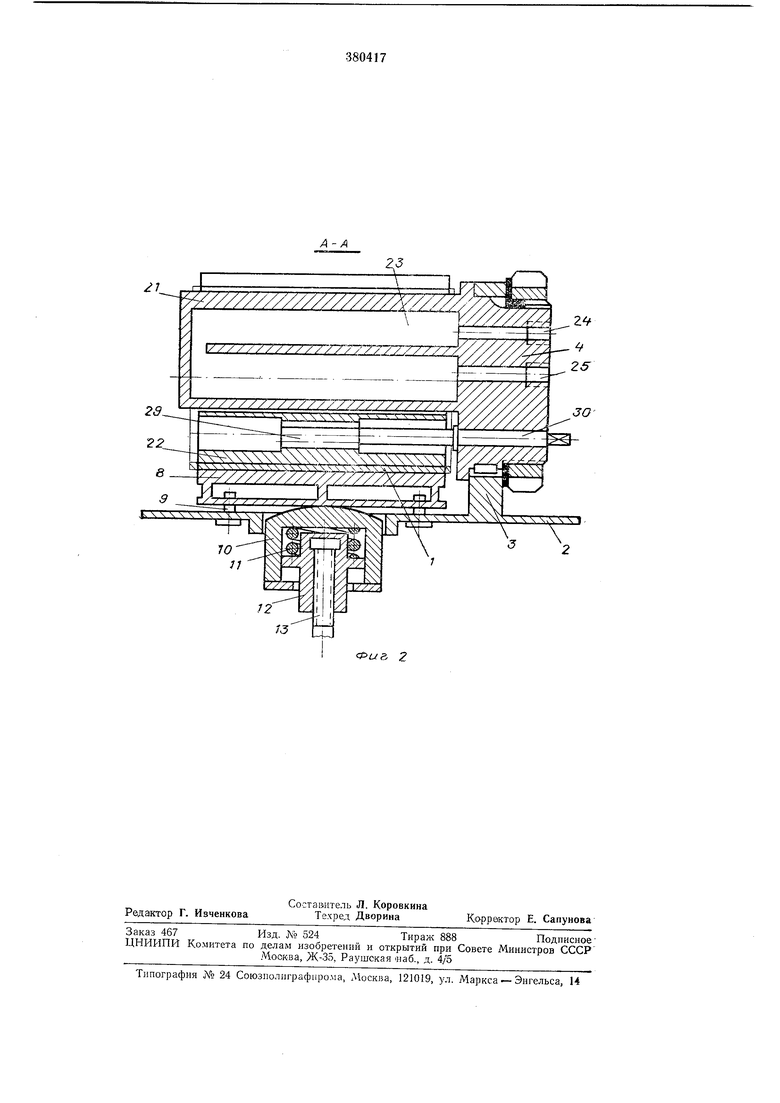
На фиг. 1 изображено нредлагаемое устройство, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
Устройство предназначено для сборки под сварку продольного стыка изделия 1 и состоит на основании в виде рамы 2, на которой в
кронштейне 3 жестко закреплена внутренняя оправка 4.
К вер.хней нли1-е рамы 2 с помощью щарниров 5 крепятся два двуплечих рычага 6, па верхних конпах которых жестко закреплены боковые колодки 7.
Нижняя центральная колодка 8 своим основапием свободно надета на направ.тяющие скалки Я жестко с.мопгнрованные на верхней плите рамы 2, и опирается на сферическую верхнюю часть стакана Ю.
Стакан 10 вместо со вставленной в пружиной II сжатия надет на наконечник 12, навинченный на резьбовой конец нпока 13
пневмоцилиндра 14, нижняя крышка которого с иомощью шарнира 15 закреплена на раме 2. На шток пневмоцилпидра жестко насажена крестовнна 16 до упора в бурт 17 штока. С кресговиной с помощью шарниров 18 соединены одноплечпе рычагп 19, другие концы которых шарнирами 20 связаны с нижними концами рычагов 6.
Оправка 4 состоит из верхней части 21, неподвижно закренленной на крошитейне 3, и
нижней части 22. Верхняя часть 21 имеет полость 23, в которую через отверстие 24 подается вода для охлаждеиия, удаляемая через отверстие 25. На боковых поверхностях части 21 имеются продольные пазы 26, в которые входят продольные выступы 27 нижней
части оправки. Ширина пазов 26 несколько больше ширины выступов 27, что позволяет нижней онравки неремеш,аться в вертикальном радпалыюм направлении относительно верхней ее части. Центрироваиие нижней части относительно верхней части оправки осуществляется за счет стенок 28. В нижней части 22 имеется овальное отверстие, в которое вставлена эксцентриковая часть 29 валика 30, установленного в верхней части 2J онравки с возможностью новорота к ней.
Оправка в разжатом состоянии мехаинчески обработана в раз.мер внутреннего диаметра изделня, а наружные колодки в сжатом состоянии механически обработаны в размер наружного диаметра изделия.
На отдельной металлоконструкции, соединенной с рамой 2, кренится сварочная головка 31.
Устройство работает следующим образом.
В исходном иоложенин оправка 4 сжата, т. е. ее нижняя часть поднята н нрижата к верхней части, причем колодки 7 разведены в стороны, а колодка 8 опущена вниз. Стакан }0, пружина //, наконечник J2 и шток 13 находятся в крайнем нижнем положении. На оправку надева от свальцовапную заготовку изделия так, чтобы стык располагался в крайнем верхнем положепин. Затем поворачивают валик 30 с помощью рукоятки или какого-либо другого мехаиизма. При повороте валика 30 эксцентриковая часть 29 отводит вниз подвижную часть 22 онравки 4 до унора выступов 27 в нижиие стенки пазов 26.
Таким образом оправка 4 принимает размер внутреннего диаметра изделия и предварительно центрирует его. Затем подают сжатый воздух в нижнюю (поршневую) полость цилиндра 14. При этом шток 13 начинает двигаться вверх вместе с закрепленными на нем крестовиной 6, наконечником 12, пружиной У/ и стаканом 10. Последний толкает вверх лежащую на его сферической новерхности колодку 8, которая скользит по скалкам 9. Одновременно, вследствие движения вверх крестовины 16 через шарнирны 18, 20 и рычаги 19, рычаги 6 начинают поворачиваться вокруг шарниров 5, сходясь к центру. За счет регулировки положения наконечника 12 иа резьбовой части штока 13 нижняя колодка 8, ноднимае.мая стаканом 10, первой сонрикаснется с изделием, обжимая его снизу по онравке 4 (боковые колодки еще не касаются изделия).
При дальнейшем ходе штока 13 нневмоцилиндра 14 нижняя колодка 8 остается постоянно прижатой снизу к изделию, а нружина 11, сжимаясь, обеспечивает возможность дальнейщего хода вверх штока 13 и крестовины 16.
В результате этого двуплечие рычаги 6 с боковыми колодками 7 поворачиваются до плотного прижатия изделия к оправке 4. После окончания зажима изделия производят сварку стыка сварочной головкой 31. После окончания сварки сжатый воздух подают в верхнюю (штоковую) полость нневмоцилиндра 14, в результате чего, в норядке, обратном описанному выше, нроисходит разведе)1ие колодок 7 и опускание нижней колодки 8. Изделие освобождается от наружного обжатия. Поворотом валика 30 поднимают нижнюю часть 22 оправки 4, притягивая ее к верхней частн 21. Готовое изделие освобождается от разжимающего усилия онравки и легко с нее сни.мается.
Предмет изобретения
Устройство для сборки тонкостенных трубчатых деталей, нреи.мущественно под сварку продольных П1ВОВ, содержащее основание, внутреннюю оправку и наружное зажимное устройство, вынолненное в виде трех приводимых от одного нривода зал имных колодок, две
из которых жестко закреплены на концах поворотных рычагов, кинематически связаппых с приводом поступательного перемещения, взаимодействующим своим штoкo.t с центральной зажимной колодкой, установленной
с возможностью перемещения по нанравляющим, отличающееся тем, что, с целью повышения качества сборки за счет последовательного взаимодействия колодок с деталью, упирающийся в центральную колодку щток привода
снабжен подвижными наконечником и стаканом с установленной внутри стакана .между его дном и наконечником пружиной, обеспечивающей первоначальное прижатие детали к онравке центральной колодкой.
2/
12
13
Фиа 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления замкнутых коробчатых изделий | 1990 |
|
SU1729656A2 |
| Т КАЯ ЕИБЛИОГЕКА | 1971 |
|
SU290524A1 |
| СТЕНД СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ВЕРХНИЙ КОРСЕТ СТЕНДА, НИЖНИЙ КОРСЕТ СТЕНДА, МЕХАНИЗМ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, МЕХАНИЗМ ПРОВОРОТА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ПОДЪЕМНЫЙ МЕХАНИЗМ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ХОДОВАЯ ОПОРНАЯ ТЕЛЕЖКА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, СПОСОБ СБОРКИ ОБТЕКАТЕЛЯ НА СТЕНДЕ | 2008 |
|
RU2392201C1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Станок для изготовления замкнутых коробчатых изделий | 1986 |
|
SU1400710A2 |
| ЗАЖИМНОЙ ТОРМОЗ В.В. БОДРОВА | 2015 |
|
RU2600407C2 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| Способ изготовления листовых изделий двойной кривизны из плоских заготовок и станок для его осуществления | 1951 |
|
SU96094A1 |
| Устройство для обработки труб | 1990 |
|
SU1775310A1 |
| Устройство для изготовления, наполнения и закрывания мешков | 1991 |
|
SU1838194A3 |